Изобретение относится к средствам для обработки проволоки путем шлифования, а именно для скругления ребер проволоки прямоугольного сечения и удаления заусенцев при одновременной обработке большого числа проволок, полученных «веерным способом», т.е. продольной резкой полосового металла.
Известно устройство для обработки проволоки, содержащее металлические щетки, установленные с возможностью вращения и размещенные последовательно по ходу подачи проволоки, а также направляющие скольжения для проволок, выполненные в виде колец с отверстиями на периферии для проволок. При заправке проволок в отверстия кольца, относящегося к каждой следующей щетке, производят смещение всех проволок, например, по часовой стрелке, благодаря чему проволоки подходят к следующей щетке другой стороной и обеспечивается обработка проволоки со всех сторон (Патент RU №2132249, В 21 С 43/04, опубл. 22.04.98).
Известно устройство для обработки проволоки, используемое в линии для производства проволоки и обеспечивающее удаление заусенцев и скругление ребер, содержащее цилиндрический абразивный инструмент и размещенные вокруг него роликовые пары, состоящие из роликов с фасонной рабочей поверхностью, образующих между собой ручей прямоугольной формы для проволоки. Перед началом работы проволоку прямоугольного сечения вводят последовательно в ручьи роликовых пар, каждый раз поворачивая ее на угол 90°, например по часовой стрелке. Проволока касается вращающегося абразивного инструмента вблизи середины участка между соседними парами, где она обращена к инструменту ребром, вследствие чего происходит шлифование этого ребра. На трех следующих участках производится обработка трех других ребер тем же самым абразивным инструментом (Патент RU №2102168, В 21 С 1/00, опубл. 20.01.98).
Направляющая роликовая система для каждой проволоки содержит не менее пяти роликовых пар. При обработке одновременно 100 проволок требуется соответственно не менее 500 роликовых пар, поэтому такое устройство характеризуется высокой сложностью и неудобно в эксплуатации. Кроме того, по мере скругления ребер проволоки теряется ее пригодность к ориентированию прямоугольным ручьем роликовых пар.
Наиболее близким является устройство для обработки ребер проволоки прямоугольного сечения несколькими вращающимися абразивными кругами, расположенными по ходу подачи проволоки, которое оснащено направляющими скольжения для проволоки, выполненными в виде гребенки, обращенной зубьями к абразивному кругу, с наклонными пазами прямоугольного сечения по числу одновременно обрабатываемых проволок и радиальным вырезом для абразивного круга. Направляющие могут быть выполнены в виде пакета пластин, расположенных наклонно, в котором пластины с контуром паза гребенки чередуются с пластинами с контуром зуба гребенки. Абразивные круги могут размещаться попарно с разных сторон проволоки для обработки одной парой кругов двух оппозитно расположенных ребер проволоки. Направляющие гребенки закручивают проволоку вокруг своей оси, благодаря чему обрабатываются все ее ребра (Патент RU №2165839, В 24 В 5/38, опубл. 27.04.2001).
Недостатком устройства является быстрый износ направляющих скольжения, вследствие которого они меняют форму и утрачивают способность к закручиванию проволоки на заданный угол.
Техническим результатом изобретения является повышение надежности работы за счет использования средства, обеспечивающего закручивание проволоки независимо от формы ее сечения и более стойкого к износу, чем направляющие скольжения.
Предложено устройство для обработки ребер проволоки прямоугольного сечения вращающимися абразивными кругами, расположенными по ходу подачи проволоки, которое оснащено двумя механизмами закручивания проволоки вокруг ее оси в противоположных направлениях, состоящими из ряда шестерен по числу одновременно обрабатываемых проволок, установленных с возможностью вращения от привода, причем каждая шестерня имеет осевое отверстие для проволоки и обводной ролик, закрепленный на ней в плоскости, проходящей через ось шестерни, с возможностью свободного вращения, при этом один из механизмов закручивания расположен перед абразивными кругами по ходу подачи проволоки, а второй - после абразивных кругов.
