Изобретение относится к металлообработке, а именно к шлифованию, и может быть использовано на предприятиях при изготовлении деталей типа тел вращения из сталей, наплавленных труднообработываемыми материалами, а также закаленных сталей и сплавов.
Известен способ алмазного доводочного шлифования цилиндрических деталей [1, стр. 3, рис. 1], при котором ось вращения детали и алмазного круга перекрещиваются под углом, близким к прямому, круг смещают относительно детали по высоте, перемещают вдоль своей оси, верхним или нижним краем торца прижимают к детали постоянным усилием, подают вдоль оси детали с продольной подачей и снимают припуск, а при окончательных переходах применяют круг на специальной связке.
Однако указанный способ имеет ограниченные технологические возможности, поскольку не позволяет шлифовать детали, наплавленные труднообробатываемыми материалами, так как из-за эластичности связки наиболее нагруженные зерна упруго погружаются в нее и почти не снимают металл.
Наиболее близким техническим решением к предлагаемому является способ алмазного доводочного шлифования цилиндрических деталей [1, стр.5, рис.4], при котором обработку ведут одновременно двумя кругами различной зернистости.
Применение двух кругов на одинаковой связке, но различной зернистости позволяет использовать более крупное зерно алмаза при снятии основной части припуска труднообрабатываемого материала, наплавленного на детали, и расширить технологические возможности способа.
Недостатком известного технического решения является малая производительность способа из-за значительного времени обработки детали, вызванного тем, что не устанавливается:
- величина смещения оси вращения круга меньшей зернистости относительно оси вращения детали и припуск снимается непрочным и маленьким участком алмазного кольца, расположенным на краю торца, при этом происходят его сколы и выкрашивание и на детали образуется след небольшой длины;
- положение оси вращения круга большей зернистости относительно оси вращения круга меньшей зернистости и припуск снимается одним участком алмазного кольца круга большей зернистости;
- прямой угол перекрещивания оси вращения детали и алмазных чашечных кругов и съем металла с обрабатываемой поверхности происходит только при прямом ходе кругов.
Задача, которую решает данное изобретение, заключается в повышении производительности способа алмазного доводочного шлифования цилиндрических деталей за счет сокращения времени обработки детали.
Эта задача решается следующим образом.
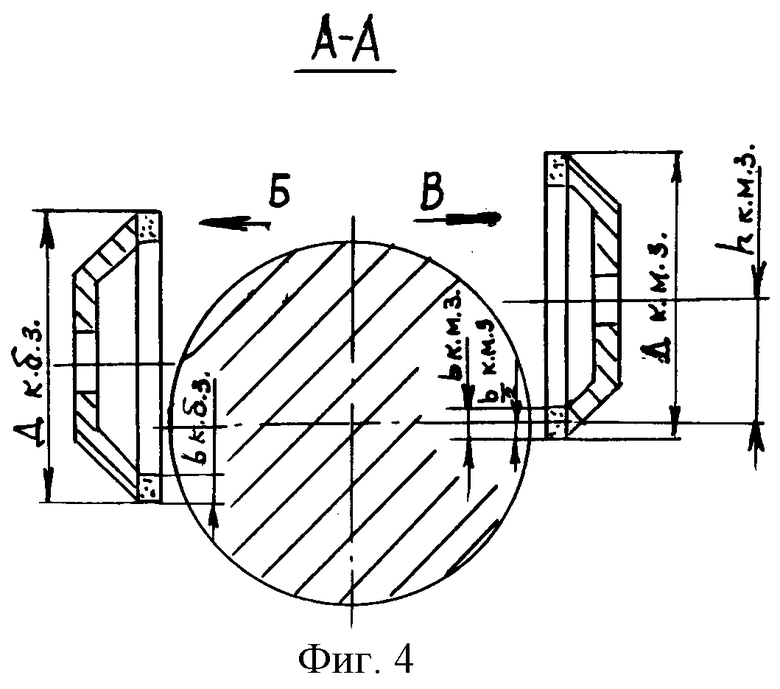
В известном способе алмазного доводочного шлифования, заключающемся в том, что обработку ведут одновременно двумя кругами различной зернистости, содержащими алмазные кольца, согласно изобретению при шлифовании ось вращения круга меньшей зернистости смещают относительно оси вращения детали на высоту h к.м.з, определяемую по зависимости
где Д к.м.з - диаметр круга меньшей зернистости, мм;
b к.м.з - ширина алмазного кольца круга меньшей зернистости, мм,
ось вращения круга большей зернистости устанавливают ниже оси вращения круга меньшей зернистости, а ось вращения детали и кругов перекрещивают под прямым углом.
