Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении кирпича, стеновых блоков на основе силикат-глыбы.
Из уровня техники известен способ изготовления строительного кирпича по патенту РФ N 2047583, включающий измельчение песка, смешивание его со связующим, совместное измельчение компонентов, прессование заготовок, сушку и обжиг.
Способ предполагает использование в качестве связующего воздушной извести. Присутствие этого компонента в сырьевой смеси ухудшает экологичность производства и является одной из причин возможного разрушения изделий из-за растворимости в воде. Способ предполагает использование конкретно каракумского барханного песка, что сужает границы сырьевой базы. Кроме того, в каракумском песке присутствуют глинистые примеси, которые снижают прочность получаемых изделий и их морозоустойчивость.
Наиболее близким к предлагаемому является способ изготовления строительных изделий (патент РФ N 2018498), включающий совместное измельчение силикат-глыбы с частью песка, смешение полученной массы с остальной частью песка, затворение водой, формование изделий под давлением, осуществление перед сушкой пропарки изделий.
К недостаткам прототипа следует отнести необходимость использования высокого давления при формовании. В сочетании с высокими абразивными свойствами песка высокое давление приводит к быстрому износу пресс-формы. Способ по прототипу не позволяет использовать изделия в местностях с суровыми климатическими условиями и при возведении зданий повышенной этажности. Его эксплуатационные характеристики (прочность на сжатие - не выше 20 МПа, низкая прочность на изгиб и низкий уровень морозоустойчивости) удовлетворительны только для изделий, предназначенных для возведения перегородок внутри зданий.
Кроме того, прототип не позволяет использовать песок из любых месторождений. Прочностные характеристики изделий в значительной мере зависят от чистоты песка, определяемой его происхождением. Из-за присутствия в песке различных примесей (глиноземы, щелочные окислы, сернистые и сернокислые примеси, щелочи, пыль, ил, глина, слюда, органика) необходимая прочность не достигается без дополнительных операций по их удалению, условия по содержанию SiO ≥ 70% недостаточно.
Задачей настоящего изобретения является разработка способа изготовления строительных изделий, позволяющего получать изделия из песка практически любых месторождений, расширить диапазон условий применения изделий при обеспечении высоких эксплуатационных свойств (прочность, морозоустойчивость) за счет исключения влияния вредных примесей на сохранение адгезивных связей при нагрузке при одновременном увеличении срока службы оборудования.
Поставленная задача решается предлагаемым способом изготовления строительных изделий из силикат-глыбы и песка, включающем совместное измельчение силикат-глыбы с частью песка, смещение полученной массы с остальной частью песка, затворение водой, формование изделий под давлением, пропарку и сушку, особенность заключается в том, что переработке подвергают смесь состава, мас. %: силикат-глыба 6-8%, песок 92-94%, при этом совместному измельчению с силикат-глыбой подвергают 60-70% песка, формование ведут под давлением 0,5-1 МПа при одновременном воздействии механических колебаний с частотой 30 - 100 Гц до достижения плотности формовочной смеси 1900 - 2000 кг/м3, пропарку осуществляют в течение 24 часов при температуре 50-80oC, и в течение последующих 24 часов изделия сушат при температуре 130-150oC, затем их подвергают обжигу в условиях ступенчатой термообработки, первоначально со скоростью 25oC/час до температуры 700 - 900oC, затем со скоростью 100oC/час до температуры 1000 - 1200oC с последующей выдержкой при данной температуре в течение 30 минут и дальнейшим равномерным охлаждением в течение 24 часов.
Сравнение предложенного способа с прототипом показывает, что заявляемое техническое решение характеризуется иным количественным содержанием компонентов (в прототипе: силикат-глыба - 1-3%, песок - 97-99%, мелкая фракция песка - 60 - 70%); наложением вибрации при формовании под давлением; на порядок меньшим давлением (в прототипе - 10-20 МПа); более длительными режимами пропарки и сушки; наличием фазы обжига по определенному режиму.
Следовательно, предложенный способ соответствует критерию "новизна".
При изучении известного уровня техники не было выявлено документов, описывающих заявляемые изобретением преобразования, характеризуемые отличительными от прототипа признаками, обеспечивающими не только более высокие эксплуатационные характеристики (предел прочности на сжатие - 30 - 45 МПа, на изгиб - 2-3 МПа, морозоустойчивость - F 25), позволяющие более широко использовать изделия, но и применять для их изготовления песок практически любых месторождений, не принимать во внимание наличие в песке примесей, исключить их влияние на структурообразование материала изделий.