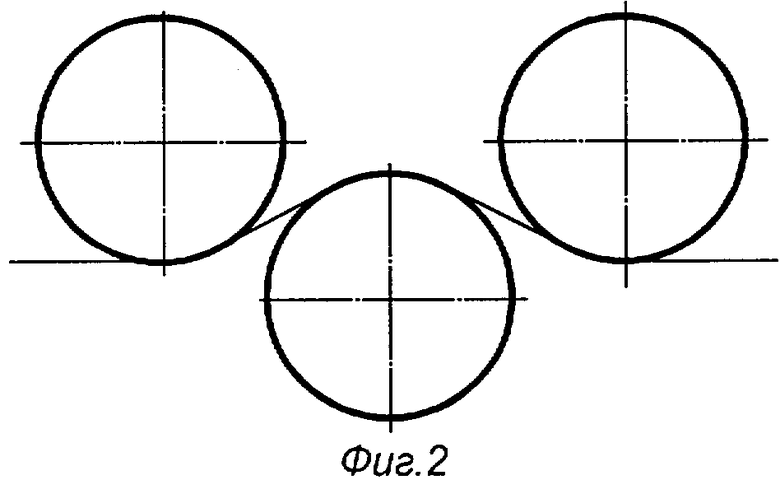
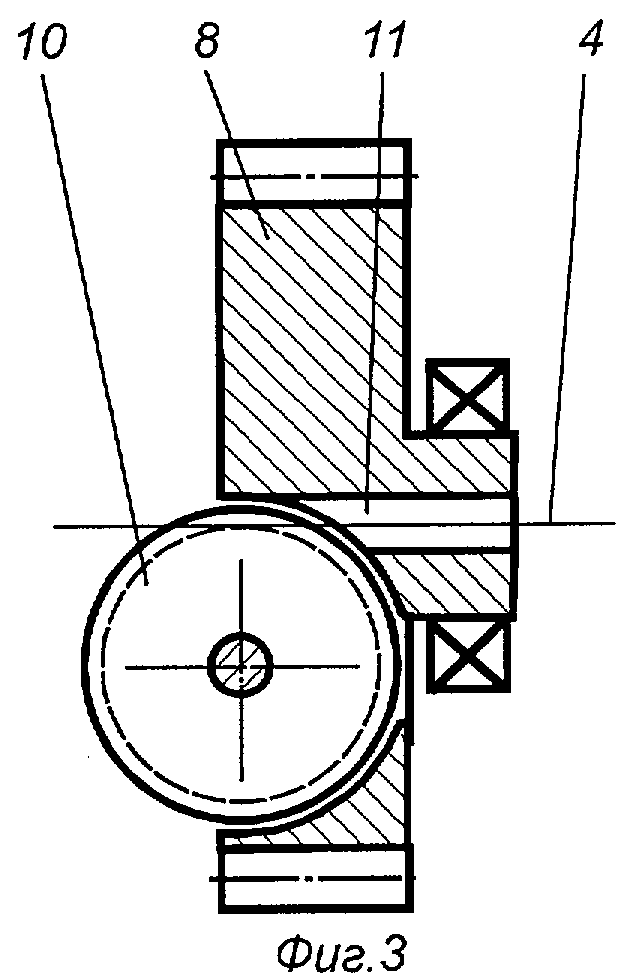
Сущность изобретения поясняется чертежом, где на фиг.1 показан общий вид устройства; на фиг.2 - обработка ребер периферией абразивных кругов; на фиг.3 - механизм закручивания.
Устройство состоит из абразивных кругов 1, 2 и 3, которые расположены по ходу подачи проволоки 4 от дисковых ножниц 5 и касаются ее торцовой рабочей поверхностью (фиг.1) или цилиндрической поверхностью (фиг.2), а также двух механизмов закручивания 6 и 7, один из которых расположен перед абразивными кругами, а второй - после них. Механизм закручивания состоит из ряда сцепленных шестерен 8 по числу одновременно обрабатываемых проволок, установленных с возможностью вращения от привода 9, причем каждая шестерня 8 (фиг.3) имеет обводной ролик 10, закрепленный на ней с возможностью свободного вращения в плоскости, проходящей через ось шестерни и осевое отверстие 11 для проволоки 4.
Каждую проволоку 4 приближенно квадратного сечения, полученную продольной резкой полосы многорядными дисковыми ножницами 5, оборачивают вокруг обводного ролика 10 одной из шестерен механизма закручивания 6 и пропускают в ее отверстие 11. Затем проволока проходит возле абразивных кругов 1, 2 и 3, касаясь их рабочих поверхностей. После этого проволоку оборачивают вокруг ролика соответствующей шестерни механизма закручивания 7 и пропускают сквозь ее отверстие.
