Изобретение относится к оборудованию для производства проволоки путем продольной резки ленточного материала.
Известна линия для производства проволоки, содержащая разматыватель, установку для стыковой сварки, накопитель ленты, правильное устройство, многорядные дисковые ножницы для продольной резки ленты, многорядный узел обработки ребер проволоки, многорядный блок волок и намоточное устройство. Узел обработки ребер проволоки служит для удаления заусенцев с ребер прямоугольных проволок, образующихся в процессе продольной резки ленты. Он содержит вращающийся абразивный инструмент, к поверхности которого проволока подводится поочередно каждым ребром посредством сложной системы роликовых направляющих (патент RU №2102168, В 21 С 1/00, 1995).
Наиболее близкой является линия для производства проволоки, содержащая разматыватель, установку для стыковой сварки, накопитель ленты, многорядные дисковые ножницы для продольной резки ленты, многорядный узел обработки ребер проволоки, многорядный накопитель проволоки, многорядный блок волок и намоточное устройство. Узел обработки ребер проволоки состоит из двух элементов, установленных с возможностью встречного возвратно-поступательного перемещения в продольном направлении от привода и имеющих отверстия для проволоки, диаметр которых меньше размера диагонали поперечного сечения проволоки. Блок волок обеспечивает получение проволоки круглого сечения. Намоточное устройство осуществляет перемещение проволоки в процессе ее обработки (патент RU №2235617, В 21 С 43/04, 2004).
Значительное усилие натяжения проволоки, необходимое для ее протягивания при резке, обработке ребер и волочении, создаваемое намоточным устройством, может привести к ее обрыву и остановке работы линии. Низкая надежность особенно опасна при большом числе одновременно обрабатываемых проволок, например при 100-150 проволоках, что обычно имеет место при производстве проволоки "веерным" способом, т.е. путем продольной резки рулонного материала.
Техническим результатом изобретения является снижение обрывности проволоки за счет уменьшения усилия ее натяжения.
Это достигается тем, что линия для производства проволоки, содержащая разматыватель, установку для стыковой сварки, накопитель ленты, многорядные дисковые ножницы для продольной резки, многорядный узел обработки ребер проволоки, многорядный накопитель проволоки, многорядный блок волок и намоточное устройство, согласно изобретению оснащена двумя многорядными устройствами закручивания проволоки относительно ее оси, одно из которых расположено перед узлом обработки ребер проволоки, а другое, обеспечивающее закручивание в противоположном направлении, размещено после узла обработки ребер проволоки, причем узел обработки ребер выполнен по меньшей мере из двух стационарных наборов соосно установленных абразивных дисков с торцовыми рабочими поверхностями, расположенных друг от друга с зазором, меньшим, чем диагональ поперечного сечения проволоки, и одного такого же набора, установленного с другой стороны относительно проволоки в промежутке между стационарными наборами с возможностью поперечного перемещения для регулирования положения относительно стационарных наборов, при этом каждый набор абразивных дисков оснащен приводом вращения и имеет установленный соосно с ним приводной тяговый барабан, имеющий возможность взаимодействия с проволокой, пропущенной через зазор между абразивными дисками.