Оптимизация параметров способа путем исследования воздействия механических колебаний, соотношения мелкой и крупной фракций песка, играющих основную роль в структурообразовании, при сравнительно низких усилиях прессования позволяют создать равномерную по всему объему изделия компоновку структуры при плотности формовочной смеси 1900-2000 кг/м3 и, следовательно, более прочные изделия (как известно, плотность заформованного изделия, при прочих равных условиях, коррелирует с его прочностью). Избыточное давление прессования в предлагаемом способе служит исключительно для формирования качественных граней изделий.
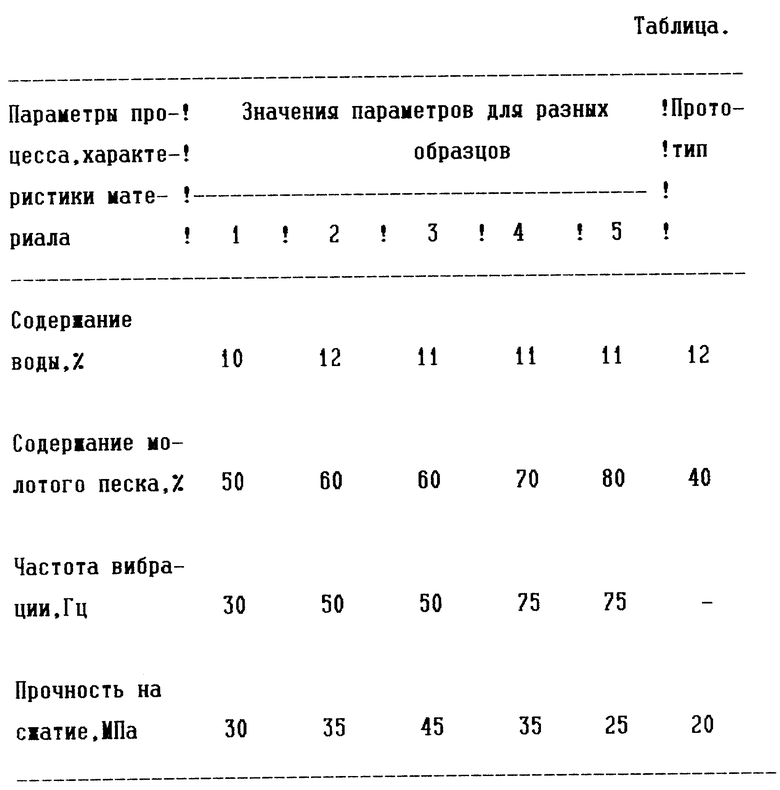
Большее количество мелкой фракции, выступающей в качестве опудривателя для предотвращения слипания зерен песка при обжиге, обеспечивает возможность повышения температуры обжига при одновременном исключении их вспучивания для набора максимальной прочности. Кроме того, большее количество мелкой фракции улучшает гранулометрический состав песка с целью повышения плотности изделия и увеличивает поверхность песчинок для усиления сцепления с цементирующим веществом - силикат-глыбой. Обжиг в условиях ступенчатой термообработки способствует тому, чтобы претерпеваемые кремнеземом при нагревании модификационные превращения, связанные со значительными объемными изменениями, успевали происходить без разрушения тела изделия. Для получения изделий высокой прочности пропарка ведется длительное время - 24 часа. График относительной зависимости прочности изделий при сжатии от времени пропарки показан на фиг. 1. В предложенном способе сушка с целью обезвоживания материала и подготовки его к обжигу проводится при 130-150oC в течение 24 часов. Сушка при температуре ниже 130oC приведет к удлинению процесса. Повышение температуры сушки до 150oC возможно, вследствие того, что при более длительном процессе пропарки остается меньше свободной влаги. В таблице приведены некоторые параметры технологического процесса при изготовлении образцов и их характеристики в сравнении с прототипом.
Способ в предложенном сочетании приемов, их характеристик, количественном содержании используемого сырья в технике не известен, а именно совокупность признаков заявляемого способа позволяет достичь указанный технический результат - получать изделия из песка практически любых месторождений при высоких эксплуатационных свойствах. Это дает основание считать данное заявляемое решение обладающим изобретательским уровнем.
