Изобретение относится к машиностроению и может быть использовано при обработке деталей на шлифовальных станках.
Известны способы правки шлифовальных кругов ([1], с. 234), на которых производят поэтапное выравнивание рабочей поверхности круга, включающее черновую, чистовую правки и выхаживание. Число проходов и режимы правки на каждом этапе задают в зависимости от величины припуска, снимаемого на предстоящей операции шлифования.
Недостатком известного технического решения является то, что на черновом этапе для гарантированного выравнивания рабочей поверхности число проходов не оговаривается, что увеличивает расход абразива. Так, в зависимости от вида шлифования расход абразива на правку составляет 50...95% ([1], с. 229).
Наиболее близким техническим решением к предлагаемому является способ правки шлифовальных кругов [2] , при котором на каждом этапе правящему инструменту сообщают продольное и поперечное перемещение вдоль образующей рабочей поверхности и на каждом проходе замеряют усилие правки, при этом каждый этап правки прекращают после достижения определенной для каждого этапа величины ϕ . Это позволяет сократить расход абразива.
Недостатком известного способа является низкая точность геометрической формы рабочей поверхности круга после правки. Это обусловлено тем, что в процессе, например, круглого наружного шлифования с продольной подачей рабочая цилиндрическая часть круга изнашивается неравномерно ([1], с. 215). При контакте круга с деталью наибольшая нагрузка приходится на кромки круга, которые в результате выкрашиваются при каждом проходе, при этом разрушаются как цилиндрическая рабочая так и торцевые поверхности. Величина этих дефектов значительно (до 2...3 раз) выше, чем величина дефектного слоя на оставшемся участке рабочей поверхности. При последующей правке известными способами (без фиксации касания правящим инструментом торцов круга) происходит удаление дефектного слоя с цилиндрического участка рабочей поверхности, восстанавливается его прямолинейность и цилиндричность, при этом длина образующей цилиндрической рабочей части меньше высоты круга за счет дефектов выкрашивания кромок круга. Цилиндрическая часть круга отделывает (калибрует) поверхность детали, поэтому уменьшение ее длины вызывает ухудшение качества поверхности детали (шероховатости и точности формы).
Задачей изобретения является повышение качества правки за счет улучшения геометрической формы круга.
Исключение дефектов на кромках и рабочей поверхности при правке достигается тем, что в способе правки шлифовальных кругов последнему сообщают вращение, а правящему инструменту продольное перемещение вдоль образующей круга, при этом после каждого продольного перемещения инструменту сообщают поперечное перемещение, величину которого выбирают в зависимости от характера износа рабочей поверхности, причем перед правкой на торцы круга наносят электропроводящие слои, а на черновом этапе осуществляет фиксацию момента касания правящим инструментом электропроводящего слоя на торце круга, имеющем наименьший износ диаметра, при этом при фиксации момента касания электропроводящего слоя на торце круга, имеющем наибольший износ диаметра, этап черновой правки прекращают.
Нанесение перед началом обработки на торцы электропроводящих слоев позволяет при окончании правки зафиксировать фактический износ круга с учетом выкрашивания кромок и повысить качество правки за счет повышения точности геометрической формы круга.
На фиг. 1 дана функциональная схема предлагаемого способа. На фиг. 2, 3, 4 представлена последовательность правки по предлагаемому способу.
На функциональной схеме:
1 - шлифовальный круг, подвергающийся правке, имеющий рабочую поверхность 2;
3 - электропроводящие слои на торцах круга;
4 - шпиндель станка;
5, 7 - датчики контроля касания правящим инструментом электропроводящих слоев;
6 - правящий инструмент;
8 - блок управления.