При подаче проволоки в процессе ее обработки происходит вращение обводного ролика 10, служащего направляющей качения, вокруг оси ролика. Кроме того, ролик 10 вращается вместе с шестерней 8, при этом он поворачивает охватывающий его виток, закручивая проволоку 4 вокруг ее продольной оси. Приводы 9 обеспечивают закручивание проволоки с одинаковой скоростью и в противоположных направлениях, вследствие чего на выходе из устройства проволока оказывается незакрученной. И только участок между механизмами 6 и 7 проволока проходит в закрученном состоянии, поэтому ее угловое положение относительно абразивных кругов непрерывно меняется и происходит равномерная обработка и скругление всех ребер проволоки с удалением заусенцев, образовавшихся при резке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 1999 |
|
RU2165839C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 2000 |
|
RU2185911C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2000 |
|
RU2173591C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 2000 |
|
RU2171153C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2291011C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ В.Н. СТАЗАЕВА | 2011 |
|
RU2475317C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
Изобретение относится к средствам для обработки проволоки путем шлифования и может быть использовано для скругления ребер проволоки прямоугольного сечения и удаления заусенцев. В устройстве для обработки проволоки по ходу ее подачи расположены вращающиеся абразивные круги. Устройство оснащено двумя механизмами закручивания проволоки вокруг ее оси в противоположных направлениях. Один из указанных механизмов расположен перед абразивными кругами по ходу подачи проволоки, а второй - после абразивных кругов. Каждый механизм состоит из ряда вращающихся от привода шестерен по числу одновременно обрабатываемых проволок. Шестерня выполнена с осевым отверстием для проволоки и имеет обводной ролик, смонтированный на ней в плоскости, проходящей через ось шестерни, с возможностью свободного вращения. В результате обеспечивается повышение надежности работы устройства. 3 ил.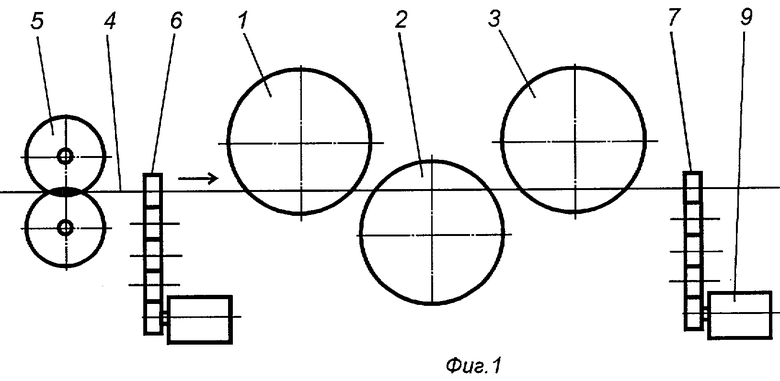
Устройство для обработки ребер проволоки прямоугольного сечения, содержащее вращающиеся абразивные круги, расположенные по ходу подачи проволоки, отличающееся тем, что оно снабжено двумя механизмами закручивания проволоки вокруг ее оси в противоположных направлениях, состоящими из ряда шестерен по числу одновременно обрабатываемых проволок, установленных с возможностью вращения от привода, причем каждая шестерня имеет осевое отверстие для проволоки и обводной ролик, закрепленный на ней в плоскости, проходящей через ось шестерни, с возможностью свободного вращения, при этом один из механизмов закручивания расположен перед абразивными кругами по ходу подачи проволоки, а второй - после абразивных кругов.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 1999 |
|
RU2165839C1 |
| Устройство для очистки проволоки | 1972 |
|
SU460166A1 |
| Станок для шлифования проволоки | 1940 |
|
SU73635A1 |
| Устройство для очистки проволоки | 1989 |
|
SU1627377A1 |
| US 3936980 А, 10.02.1976 | |||
| СПОСОБ ПОВЫШЕНИЯ АДАПТАЦИИ ЧЕЛОВЕКА ПРИ ФИЗИЧЕСКОЙ НАГРУЗКЕ | 1993 |
|
RU2043101C1 |