Технология предложенного способа заключается в следующем: подготовка сырьевых материалов - силикат-глыба предварительно измельчается в молотковой дробилке до фракции не более 50 мкм; приготовление вяжущего - отдозированные порции силикат-глыбы и 60-70 мас.% песка подвергают совместному помолу в шаровой или вибромельнице до удельной поверхности 4500 - 5500 см2/г; смешение формовочной массы - вяжущее и остальная часть наполнителя (исходный песок - 30-40 мас.%) загружаются в бетоносмесительную машину, сначала сыпучие компоненты, затем после предварительного их перемешивания в течение 2-3 мин, подают воду при водотвердом отношении 0,1-0,12 и продолжают еще 3-5 минут; формование изделий - изделия прессуют при избыточном давлении 0,5-1 МПа с наложением механических колебаний (параметры прессования уточняются предварительно), после чего распрессовывают на отдельные для каждого изделия подложки, которые укладывают в сушильный шкаф, снабженный полками, в котором проводят пропарку в течение не более 24 часов (время уточняется предварительно на образцах из каждой партии песка) при температуре 50-80oC и сушку в течение 24 часов при температуре 130-150oC, после чего изделия загружают в печь обжига, где их обжигают по следующему режиму - нагрев до 700-900oC со скоростью 25oC/час, затем до 1000-1200oC со скоростью 100oC/час, выдержка при данной температуре 30 минут и равномерное охлаждение в течение 24 часов. Технологические параметры: содержание в формовочной смеси воды, измельченного песка, частота, амплитуда колебаний и избыточное давление при формовании определяются предварительно для песка из разных месторождений. Полученные предложенным способом строительные изделия соответствуют марке не менее 300. Оптимизация параметров процесса проводится с оценкой качества изделий по их плотности, поскольку для определения прочности изделия должны пройти весь технологический цикл, что составляет 4-5 суток, и их требуется изготовить значительное количество.
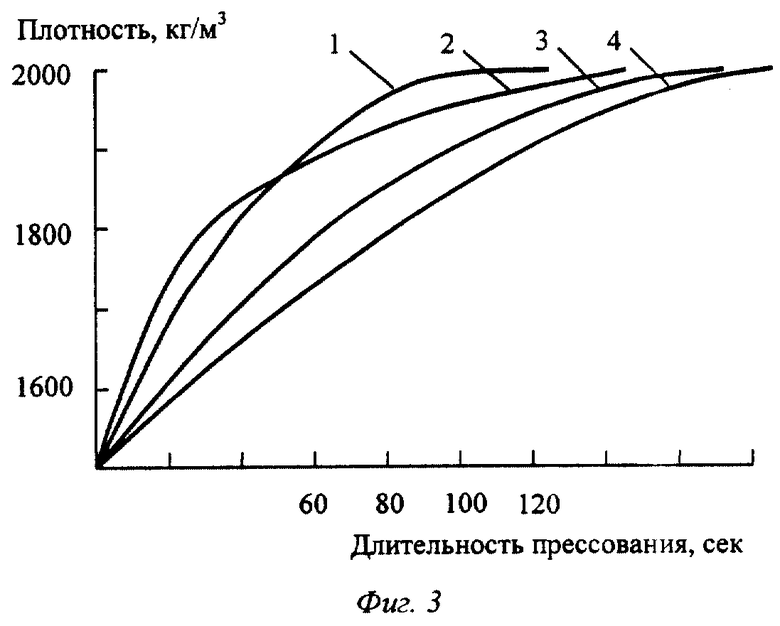
Для испытаний был использован песок окрестностей города Бийска. При фиксированной частоте вибрации 100 Гц, избыточном давлении 0,5 МПа прессованию подвергались образцы формовочной смеси, содержащие разное количество воды и мелкой фракции (Sуд. = 4500 - 5500 см2/г) песка в течение 1 минуты. На фиг. 2 приведены кривые зависимости плотности полученных образцов от указанных параметров. Кривая 1 соответствует 11% воды, кривая 2-12%, кривая 3-10%. Наибольшая плотность (и, соответственно, прочность) полученного материала достигается при содержании влаги 11% и мелкой фракции песка 60%. Следующим шагом стало определение оптимальной частоты вибрирования при фиксированной мощности вибратора, содержании в формовочной смеси воды - 11%, мелкой фракции песка - 60%. На фиг. 3 показан рост плотности образца в процессе прессования с вибрацией, здесь кривая 1 соответствует частоте вибрации 50 Гц, кривая 2 - 30 Гц, кривая 3 - 70 Гц, кривая 4 - 100 Гц. Наименьшему времени 75 секунд достижения плотности материала 1970 кг/м3 отвечает частоте 50 Гц, которую, естественно, выгодней использовать при прессовании. Таким образом, для прессования формовочной смеси с использованием данной партии песка оптимальными являются следующие параметры: содержание влаги и мелкой фракции песка 11 и 60% соответственно, частота вибрирования - 50 Гц. Избыточного давления 0,5 МПа оказалось достаточно для обеспечения удовлетворительной поверхности изделий. Что касается мощности вибратора, то с ее увеличением сокращается необходимое время вибрирования, целесообразно в данном случае использовать для питания электровибратора силу тока 5 А, наиболее распространенную в промышленности.
