Изобретение относится к способам нанесения покрытия на металлические или металлосодержащие поверхности.
Известен способ нанесения покрытий плазменным напылением, заключающийся в создании потока плазмы, подаче в него порошкообразного материала и напыление ламинарным потоком плазмы. (Патент России N 770260. Опубл. 20.05.1997 г. Бюл. N 14).
Недостатком известного способа являются низкие адгезионная и когезионная прочности, низкие коррозионная стойкость и износостойкость, высокие пористость и уровень остаточной напряженности, имеющие место в напыляемых покрытиях из-за недостаточного времени термического цикла воздействия потока плазмы на подложку для протекания стадии объемного взаимодействия материалов на границе раздела фаз. Пятна термического взаимодействия не заполняют площадь контакта между частицами и, поэтому, прочность и плотность нанесенных покрытий ниже прочности и плотности материала покрытия в контактном состоянии.
Наиболее близким техническим решением является способ газотермического напыления покрытий (Барвинок В.А., Мордасов В.И., Шорин В.П. Высокоэффективные лазерно-плазменные технологии в машиностроении. М.: МЦНТИ, 1997. С. 59-61), заключающийся в создании потока плазмы, подаче в него порошкообразного материала, напылении и одновременном комбинированном послойном лазерном спекании покрытий при сканировании по всей зоне подачи напыляемого материала двух сходящихся на поверхности покрытия лазерных пучков.
Недостатками известного технического решения являются: достаточная сложность обеспечения схождения двух лазерных пучков в область минимальных размеров из-за их различного преломления в плазме; неопределенность угла подачи лазерного излучения, так при α < π/4 лазерное излучение не будет эффективно поглощаться поверхностью напыляемого материала; неопределенность отношения энерговкладов лазерного излучения и потока плазмы; невозможность обеспечения прохождения непрерывной энергии лазерного излучения без существенных потерь в плазменном сгустке. Это приводит к ненормируемому (чаще всего - недостаточному) прогреву напыляемого материала, большим потерям энергии, снижению адгезионной и когезионной прочности и повышению пористости покрытий, снижению коррозионной стойкости и износостойкости полученного изделия, высокому уровню остаточной напряженности в покрытии.
В основу изобретения поставлена задача снизить пористость и уровень остаточной напряженности покрытий, повысить адгезионную и когезионную прочность материала покрытий, а также коррозионную стойкость и износостойкость изделий.
Данная задача решается осуществлением лазерного воздействия на напыляемый материал под углом α > π/4 к поверхности подложки на расстоянии между передним краем сканируемого светового пятна лазерного излучения и центром участка пятна воздействия плазмы вдоль линии перемещения заготовки, равном x = (0,25. . .0,5)D, где D - диаметр пятна плазменного сгустка на поверхности заготовки с величиной удельного объемного энерговклада лазерного излучения, равной W2 = (0,5. ..1)W1, где W1 = 0,9cm(T1-Tн) - удельный объемный энерговклад потока плазмы; c - удельная теплоемкость; m = δγ - удельная масса; δ - толщина покрытия; γ - удельный вес покрытия; T1 - температура плавления материала покрытия; Tн - температура нагрева, при этом осуществляют импульсно-периодическую подачу порошка с длительностью паузы, обеспечивающей прохождение энергии без потерь в плазменном сгустке.
На чертеже изображена схема предлагаемого способа лазерно-газотермического нанесения покрытия.
Поток лазерного излучения 1 подают на участок пятна 2 взаимодействия плазменного сгустка 3 с подложкой 4. При проведении лазерного воздействия на подложке образуется покрытие 5 с улучшенными характеристиками. Стрелки на заготовке показывают направление движения светового пятна лазерного излучения при его сканировании. Стрелкой вне заготовки обозначено направление ее движения.
Предлагаемый способ лазерно-газотермического нанесения покрытия заключается в следующем. Осуществляют нагрев или плавление плазмой напыляемого материала и его ускорение турбулентным или ламинарным газовым потоком. На поверхность основы напыляемый материал поступает в диспергированном состоянии в виде мелких расплавленных или пластифицированных частиц. Они ударяются о поверхность основы, деформируются и, закрепляясь, накладываются друг на друга, образуя слоистое соединение. Одновременно на наносимое покрытие осуществляют лазерное воздействие.
Лазерное излучение направлено под углом α > π/4 к поверхности подложки для более полного его поглощения.