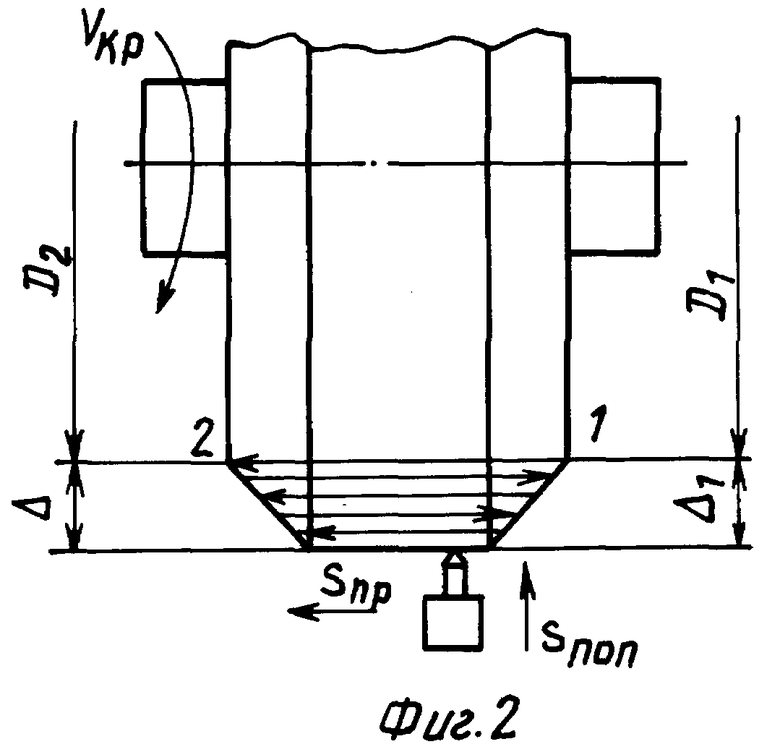
Способ осуществляют следующим образом (фиг 1). Шлифовальный круг 1 с изношенными рабочей 2 и торцевыми поверхностями, а соответственно электропроводящими слоями 3 устанавливают на шпиндель станка 4 и вращают со скоростью Vкр. Правящий инструмент 6 вместе с датчиками 5 и 7, блоком управления 8 закрепляют на суппорте станка и перемещают вдоль образующей рабочей поверхности круга 2 с продольной подачей Sпр и в радиальном направлении с поперечной подачей Sпоп.
За счет сочетания этих движений (Vкр, Sпр, Sпоп) производят правку - удаление дефектного слоя (Δ) на рабочей поверхности круга 2 (фиг. 2).
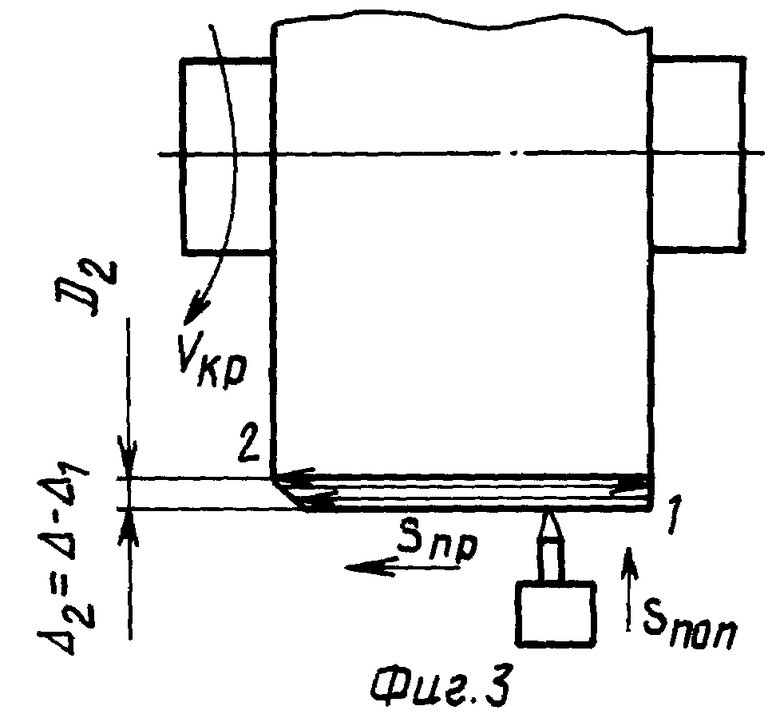
После удаления части дефектного слоя (Δ1) при касании правящим инструментом 6 электропроводного слоя на торце (точка 1), имеющем наименьший износ диаметра D1, датчик 5 включает блок управления 8 и переводит его в режим "ожидания". Процесс правки продолжают до момента удаления остатков дефектного слоя (Δ2), фиг. 3, и касания правящим инструментом 6 электропроводного слоя на торце (точка 2), имеющем наибольший износ диаметра D2. По сигналу датчика 7 блок управления 8 выходит из режима "ожидания", этап правки прекращают, правящий инструмент 6 выводят из контакта с рабочей поверхностью 2.
