Изобретение относится к абразивным инструментам, в частности к шлифовальным кругам для выполнения операций круглого наружного, внутреннего и плоского шлифования.
Известен шлифовальный круг [1] , состоящий по высоте из двух соосно установленных участков для чернового шлифования и расположенного между ними участка для чистового шлифования. Причем черновые имеют более высокую зернистость, но меньшую концентрацию абразивных зерен, чем чистовой участок.
Указанный круг имеет недостаточную износостойкость, поскольку сочетание повышенной зернистости при меньшей концентрации абразивных частиц на черновых участках с одной стороны и одинаковой твердости на черновых и чистовом участках с другой приводит к тому, что в момент касания детали кругом происходит выкрашивание крупных зерен на черновых участках, а затем и разрушение всей рабочей поверхности круга. При этом ухудшается качество обработки, появляются прижоги и микротрещины, сокращается время работы круга до появления прижогов.
Наиболее близким по технической сущности и достигаемому результату к изобретению является шлифовальный круг [2] , выполненный в виде соосно расположенных участков чернового шлифования и размещенного между ними участка чистового шлифования, имеет соотношение твердостей и высот этих участков, которое определено из условия:
Н1/Н2 ≥ 2 и В2/В1 ≥ 2, где Н1 и Н2 - твердость участков чернового и чистового шлифования соответственно;
В1 и В2 - высота участков чернового и чистового шлифования соответственно.
При этом торцы участков параллельны между собой и перпендикулярны оси вращения круга.
Это обеспечивает повышение износостойкости круга и качества обработки.
Недостатком известного решения является малый период бесприжоговой работы круга. В процессе шлифования часть металла, снимаемого черновым участком круга, заполняет поры более мелкого зернистого чистового участка, что приводит к его "засаливанию", снижению режущей способности круга и, как следствие, к увеличению теплонапряженности в зоне контакта с обрабатываемой поверхностью, т. е. возникновению прижогов.
Целью изобретения является увеличение периода бесприжоговой работы круга за счет снижения теплонапряженности в зоне контакта с обрабатываемой поверхностью.
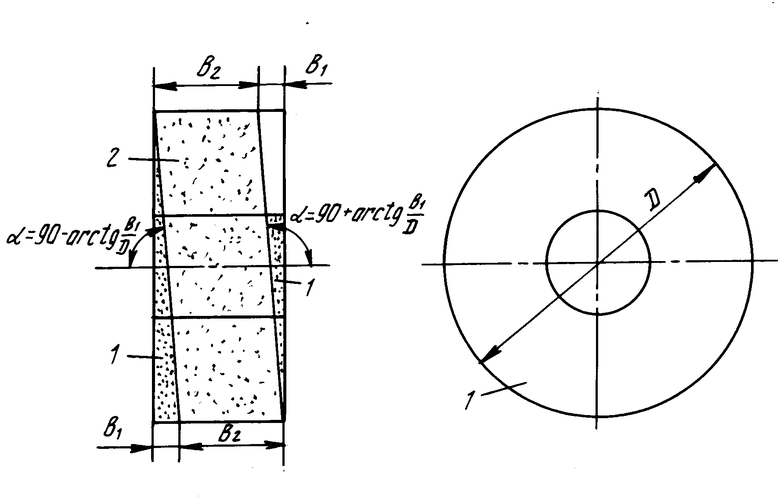
Это достигается тем, что в предлагаемом шлифовальном круге контактирующие торцы участков чистового и чернового шлифования наклонены к оси вращения круга под углом α , определяемым по зависимости:
α = 90о± arctg  , где В1 - высота участка чернового шлифования;
, где В1 - высота участка чернового шлифования;
D - диаметр круга; при этом участки чернового шлифования имеют переменную высоту.
При вращении круга за счет наклона торцов рабочая часть участка чистового шлифования совершает в зоне обработки осциллирующее поступательное движение в направлении, параллельном оси круга, с амплитудой, равной высоте участка чернового шлифования В1. При этом достигается эффект прерывистого резания, который способствует удалению излишков снятого металла, уменьшает "засаливание" круга и теплонапряженность процесса шлифования. Это позволяет увеличить время работы круга до появления структурных изменений (прижогов) в поверхностном слое обрабатываемых деталей.
На чертеже изображен предлагаемый круг, где 1 - участки чернового шлифования; 2 - участок чистового шлифования; В1 - высота участков чернового шлифования с повышенной твердостью Н1; В2 - высота участка чистового шлифования с пониженной твердостью Н2; D - диаметр круга; α - угол наклона контактирующих торцов участков чистового и чернового шлифования к оси вращения круга.
Проведены сравнительные испытания кругов прямого профиля ПП 250x 30 x 70 мм, выполненных в соответствии с известным и предлагаемым техническими решениями.
Для измерения шероховатости использовался профилометр мод. "Суртроник-3" фирмы "Тейлор Хобсон" (Англия). Микротвердость определялась прибором ПМТ-5 по методу "косого среза". Результаты испытаний приведены в таблице.
Анализ результатов испытаний показывает, что круг по предлагаемому техническому решению имеет период бесприжоговой работы в 1,6 раза выше, чем круг по известному техническому решению, при этом показатели износостойкости и качества находятся на одном уровне. (56) 1. Патент США N 3802130, кл. В 24 В 5/14, 1974.
2. Авторское свидетельство СССР N 1755494, кл. В 24 D 5/14, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1990 |
|
RU1755494C |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |

Использование: изобретение относится к абразивным инструментам, в частности к шлифовальным кругам для выполнения операций круглого наружного, внутреннего и плоского шлифования. Существо изобретения: шлифовальный круг содержит сооснорасположенные участки чернового шлифования и размещенный между ними участок чистового шлифования, в котором соотношение твердостей и высот участков определено из условия: H1/H2≥ 2 и B2/B1≥ 2, где H1 и H2 - твердость участков чернового и чистового шлифования, соответственно; B1 и B2 - высота участков чернового и чистового шлифования, соответственно. Контактирующие торцы участков чистового и чернового шлифования наклонены к оси вращения круга под углом α, определяемым зависимостью: a=90± arctgB1/D, где B1 - высота участка чернового шлифования, D - диаметр круга, 1 ил, 1 табл.
ШЛИФОВАЛЬНЫЙ КРУГ, содержащий соосно расположенные участки чернового шлифования и размещенный между ними участок чистового шлифования при соотношении твердостей и высот участков, определенным из условия
H1 H2 ≥ 2,
B2 B1 ≥ 2,
где H1 и H2 - твердость участков чернового и чистового шлифования соответственно;
B1 и B2 - высота участков чернового и чистового шлифования соответственно, отличающийся тем, что контактируюшие торцы участков чистового и чернового шлифования наклонены к оси вращения круга под углом α , опеределяемым из формулы
α= 90°± arctg
где B1 - высота участка чернового шлифования;
D - диаметр круга.