Смещение оси вращения круга меньшей зернистости относительно оси вращения детали на высоту h к.м.з, определяемую по зависимости, позволяет совместить середину ширины алмазного кольца с осью вращения детали, снять припуск более прочным и длинным, чем край торца, участком алмазного кольца, расположенным на середине его ширины, исключить при этом его сколы и выкрашивание, оставить на детали более длинный след, тем самым сократить время обработки детали и повысить производительность способа.
Установка оси вращения круга большей зернистости ниже оси вращения круга меньшей зернистости позволяет снять припуск одновременно двумя симметрично расположенными участками алмазного кольца круга большей зернистости, сократить тем самым время обработки детали и повысить производительность способа.
Перекрещивание осей вращения детали и алмазных чашечек кругов под прямым углом позволяет произвести съем металла с обрабатываемой поверхности при обратном ходе кругов без вспомогательного времени на их перемещение в исходное положение, тем самым сократить время обработки детали и повысить производительность способа.
Изобретение поясняется чертежами.
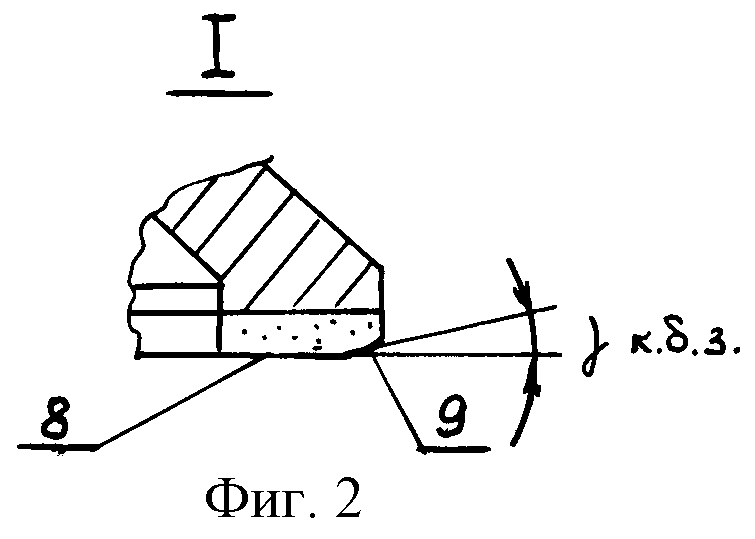
На фиг. 1 дана схема способа алмазного доводочного шлифования цилиндрических деталей; на фиг.2 - место I на фиг.1; на фиг.3 - место II на фиг.1; на фиг.4 - разрез А-А на фиг.1; на фиг.5 - вид Б на фиг.4; на фиг.6 - вид В на фиг.4.