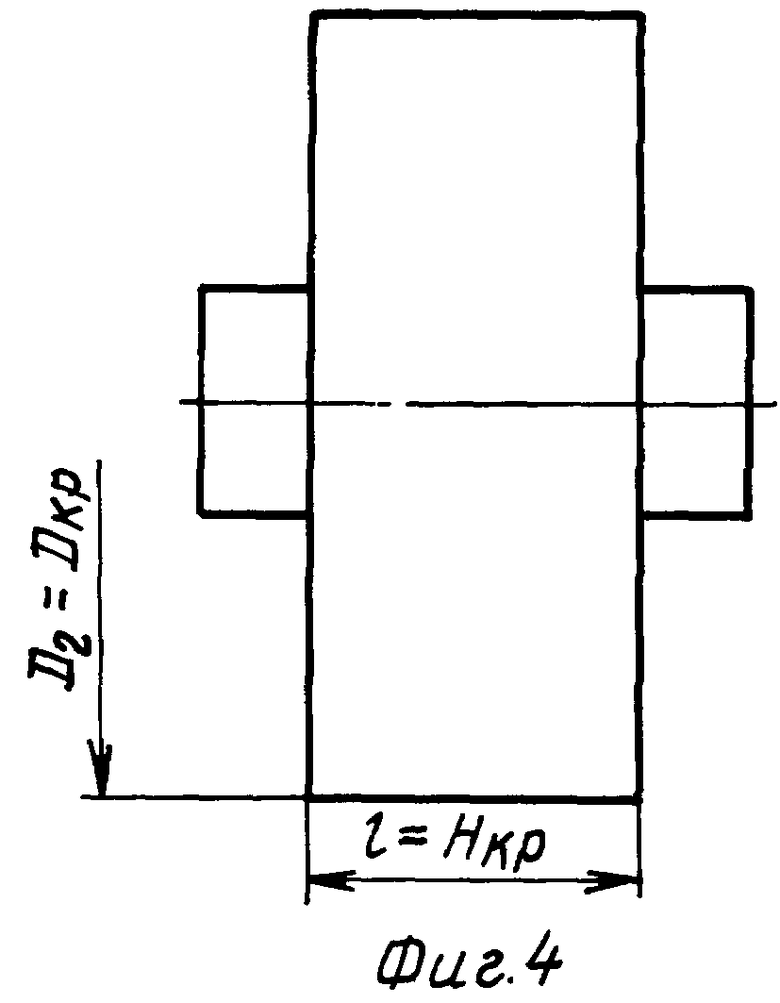
Предлагаемый способ правки обеспечивает выравнивание рабочей поверхности по всей длине образующей, т.е. длина образующей цилиндрической части круга (l) равна высоте круга (Hкр) (фиг. 4). Показатели точности геометрической формы рабочей поверхности круга (непрямолинейность образующей и некруглость) формируют на последующем чистовом и выхаживающем этапах, которые выполняют известными способами.
