Изобретение относится к средствам для обработки проволоки, а именно для удаления заусенцев и скругления ребер проволоки прямоугольного сечения путем шлифования при одновременной обработке большого числа проволок.
Известно устройство для обработки проволоки, содержащее камеру и установленные в камере поперечно штанги. В стенках камеры и в штангах выполнены отверстия для проволоки. Камера заполнена абразивным материалом, который снимает окалину и заусенцы одновременно с большого числа проволок в процессе их протягивания через камеру (патент РФ N 2120830, 6 B 21 C 43/04, 05.01.98).
Известно устройство для обработки проволоки, содержащее металлические щетки, установленные с возможностью вращения и размещенные последовательно по ходу подачи проволоки, а также направляющие скольжения для проволок, выполненные в виде колец с отверстиями на периферии для проволок. При заправке проволок в отверстия кольца, относящегося к каждой следующей щетке, производят смещение всех проволок, например, по часовой стрелке, благодаря чему проволоки подходят к следующей щетке обращенными к ней другой стороной, благодаря чему обеспечивается обработка проволоки со всех сторон (патент РФ N 2132249, 6 B 21 C 43/04, 22.04.98).
Наиболее близким является устройство для обработки проволоки, используемое в линии для производства проволоки и обеспечивающее удаление заусенцев и скругление ребер, содержащее цилиндрический абразивный инструмент и размещенные вокруг него роликовые пары, состоящие из роликов с фасонной рабочей поверхностью, образующих между собой ручей прямоугольной формы для проволоки прямоугольного сечения. Перед началом работы проволоку прямоугольного сечения вводят последовательно в ручьи роликовых пар, каждый раз поворачивая ее на угол 90o, например, по часовой стрелке. Проволока касается вращающегося абразивного инструмента вблизи середины участка между соседними парами, где она обращена к инструменту ребром, вследствие чего происходит шлифование этого ребра. На трех следующих участках производится обработка трех других ребер тем же самым абразивным инструментом (патент РФ N 2102168, 6 B 21 C 1/00).
Направляющая роликовая система для каждой проволоки содержит не менее пяти роликовых пар, при обработке одновременно 100 проволок требуется соответственно не менее 500 роликовых пар, поэтому такое устройство характеризуется высокой сложностью и неудобно в эксплуатации.
Технической задачей является одновременная обработка большого числа проволок устройством более простой конструкции.
Предложено устройство для обработки проволоки прямоугольного сечения, содержащее направляющие для проволоки и установленные с возможностью вращения абразивные круги, которое содержит четыре расположенных последовательно по ходу подачи проволоки абразивных круга, а направляющие для проволоки представляют собой направляющие скольжения в виде гребенки с зубьями, обращенными к абразивному кругу, в которой для проволоки между зубьями выполнены наклонные пазы прямоугольного сечения, а для абразивного круга - радиальный вырез. Зубья гребенки могут быть образованы пакетом пластин. Для обработки одной парой абразивных кругов двух расположенных оппозитно ребер проволоки они размещены попарно с разных сторон проволоки.