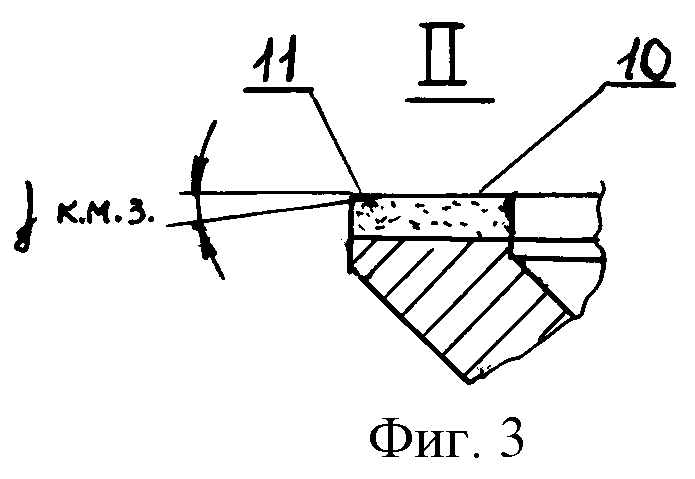
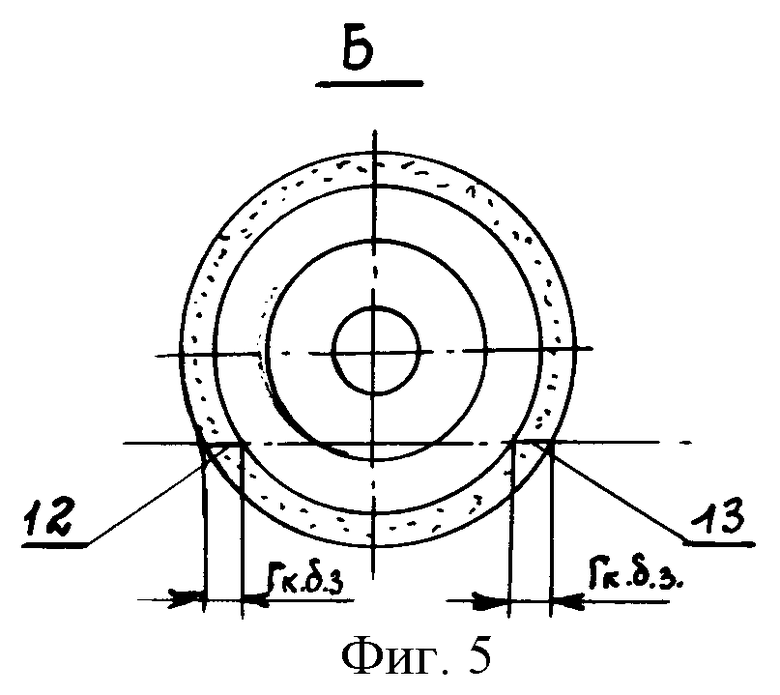
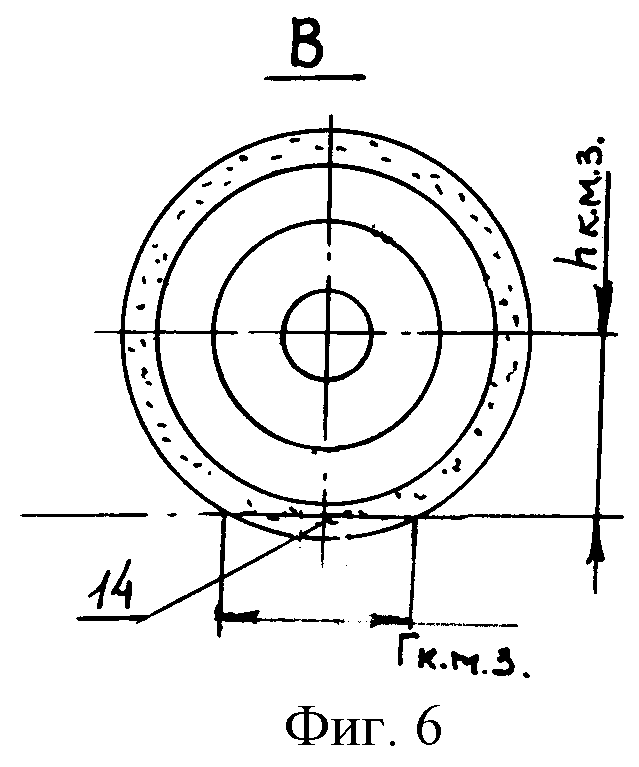
На схеме способа алмазного доводочного шлифования цилиндрических деталей: 1 - обрабатываемая деталь, 2 и 3 - центра токарного станка, 4 - круг большей зернистости, содержащий алмазное кольцо 5, 6 - круг меньшей зернистости, содержащий алмазное кольцо 7. На месте I фиг.1: 8 - торец алмазного кольца круга большей зернистости, на котором выполнена фаска 9 под углом γк.б.з. На месте II фиг.1: 10 - торец алмазного кольца круга меньшей зернистости, на котором выполнена фаска 11 под углом γк.м.з. На разрезе А-А фиг.1: h к. м. з - высота смещения оси вращения круга меньшей зернистости относительно оси вращения детали, Д к.м.з - диаметр круга меньшей зернистости, b к.м.з - ширина алмазного кольца круга меньшей зернистости, Д к.б.з - диаметр круга большей зернистости, b к.б.з - ширина алмазного кольца круга большей зернистости. На фиг.5: 12 и 13 - два симметрично расположенных участка алмазного кольца круга большей зернистости, снимающих черновой припуск на детали, Г к.б.з - длина следа, образованного на детали каждым из них. На фиг.6: 14 - участок алмазного кольца круга меньшей зернистости, снимающий чистовой припуск на детали, Г к.м.з - длина следа на детали, образованного им.