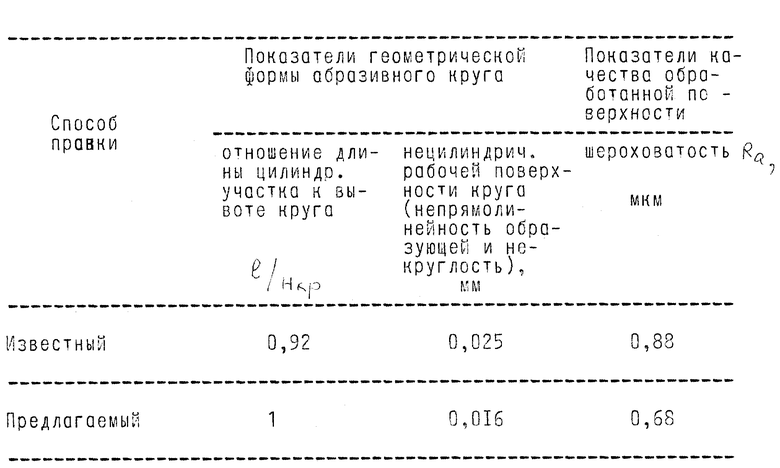
Проведены испытания предлагаемого способа правки на круглошлифовальном станке мод. 3А164 при обработке вала из стали 34ХН1М HRC 40...45 диаметром 250 мм и длиной 13000 мм. Использовали шлифовальный круг ПП 500х50х305 с характеристиками 93А40СМ2К8. Правящий инструмент (алмазозаменитель "Славутич"), режимы правки и шлифования были приняты в соответствии с действующими нормативами. Станок был оснащен системами контроля степени выравнивания рабочей поверхности по известному и предлагаемому способу правки на базе тензометрического усилителя, электронного блока управления, щупов-датчиков типа 310 и других элементов с блок-схемой на фиг. 1.
Результаты испытаний приведены в таблице.
Использование предлагаемого способа правки абразивного круга по сравнению с известным позволяет за счет увеличения длины образующей цилиндрической рабочей поверхности круга до оптимального значения (l = Hкр) и точности геометрической формы круга (нецилиндричности) снизить высоту микронеровностей на обработанной поверхности на 23%.
ИСТОЧНИКИ ИНФОРМАЦИИ:
1. Ящерицин П.И. и др. Шлифование металлов. Минск, Беларусь, 1963.
2. Патент России N 2014210, В 24 B 53/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1992 |
|
RU2014210C1 |
| СПОСОБ АЛМАЗНОГО ДОВОДОЧНОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2196036C2 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2400346C2 |
| Способ правки шлифовальных кругов | 2016 |
|
RU2655424C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1992 |
|
RU2021093C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2159696C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| ПРЕРЫВИСТЫЙ АБРАЗИВНЫЙ КРУГ | 1999 |
|
RU2165351C2 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2147507C1 |