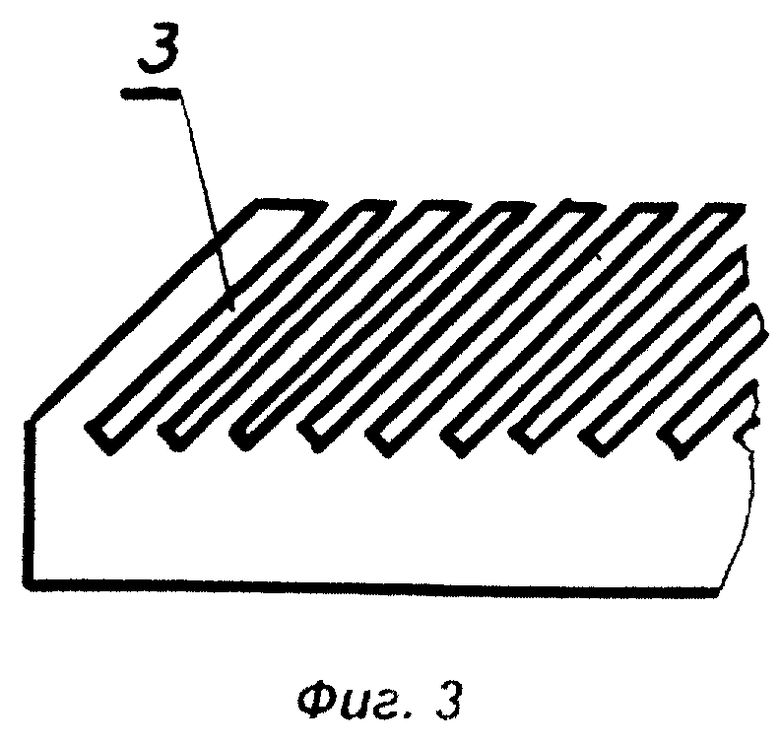
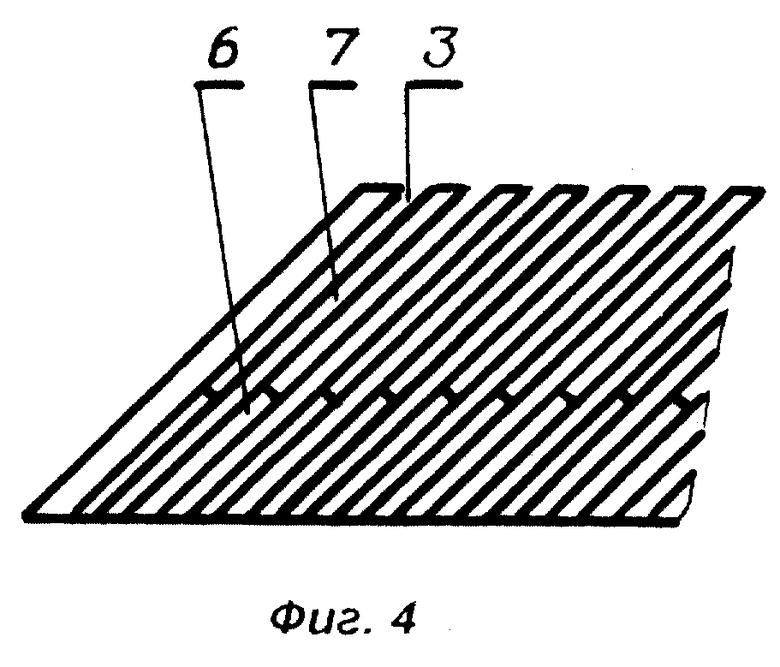
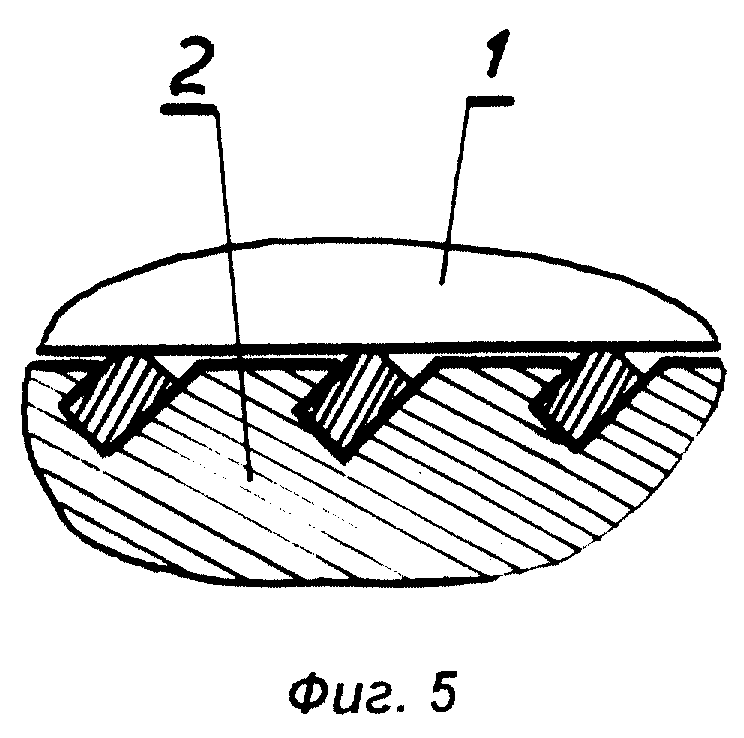
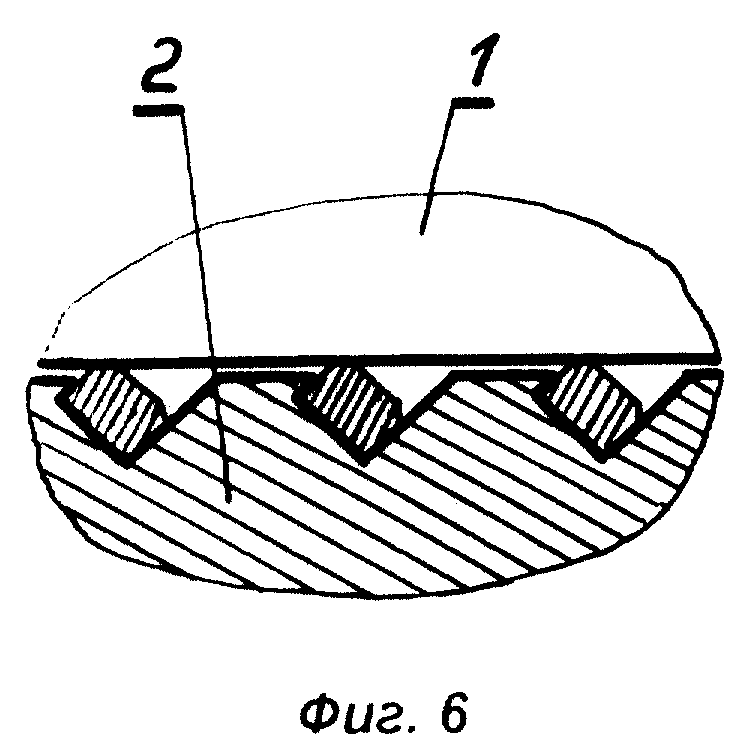
Сущность изобретения поясняется чертежами, где на фиг. 1 показано устройство для обработки проволоки; на фиг. 2 - положение проволоки квадратного сечения в зоне обработки (сечение по А-А на фиг. 1); на фиг. 3 и 4 - гребенка (вид слева); на фиг. 5 и 6 - положение проволоки прямоугольного сечения в зоне обработки; на фиг. 7 - схема устройства с попарным размещением абразивных кругов.
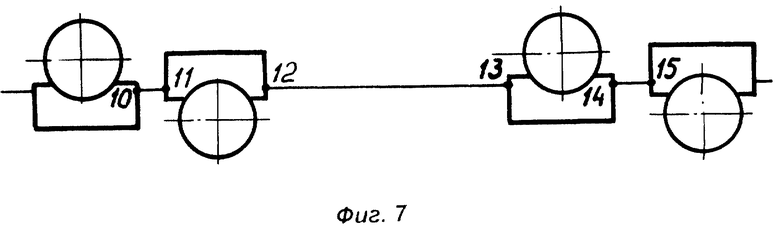
Устройство содержит четыре абразивных круга 1, направляющую гребенку 2 возле каждого из них с радиальным вырезом для круга 1, обращенным к его рабочей поверхности, и прямоугольными пазами 3 для размещения проволоки 4, выполненными между зубьями 5 гребенки. Зубья и пазы гребенки расположены наклонно, например, под углом 45o к оси вращения абразивного круга, благодаря чему проволока, ориентируемая относительно круга стенками паза гребенки, обращается к рабочей поверхности круга ребром. Для упрощения изготовления гребенки могут быть выполнены сборными из пластин, причем пластины 6, имеющие контур паза гребенки, чередуются с пластинами 7, имеющими контур зуба гребенки (см. фиг. 4). Ширина паза гребенки соответствует размеру стороны сечения проволоки. При неравенстве сторон устройство имеет две гребенки с шириной паза, равной меньшей стороне сечения проволоки (см. фиг. 5) и две гребенки с шириной паза, равной большей стороне сечения проволоки (см. фиг. 6). Абразивные круги могут быть расположены попарно с разных сторон для обработки одной парой кругов двух оппозитно расположенных ребер проволоки (см. фиг. 7).