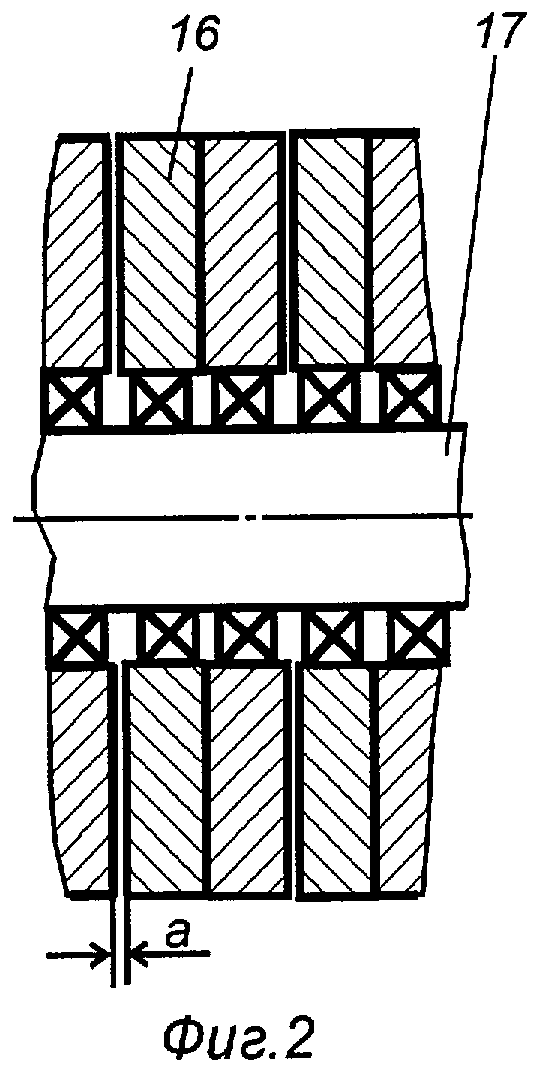
Сущность изобретения поясняется чертежом, где на фиг.1 схематично показана линия для производства проволоки; на фиг.2 - узел обработки ребер.
В линии последовательно расположены разматыватель 1 для размещения рулона 2 ленточного материала 3, устройство 4 для сварки концов ленточного материала встык, накопитель 5 ленты, многорядные дисковые ножницы 6 для резки материала 3 на проволоки 7 приближенно квадратного сечения, первое устройство 8 закручивания проволоки, узел обработки ребер проволоки, состоящий из трех стационарных наборов абразивных дисков 9 и двух наборов 10, установленных на каретке 11, подвижной в поперечном направлении (показано стрелкой), второе устройство 12 закручивания проволоки, многорядный накопитель 13 проволоки, многорядный блок волок 14 и намоточное устройство 15.
Каждый набор 9 и 10 дисков состоит из абразивных дисков 16 с торцовыми рабочими поверхностями и тягового барабана 17, смонтированных соосно так, что между рабочими поверхностями дисков 16 имеется зазор а, за которым расположена цилиндрическая поверхность тягового барабана 17. Привод абразивных дисков (не показан) обеспечивает их вращение со скоростью, обеспечивающий заданный режим обработки проволоки. Тяговый барабан 17 приводится во вращение отдельным приводом, обеспечивающим линейную скорость на 2-5% большую, чем скорость подачи проволоки, что необходимо для промежуточных тяговых устройств, работающих со скольжением. Можно также осуществить вращение тягового барабана 17 от привода абразивных дисков через кинематическую передачу.
Работа линии осуществляется следующим образом. На разматыватель 1 устанавливают рулон 2 ленточного материала 4, переднюю кромку которого сваривают встык с задней кромкой предыдущего рулона посредством сварочного устройства 4. Во время установки рулона и сварки работа линии не прекращается, поскольку в накопителе 5 имеется достаточный запас ленточного материала. Далее материал проходит между дисковыми ножами многорядных дисковых ножниц 6 и разрезается на узкие полоски - проволоки 7 приближенно квадратного сечения. Многорядное закручивающее устройство 8 обеспечивает закручивание каждой проволоки вокруг ее оси на небольшой угол, например, по часовой стрелке. Многорядное закручивающее устройство 12 обеспечивает закручивание каждой проволоки вокруг ее оси в противоположном направлении, вследствие чего происходит ее возвращение в незакрученное состояние. И только участок между устройствами 8 и 12, где расположены абразивные диски 16 узла обработки ребер, проволока проходит, непрерывно поворачиваясь, вследствие чего происходит равномерная абразивная обработка всех ребер проволоки и удаление сосредоточенных в этих зонах дефектов. Глубина обработки регулируется величиной зазора а между соседними абразивными дисками 16. Тяговые барабаны 17 работают в режиме со скольжением. Усилие натяжения проволоки, создаваемое ими, зависит от общего количества тяговых барабанов и угла схватывания каждого барабана проволокой, который может регулироваться изменением положения каретки 11. Дополнительное тяговое усилие создается абразивными дисками 16, которые вращаются в направлении движения проволоки, осуществляя "попутное шлифование". В результате этого, во-первых, сам узел обработки ребер не создает сопротивления перемещению проволоки и, во-вторых, обеспечивает ее натяжение, необходимое для работы дисковых ножниц 6, без участия намоточного устройства. Это позволяет уменьшить нагрузку на проволоку при волочении через многорядный блок волок 14, где проволока приобретает круглое сечение и где вероятность обрыва наиболее высока.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2000 |