Комбинированное послойное лазерное воздействие на расстоянии между передним краем сканируемого светового пятна лазерного излучения и центром участка пятна воздействия плазмы вдоль линии перемещения заготовки, равном x = (0,25. . .0,5)D, где D - диаметр пятна плазменного сгустка на поверхности заготовки, позволяет дополнительно реализовать или завершить стадию объемного развития взаимодействия материала подложки с материалом частиц покрытия. Термический цикл обработки лазером на 3-4 порядка больше времени взаимодействия частиц с подложкой при газотермическом способе нанесения покрытий, когда удар и деформация частиц приводят к их быстрой кристаллизации и охлаждению со скоростями, достигающими 106...108 К/с. В этом случае время взаимодействия частиц с подложкой составляет 10-4...10-7 с и на каждом элементарном участке поверхности контакта успевают пройти практически только две последовательные стадии: сближение соединяемых веществ до образования физического контакта и активация контактных поверхностей с химическим взаимодействием материалов на границе раздела фаз. Проведение комбинированного послойного лазерного воздействия с соблюдением вышеперечисленных соотношений позволяет обеспечить пониженную пористость полученных покрытий и, соответственно, более высокую коррозионную стойкость и износостойкость изделия.
Удельный энерговклад лазерного излучения равен W2 = (0,5...1)W1, где W1 = 0,9 cm (T1-Tн)- удельный объемный энерговклад потока плазмы; c - удельная теплоемкость; m = δγ - удельная масса; δ - толщина покрытия; γ - удельный вес покрытия; T1 - температура плавления материала покрытия; Tн - температура нагрева. Выполнение этого условия обеспечивает снижение уровня остаточной напряженности в наносимых покрытиях. Причиной ее образования являются: высокие градиенты температур, неоднородная пластическая деформация, неоднородное изменение удельных объемов при фазовых превращениях, диффузии и химических реакциях из-за высоких скоростей охлаждения. В зависимости от температурных условий протекания физических процессов все частицы на поверхности основы могут принимать следующую форму: в виде диска с выпуклой центральной частью при их формировании в недогретом состоянии при уменьшении объемного энерговклада плазменной струи ниже допустимых значений; в виде плоского диска с закругленными краями и неровной поверхностью, формирующиеся в расплавленном состоянии при оптимизации тепловых режимов газотермического напыления, и в виде характерного лучеобразного разбрызгивания в случае формирования покрытия из перегретого металла при превышении допустимых значений удельного объемного энерговклада плазменной струи. При газотермических способах нанесения покрытий некоторого увеличения заполнения контактной поверхности очагами схватывания достигают повышением удельной мощности плазменной струи в пределах допустимых значений, не допуская характерного лучеобразного разбрызгивания при формировании покрытия. Повышение удельной мощности плазменной струи увеличивает уровень остаточной напряженности, происходит интенсивное трещинообразование, приводящее к отслоению покрытия в процессе эксплуатации. При лазерно-газотермическом способе нанесения покрытия суммарный удельный энерговклад значительно (в 2-5 раз) ниже, что снижает уровень остаточной напряженности.
Импульсно-периодическую подачу порошка напыляемого материала проводят с длительностью паузы, обеспечивающей прохождение лазерной энергии без потерь в плазменном сгустке. В плазме образуются окна прозрачности, она не экранирует и почти не поглощает лазерное излучение. В этом случае заполнение контактной поверхности под частицей очагами схватывания превышает 40-70%. Очаги схватывания, представляющие собой сварные участки небольшого размера, имеют высокую когезионную прочность, и разрушение их происходит с вырывом одного из соединяемых материалов, а не по границе частица-основа, частица-частица. Увеличением заполнения контактной поверхности под частицей очагами схватывания достигают повышения адгезионной и когезионной прочности покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ТЕРМОВАКУУМНОГО КОНДЕНСАЦИОННОГО НАПЫЛЕНИЯ ПОКРЫТИЯ | 1999 |