Способ алмазного доводочного шлифования цилиндрических деталей реализуют следующим образом. Деталь 1 устанавливают в центра 2 и 3 токарного станка, закрепляют и вращают со скоростью V дет. На торце 8 алмазного кольца 5 круга большей зернистости 4 выполняют фаску 9 под углом γк.б.з для образования заборного конуса при касании детали и исключения поломок алмазного кольца. На торце 10 алмазного кольца 7 круга меньшей зернистости 6 выполняют фаску 11 под углом γк.м.з для образования заборного конуса при касании детали 1 и исключения поломок алмазного кольца.
В специальный суппорт устанавливают шлифовальные приспособления (не показаны), в них закрепляют круги 4 и 6 с двух сторон детали 1 на одной оси, которую перекрещивают с осью вращения детали под прямым углом. Ось вращения круга меньшей зернистости 6 смещают относительно оси вращения детали 1 на высоту h к.м.з, которую определяют по зависимости. Ось вращения круга большей зернистости 4 устанавливают ниже оси вращения круга меньшей зернистости 6. Круг большей зернистости 4 вращают со скоростью V к.б.з, подают вдоль оси круга с подачей Sпоп. к.б.з, а вдоль детали - с подачей Sпрод. прямого хода к.б.з при прямом ходе и Sпрод. обратного хода к.б.з при обратном ходе, снимают припуск двумя симметрично расположенными участками 12 и 13 алмазного кольца 5, при этом каждый из них оставляет на детали след длиной Г к.б.з Одновременно круг меньшей зернистости 6 вращают со скоростью V к.м.з, подают вдоль оси круга с подачей Sпоп. к.м.з, а вдоль детали - с подачей Sпрод. прямого хода к.м.з при прямом ходе и Sпрод. обратного хода к.м.з при обратном ходе, снимают припуск участком алмазного кольца 14, расположенным на середине его ширины, при этом оставляя на детали след длиной Г к.м.з. После снятия металла одновременно двумя кругами различной зернистости, кругом большей зернистости 4 выполняют оставшиеся черновые проходы, а кругом меньшей зернистости 6 - чистовые проходы.
Проведены сравнительные испытания способа алмазного доводочного шлифования известного по прототипу и способа по предлагаемому техническому решению.
Испытания проводили на токарном станке мод. 1К63 с использованием специального суппорта и шлифовальных приспособлений при обработке плунжера из стали с напыленным слоем из карбидов хрома в никелевой связке диаметром 100 h9 (
Для снятия чернового припуска использовали круг ГОСТ 16172-70 Д к.б.з = 150 мм, b к.б.з = 10 мм, на торце алмазного кольца выполнена фаска под углом γк.б.з = 40′.
Режимы черного шлифования:
скорость вращения круга большей зернистости, V к.б.з - 25 м/с,
продольная подача, Sпрод. прямого хода к.б.з - 2 мм/об,
продольная подача, Sпрод. обратного хода к.б.з - 2 мм/об,
скорость вращения детали, V дет - 20 м/мин.
Для снятия чистового припуска использовали круг ГОСТ 16172-70 Д к.м.з = 150 мм, b к.м.з = 10 мм, на торце алмазного кольца выполнена фоска под углом γк.м.з = 20′.
Режимы чистового шлифования:
скорость вращения круга меньшей зернистости, V к.м.з - 25 м/с,
продольная подача, Sпрод. прямого хода к.м.з - 2 мм/об,
продольная подача, Sпрод. обратного хода к.м.з - 2 мм/об,
скорость вращения детали, V дет - 20 м/мин.