В устройстве, показанном на фиг.1, проволоки 4, закручивая на 45o вокруг продольной оси, заправляют вначале в соответствующие пазы 3 первой гребенки 2, а затем в те же пазы каждой последующей гребенки 2, причем в промежутке между направляющими закручивают вокруг продольной оси каждый раз еще на угол 90o (участок 8-9 на фиг. 1). В процессе движения проволока огибает вращающийся абразивный круг 1, касаясь его ребром (фиг. 2), вследствие чего происходит удаление заусенцев и скругление ребра. Далее проволока подходит к следующему кругу, причем за счет закручивания на участке 8-9 касается его другим ребром. Последующими абразивными кругами производится аналогичная обработка остальных ребер проволоки.
При попарном размещении абразивных кругов с разных сторон относительно проволоки (см. фиг. 7), проволоку закручивают при заправке только на 45o перед первой гребенкой и на 90o на участке 12-13 между направляющими гребенками и не закручивают на участках 10-11 и 14-15. Первой парой абразивных кругов производится обработка первого и третьего ребер проволоки, расположенных оппозитно, а второй парой кругов - обработка второго и четвертого ребер. В случае, если закручивание проволоки перед первой гребенкой и на участке 12-13 производилось в противоположных направлениях, проволока на выходе устройства оказывается закрученной относительно начального положения только на 45o.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 2005 |
|
RU2286870C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2000 |
|
RU2173591C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 2000 |
|
RU2185911C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 2000 |
|
RU2171153C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ В.Н. СТАЗАЕВА | 2011 |
|
RU2475317C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2291011C1 |

Устройство служит для удаления заусенцев и скругления ребер проволоки прямоугольного сечения при одновременной обработке большого числа проволок. Оно оснащено четырьмя вращающимися абразивным кругами и направляющими скольжения для проволоки. Круги расположены последовательно по ходу подачи проволоки. Направляющие выполнены в виде гребенки с обращенными к абразивному кругу зубьями, наклонными пазами для проволоки и радиальным вырезом для круга. Устройство позволяет одновременно обработать большое число проволок. 2 з.п.ф-лы, 7 ил.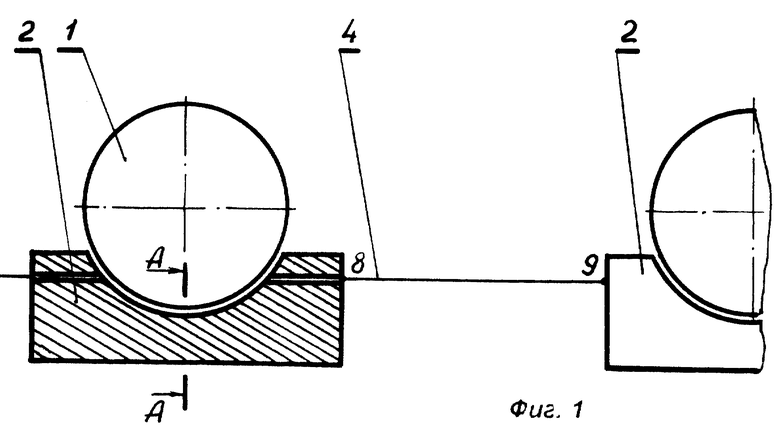
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
| RU 94012706 A1, 20.12.1995 | |||
| УСТРОЙСТВО для очистки ПРОВОЛОКИ | 0 |
|
SU285535A1 |