Заявляемый способ не вызывает трудностей при осуществлении, т.к. основное сырье - песок широко распространен в природе, связующее - силикат-глыба также не является дефицитным. Задача аппаратурного оформления решается достаточно просто. Для измельчения материалов, смешивания их применяются известные в технике устройства. Процессы пропарки и сушки изделий можно проводить в одной печи, меняя режимы по температуре. Обжиг изделий предполагается проводить в обычных, широко применяемых кольцевых или туннельных печах. Таким образом, предлагаемое техническое решение обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2502697C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2168481C1 |
| Способ получения строительных изделий на основе кремнеземсодержащего связующего | 2019 |
|
RU2719978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2005 |
|
RU2283818C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2009 |
|
RU2443660C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2206536C1 |
| СЫРЬЕВАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2008 |
|
RU2374206C1 |
| СОСТАВ ШИХТЫ ДЛЯ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ БЛОКОВ ИЗ ПРИРОДНОГО КВАРЦЕВОГО ПЕСКА | 2023 |
|
RU2817428C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО И УТЕПЛИТЕЛЬНОГО МАТЕРИАЛА ДЛЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2448065C2 |

Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении кирпича, стеновых блоков на основе силикат-глыбы. Способ изготовления строительных изделий включает совместное измельчение силикат-глыбы с частью песка, смешение полученной массы с остальной частью песка, затворение водой, формование изделий под давлением, пропарку и сушку. Переработке подвергают смесь состава, мас.%: силикат-глыба 6-8%, песок 92-94%, при этом совместному измельчению с силикат-глыбой подвергают 60-70% песка, формование ведут под давлением 0,5 - 1 МПа при одновременном воздействии механических колебаний с частотой 30 - 100 Гц до достижения плотности формовочной смеси 1900 - 2000 кг/м3, пропарку осуществляют в течение 24 ч при 50-80oС и в течение последующих 24 ч изделия сушат при 130-150°С, затем их подвергают обжигу в условиях ступенчатой термообработки, первоначально со скоростью 25oС/ч до 700 - 900oС, затем со скоростью 100oС/ч до 1000 - 1200°С с последующей выдержкой при данной температуре в течение 30 мин и дальнейшим равномерным охлаждением в течение 24 ч. Технический результат - использование песка практически любых месторождений, расширение диапазона условий применения изделий при обеспечении высоких эксплуатационных свойств. 1 табл., 3 ил.
Способ изготовления строительных изделий из силикат-глыбы и песка, включающий совместное измельчение силикат-глыбы с частью песка, смешение полученной массы с остальной частью песка, затворение водой, формование изделий под давлением, пропарку и сушку, отличающийся тем, что переработке подвергают смесь состава, мас.%: силикат-глыба 6 - 8%, песок 92 - 94%, при этом совместному измельчению с силикат-глыбой подвергают 60 - 70% песка, формование ведут под давлением 0,5 - 1 МПа при одновременном воздействии механических колебаний с частотой 30 - 100 Гц до достижения плотности формовочной смеси 1900 - 2000 кг/м3, пропарку осуществляют в течение 24 ч при 50 - 80oС, и в течение последующих 24 ч изделия сушат при 130 - 150oС, затем их подвергают обжигу в условиях ступенчатой термообработки, первоначально со скоростью 25oС/ч до 700 - 900oС, затем со скоростью 100oС/ч до 1000 - 1200oС с последующей выдержкой при данной температуре в течение 30 мин и равномерным охлаждением в течение 24 ч.
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018498C1 |
| Способ изготовления строительных изделий | 1989 |
|
SU1675286A1 |
| Способ изготовления безобжиговых огнеупоров | 1989 |
|
SU1701693A1 |
| Способ изготовления изделий из жаростойкого бетона | 1989 |
|
SU1680677A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ ШАМОТНЫХ ОГНЕУПОРОВ | 1994 |
|
RU2082699C1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