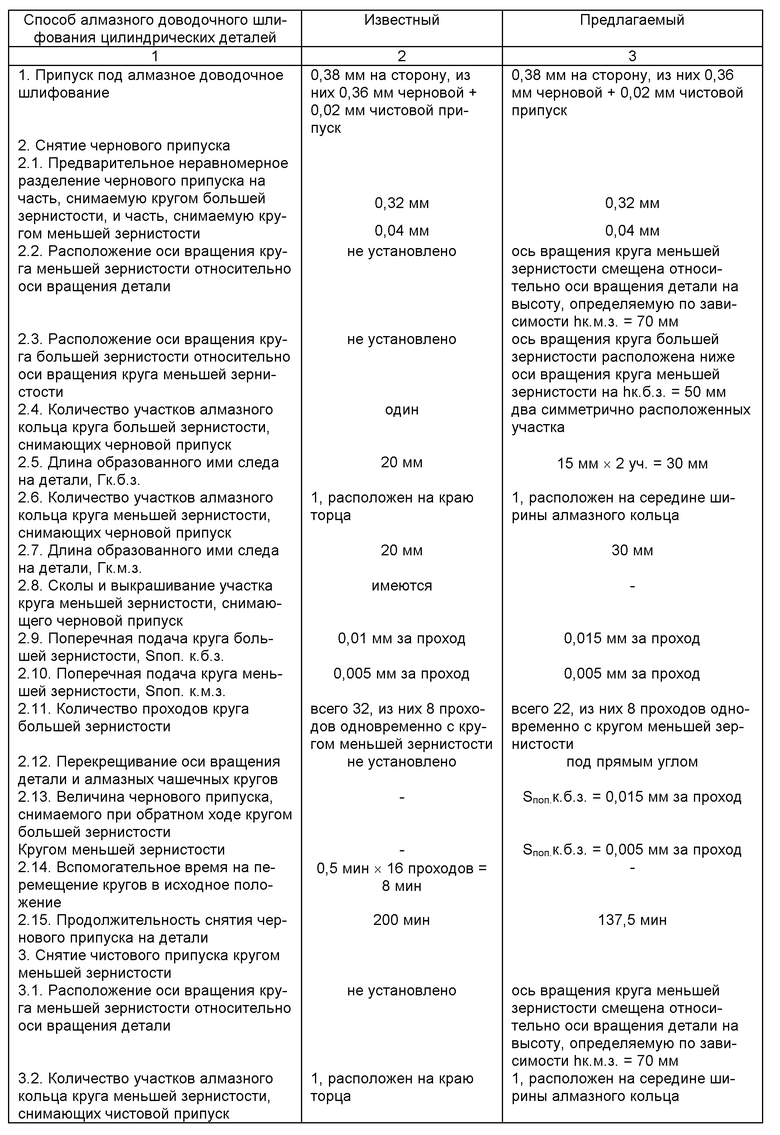
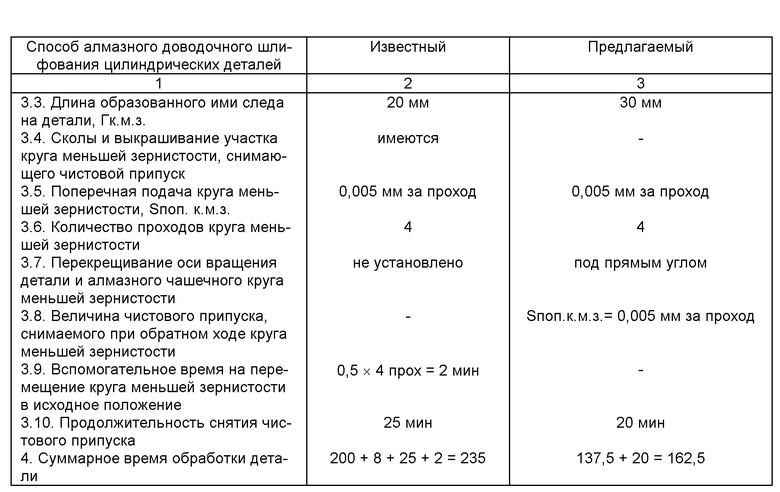
Результаты испытаний приведены в таблице.
Вывод: Предлагаемый способ алмазного доводочного шлифования цилиндрических деталей в сравнении с известным обеспечивает повышение производительности в 1,48 раза за счет сокращения времени обработки детали.