|
RU2170284C2 |
| УСТРОЙСТВО ЛАЗЕРНО-ГАЗОТЕРМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1999 |
|
RU2182189C2 |
| ПЛАЗМАТРОН ДЛЯ ЛАЗЕРНО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 1999 |
|
RU2171314C2 |
| Способ нанесения двухслойного покрытия на детали газотурбинного двигателя | 2017 |
|
RU2686429C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ В ВАКУУМЕ | 2003 |
|
RU2256724C1 |
| СПОСОБ НАПЫЛЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ МАЛОРАЗМЕРНЫХ ДЕТАЛЕЙ И ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С ВЫСОКОЙ ТЕПЛОПРОВОДНОСТЬЮ | 2003 |
|
RU2246557C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОРАЗРЯДНОЙ ОБРАБОТКИ ВОЗДУХА В МАЛОРАЗМЕРНЫХ ЗАМКНУТЫХ ОБЪЕМАХ | 1999 |
|
RU2173666C2 |
| СПОСОБ НАНЕСЕНИЯ НА ДЕТАЛИ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ ПЛАЗМЕННЫМ МЕТОДОМ | 2007 |
|
RU2359065C2 |
| ЭЛЕКТРОДУГОВОЙ ГЕНЕРАТОР ПЛАЗМЕННЫХ ПОТОКОВ МЕТАЛЛОВ | 2004 |
|
RU2271405C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОРИСТЫХ СЛОЕВ | 2009 |
|
RU2388683C1 |
Изобретение относится к способам нанесения покрытия на металлические или металлосодержащие поверхности. Способ заключается в осуществлении лазерного воздействия на напыляемый материал под углом α>π/4 к поверхности подложки на расстоянии между передним краем сканируемого светового пятна лазерного излучения и центром участка пятна воздействия плазмы вдоль линии перемещения заготовки, равном x = (0,25 - 0,5) · D, где D - диаметр пятна плазменного сгустка на поверхности заготовки, с величиной удельного объемного энерговклада лазерного излучения, равной W2 = (0,5 - 1) W1, где W1 = 0,9 cm (T1 - Tн) - удельный объемный энерговклад потока плазмы; с - удельная теплоемкость; m = δγ - удельная масса; δ - толщина покрытия; γ - удельный вес покрытия; T1 - температура плавления материала покрытия; Tн - температура нагрева, при этом осуществляют смпульсноп-ериодическую подачу порошка с длительностью паузы, обеспечивающей прохождение энергии без потерь в плазменном сгустке. Изобретение направлено на снижение пористости и уровня остаточной напряженности покрытия, повышение адгезионной и когезионной прочности, а также повышение коррозионной стойкости и износостойкости изделий. 1 ил.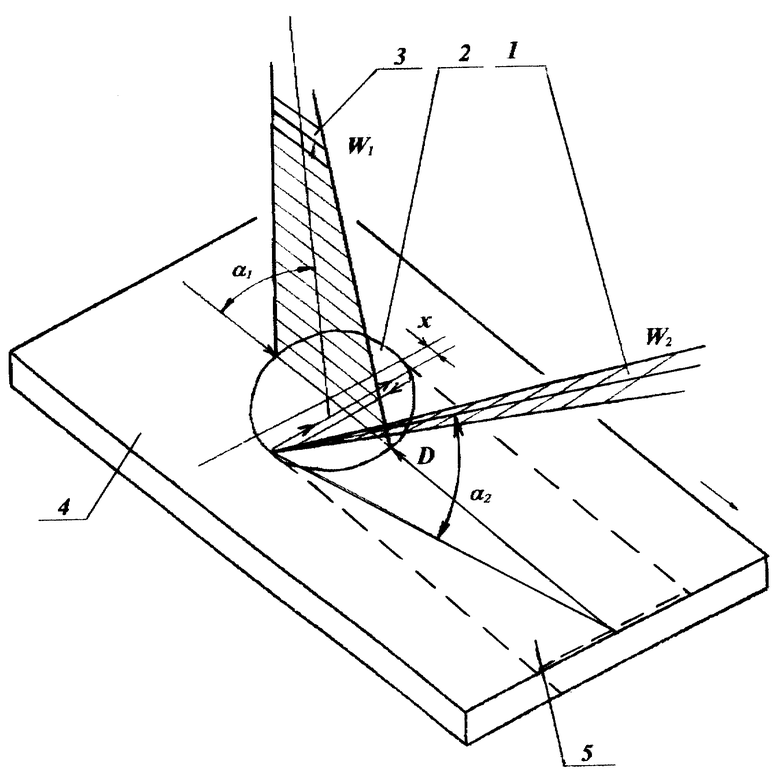
Способ лазерно-газотермического нанесения покрытия, заключающийся в создании потока плазмы, подаче в него порошкообразного материала и нанесении его на поверхность подложки с одновременным ее подогревом комбинированным послойным лазерным воздействием, отличающийся тем, что лазерное воздействие на напыляемый материал осуществляют под углом α>π/4 к поверхности подложки на расстоянии между передним краем сканируемого светового пятна лазерного излучения и центром участка пятна воздействия плазмы вдоль линии перемещения заготовки, равном x = (0,25 - 0,5)D, где D - диаметр пятна плазменного сгустка на поверхности заготовки, с величиной удельного объемного энерговклада лазерного излучения, равной W2 = (0,5 - 1)W1, где W1 = 0,9c · m · (T1 - Tн) - удельный объемный энерговклад потока плазмы; c - удельная теплоемкость; m = δγ - удельная масса; δ - толщина покрытия; γ - удельный вес покрытия; T1 - температура плавления материала покрытия; Tн - температура нагрева, при этом осуществляют импульсно-периодическую подачу порошка с длительностью паузы, обеспечивающей прохождение энергии без потерь в плазменном сгустке.
| БАРВИНОК В.А | |||
| и др | |||
| Высокоэффективные лазерно-плазменные технологии в машиностроении | |||
| - М.: МЦНТИ, 1997, с.59-61 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| ГЕРМЕТИЗИРУЮЩИЙ СОСТАВ ДЛЯ ИЗОЛЯЦИИ ГАЗОВЫХ И ГАЗОКОНДЕНСАТНЫХ СКВАЖИН ОТ ПЛАСТОВОЙ ВОДЫ (ВАРИАНТЫ) | 2001 |
|
RU2228428C2 |