|
RU2173591C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ В.Н. СТАЗАЕВА | 2011 |
|
RU2475317C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 2000 |
|
RU2185911C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2291011C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095170C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2004 |
|
RU2259246C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2007 |
|
RU2339473C1 |
Изобретение относится к области производства проволоки путем продольной резки ленточного материала. Задача изобретения - снижение обрывности проволоки. В линии установлены разматыватель, установка для стыковой сварки, накопитель ленты, многорядные дисковые ножницы для продольной резки, узел обработки ребер проволоки, накопитель проволоки, блок волок и намоточное устройство. В соответствии с изобретением линия оснащена двумя многорядными устройствами закручивания проволоки относительно ее оси в разных направлениях. Одно из устройств расположено перед узлом обработки ребер проволоки, другое - после него. Узел обработки ребер выполнен из стационарных наборов соосно установленных абразивных дисков с торцовыми рабочими поверхностями, расположенных друг от друга с зазором, меньшим, чем диагональ поперечного сечения проволоки, и одного набора, установленного с другой стороны относительно проволоки в промежутке между стационарными наборами с возможностью поперечного перемещения. Каждый набор абразивных дисков оснащен приводом вращения и имеет установленный соосно с ним приводной тяговый барабан, имеющий возможность взаимодействия с проволокой, пропущенной через зазор между абразивными дисками. Изобретение обеспечивает возможность уменьшения усилия натяжения. 2 ил.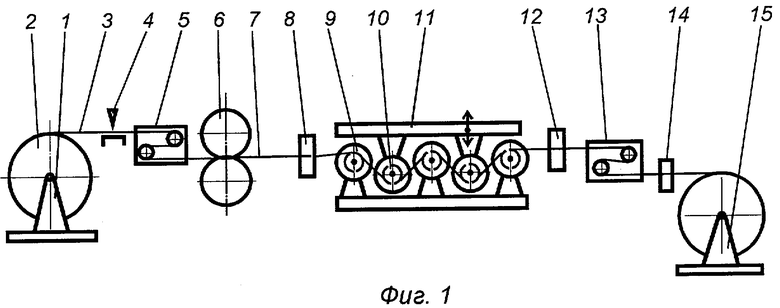
Линия для производства проволоки, содержащая разматыватель, установку для стыковой сварки, накопитель ленты, многорядные дисковые ножницы для продольной резки, многорядный узел обработки ребер проволоки, многорядный накопитель проволоки, многорядный блок волок и намоточное устройство, отличающаяся тем, что она оснащена двумя многорядными устройствами закручивания проволоки относительно ее оси, одно из которых расположено перед узлом обработки ребер проволоки, а другое, обеспечивающее закручивание в противоположном направлении, размещено после узла обработки ребер проволоки, причем узел обработки ребер выполнен по меньшей мере из двух стационарных наборов в виде соосно установленных абразивных дисков с торцовыми рабочими поверхностями, расположенных друг от друга с зазором меньшим, чем диагональ поперечного сечения проволоки, и одного такого же набора, установленного с другой стороны относительно проволоки в промежутке между стационарными наборами с возможностью поперечного перемещения для регулирования положения относительно стационарных наборов, при этом каждый набор абразивных дисков оснащен приводом вращения и имеет установленный соосно с ним приводной тяговый барабан, имеющий возможность взаимодействия с проволокой, пропущенной через зазор между абразивными дисками.
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| СПОСОБ ОБРАБОТКИ МИКРОВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2081717C1 |
| US 5660071 А, 27.08.1997. | |||