Использованный источник информации:
1. Бакуль В. И. и др. ст. Новый способ алмазного шлифования валов. ж. Синтетические алмазы 3, 1970, Киев, стр.5 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕРЫВИСТЫЙ АБРАЗИВНЫЙ КРУГ | 1999 |
|
RU2165351C2 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1998 |
|
RU2160659C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2159696C2 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2147507C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1992 |
|
RU2021093C1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1992 |
|
RU2014210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ РОЛИКОВОГО ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 2002 |
|
RU2258590C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1991 |
|
RU2008190C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
Изобретение относится к металлообработке и может быть использовано при изготовлении деталей типа тел вращения из сталей, наплавленных труднообрабатываемыми материалами, а также закаленных сталей и сплавов. Задача изобретения - повышение производительности способа алмазного доводочного шлифования цилиндрических деталей. Обработку цилиндрических деталей ведут одновременно двумя кругами различной зернистости, содержащими алмазные кольца. Ось вращения круга меньшей зернистости смещают относительно оси вращения детали на высоту, определяемую в зависимости от диаметра круга меньшей зернистости и ширины его алмазного кольца. Ось вращения круга большей зернистости устанавливают ниже оси вращения круга меньшей зернистости. При этом оси вращения детали и кругов перекрещивают под прямым углом. Такие действия исключают сколы и выкрашивание круга за счет увеличения рабочего участка алмазного кольца и длины следа на детали, что повышает производительность обработки. 6 ил., 1 табл.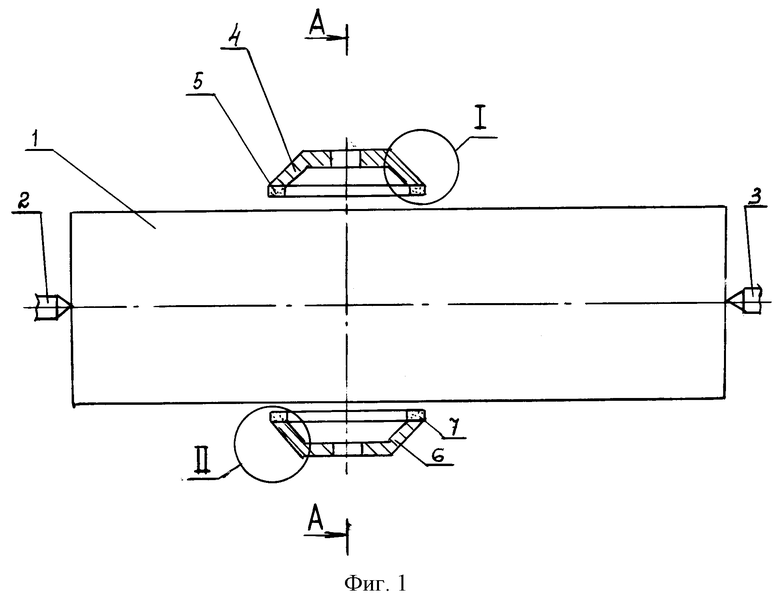
Способ алмазного доводочного шлифования цилиндрических деталей, включающий обработку детали одновременно двумя кругами различной зернистости, содержащими алмазные кольца, отличающийся тем, что при шлифовании ось вращения круга меньшей зернистости (к. м. з. ) смещают относительно оси вращения детали на высоту h к. м. з. , определяемую по формуле
где D к. м. з. - диаметр круга меньшей зернистости, мм;
b к. м. з. - ширина алмазного кольца круга меньшей зернистости, мм,
ось вращения круга большей зернистости устанавливают ниже оси вращения круга меньшей зернистости, а оси вращения детали и кругов перекрещивают под прямым углом.
| БАКУЛЬ В.И | |||
| и др | |||
| Новый способ алмазного шлифования валов | |||
| - Синтетические алмазы, №3, 1970, с.5 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБТОЧКИ ВАЛОВ ИЗ ЭЛАСТИЧНОГО МАТЕРИАЛА, ПРЕИМУЩЕСТВЕННО ВАЛОВ СИТЦЕПЕЧАТНЫХ МАШИН | 1929 |
|
SU17040A1 |
| Способ шлифования | 1986 |
|
SU1419862A1 |
| Устройство для обработки шариков | 1981 |
|
SU1006174A1 |
| Способ шлифования хромированных цилиндрических заготовок торцом алмазного чашечного круга | 1990 |
|
SU1776539A1 |