Изобретение относится к машиностроению. Используется при обработке деталей на шлифовальных станках. На торцы шлифовального круга перед началом правки наносят электропроводящие слои. Кругу сообщают вращение. Правящий инструмент вместе с датчиками и блоком управления перемещают вдоль образующей рабочей поверхности круга. После каждого продольного перемещения инструменту сообщают поперечное перемещение. На черновом этапе осуществляют фиксацию момента касания правящим инструментом электропроводящего слоя на торце круга, имеющем наименьший износ диаметра. Прекращают черновой этап правки при фиксации момента касания электропроводящего слоя на торце круга, имеющем наибольший износ диаметра. Способ обеспечивает выравнивание рабочей поверхности круга по всей длине образующей, что повышает качество правки. 4 ил., 1 табл.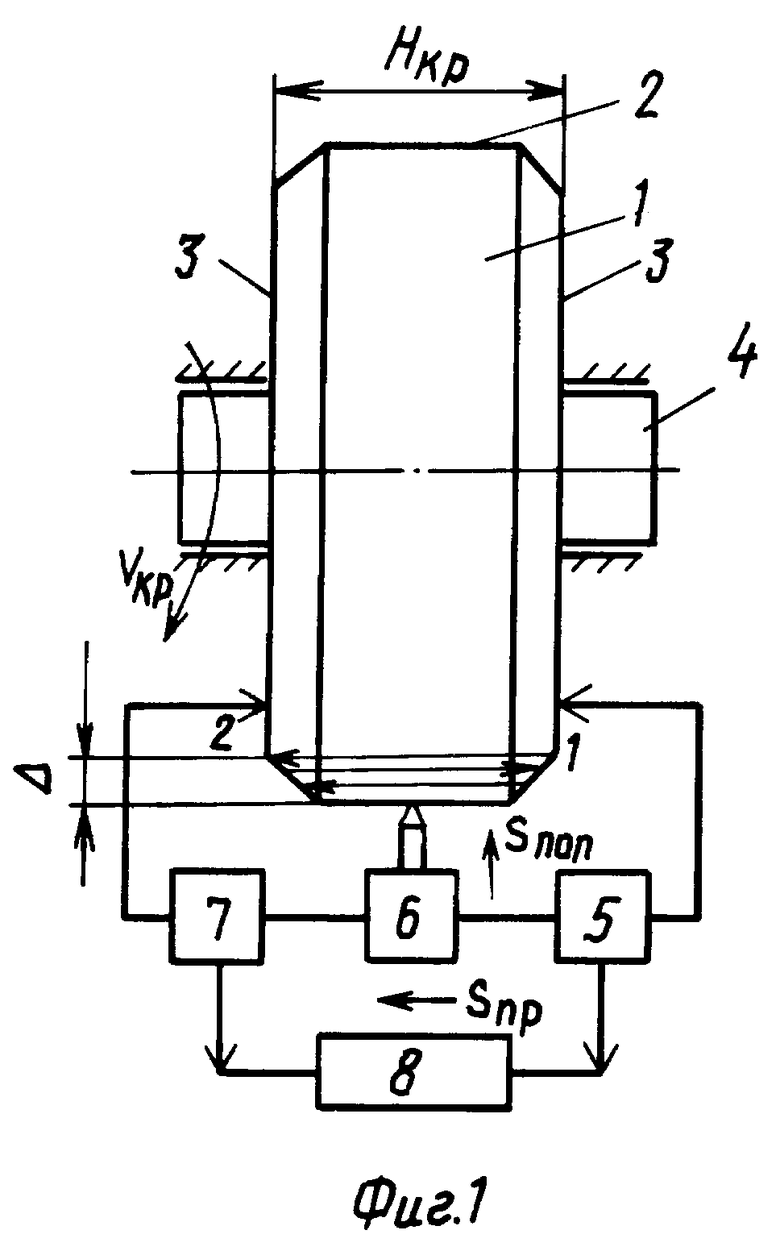
Способ правки шлифовальных кругов, включающий черновой, чистовой и выхаживающий этапы правки с сообщением шлифовальному кругу вращения, а правящему инструменту продольного перемещения вдоль образующей круга, при этом после каждого продольного перемещения инструменту сообщают поперечное перемещение, величину которого выбирают в зависимости от характера износа рабочей поверхности, отличающийся тем, что перед правкой на торцы круга наносят электропроводящие слои, а на черновом этапе осуществляют фиксацию момента касания правящим инструментом электропроводящего слоя на торце круга, имеющем наименьший износ диаметра, при этом при фиксации момента касания электропроводящего слоя на торце круга, имеющем наибольший износ диаметра, этап черновой правки прекращают.
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1992 |
|
RU2014210C1 |
| Устройство для управления процессом шлифования | 1979 |
|
SU770765A1 |
| Устройство для автоматического управления правкой абразивного инструмента | 1961 |
|
SU150766A1 |
| Устройство для автоматизации правки шлифовального круга в зависимости от степени его затупления | 1960 |
|
SU134577A1 |
| US 3674003, 04.07.1972 | |||
| Способ определения удельной поверхности карбонатных частиц в грунтах | 1986 |
|
SU1465763A1 |

