Устройство относится к области нанесения покрытий в вакууме и может быть использовано для получения защитных покрытий в машиностроении и станкоинструментальной промышленности.
Известны устройства для нанесения покрытий в вакууме, содержащие катод из испаряемого материала с торцевой рабочей поверхностью, кольцевой анод и магнитную катушку, расположенную коаксиально катоду (Дороднов A.M., Петросов В.А. О физических принципах и типах вакуумных технологических плазменных устройств. - ЖТФ, 1981, т.51, №3, с.516-518, Техническое описание установки ННВ-6.6. - ИЗ ТУ ОНН-538. 232. - 83).
Недостатком этих устройств является большая частота включений поджигающего устройства, большая вероятность «сбрасывания» катодного пятна от поджигающего устройства на нерабочую торцевую поверхность катода, недостаточно высокая степень ионизации плазменного потока и наличие в покрытии материала катододержателя.
Наиболее близким по технической сущности к предлагаемому является устройство для получения плазменных потоков в вакууме, содержащее охлаждаемый анод, охлаждаемый катод, поджигающий электрод, стабилизирующий и фокусирующий соленоиды, канал подачи реакционного газа (АС №745189, М. Кл3 С 23 С 13/12, опубл. 15.10.81, БИ №38).
Недостатками этого устройства являются следующие. Во-первых, большая вероятность попадания катодного пятна от поджигающего устройства на нерабочую торцевую поверхность катода. Во-вторых, большая частота «сбрасывания» катодного пятна с торцевой рабочей поверхности катода на его боковую поверхность и боковую поверхность катододержателя. В-третьих, большая частота включений поджигающего устройства и включений системы отключения дуги, что приводит к необходимости их частой профилактики и ремонту. В-четвертых, ухудшение качества покрытия за счет попадания в него материала от катододержателя при горении катодной дуги на поверхностях катододержателя. В-пятых, поверхность изолятора, разделяющего катод и анод, недостаточно защищена от запыления токопроводящей пленкой, по которой возникают короткие замыкания цепи катод-анод.
В основу предлагаемого устройства поставлена задача повышения качества работы электродугового генератора плазменных потоков металлов, упрочнения напыляемого покрытия, устранения выявленных недостатков прототипа.
Поставленная задача решается за счет того, что в электродуговом генераторе плазменных потоков металлов, содержащем охлаждаемый анод, охлаждаемый катод, катододержатель, поджигающий электрод, стабилизирующий соленоид, расположенный на внешней поверхности охлаждаемого анода, и канал подачи реакционного газа, согласно изобретению генератор имеет дополнительный анод и фокусирующий соленоид, расположенный на внешней поверхности дополнительного анода, а катододержатель снабжен электроизолированной муфтой из магнитомягкого материала с наружным диаметром, равным диаметру торцевой рабочей поверхности катода, и установленный с зазором относительно охлаждаемого анода.
Размещение муфты из магнитомягкого материала приводит к «втягиванию» силовых линий магнитного поля соленоидов внутрь материала муфты в результате чего на боковой поверхности катододержателя и катода происходит изменение величины магнитного поля т.о., что его величина на боковой поверхности около нерабочей торцевой поверхности становится существенно больше, чем около рабочей поверхности катода, т.е. возникает неоднородность (градиент) магнитного поля вдоль боковой поверхности катододержателя и катода. Кроме того, малая ширина зазора между торцевой поверхностью муфты и торцевой поверхностью электродугового узла, находящегося в электрическом контакте с анодом, существенно снижает вероятность запыления боковой поверхности изолятора, на которой одета муфта, металлической пленкой. Это исключает возникновение короткого замыкания между катодом и анодом.
На чертеже представлена конструкция предлагаемого электродугового генератора плазменных потоков металлов.
Электродуговой генератор плазменных потоков металлов содержит: охлаждаемый анод 1; дополнительный анод 2, размещенный в аноде охлаждаемый катод 3 и катододержатель 4; поджигающий электрод 5, контактирующий с боковой поверхностью катододержателя; стабилизирующий соленоид 6, расположенный на внешней поверхности анода и предназначенный для перемещения катодных пятен дугового разряда с боковой на торцевую расходуемую поверхность катода и стабилизации горения разряда на ней; фокусирующий соленоид 7, расположенный на внешней поверхности дополнительного анода 2 между стабилизирующим соленоидом и фланцем 8; изолирующий катодный узел изолятор 9; канал подачи реакционного газа 10 и муфту 11 из магнитомягкого материала с наружным диаметром, равным диаметру торцевой рабочей поверхности катода, и установленную с зазором относительно анода.
Электродуговой генератор плазменных потоков металлов работает следующим образом.
Путем электрического пробоя самовосстанавливающейся металлической пленки, между неподвижным электродом поджига 5 и катододержателем 4 осуществляется инициирование вакуумной дуги. Возникающий после электрического пробоя сгусток плазмы под действием скрещенного электрического и магнитного поля перемещается в азимутальном направлении и одновременно смещается вдоль оси конуса в направлении минимальных значений магнитного поля В, то есть в направлении к рабочей поверхности катода. Уменьшение величины магнитного поля при приближении к рабочей торцевой поверхности катода достигается тем, что боковая поверхность катододержателя и катода выполнена в виде конуса с углом 5...8° между боковой поверхностью и осью системы. В связи с этим, плазменный сгусток «сбрасывается» на рабочую торцевую поверхность катода и в дальнейшем перемещается по ней, стараясь установиться на оси катода (в области минимума магнитного поля В), а за счет случайных флуктуации режима горения периодически покидает эту область и сбрасывается к внешнему диаметру торцевой поверхности и даже выходит на боковую поверхность катода. Муфта из магнитомягкого материала 11 позволяет увеличить неоднородность магнитного поля в области расположения катода за счет «втягивания» силовых линий в магнитный материал муфты, что показано схематически на фиг.1. Штриховая линия характеризует положение силовой линии магнитного поля без муфты, а сплошная линия - ее положение при размещении муфты на катододержателе. Вследствие этого, разность значений магнитной индукции между осью катода и внешним диаметром рабочей поверхности на торцевой поверхности катода, а также между рабочей поверхностью катода и его нерабочей поверхностью вдоль боковой поверхности катода существенно возрастает. То есть, в предлагаемом устройстве возрастает неоднородность магнитного поля в этих областях по сравнению с прототипом. Это приводит к тому, что на этапе поджига вакуумной дуги практически исключается возможность «сбрасывания» катодного пятна на нерабочую торцевую поверхность катода, а на этапе горения дуги на рабочей торцевой поверхности катода резко уменьшается вероятность выхода катодного пятна на боковую поверхность катода. Достигнутый эффект регистрируется количеством срабатывания устройства пожига дуги в единицу времени, величина которого уменьшилась примерно в 20 раз.
Помимо этого, установленная с зазором относительно анода муфта 11 уменьшает запыление поверхности изолятора металлом, исключает возможность пробоя между катодом и анодом. Катодные пятна приводят к эрозии материала катода и к образованию плазменной струи, состоящей из электронов, ионов, нейтральных атомов и частиц микрокапельной фазы. Истекающий плазменный поток движется в скрещенном электрическом и магнитном поле, и частично ионизируются, а часть молекул диссоциирует на атомы. Частично ионизированный и диссоциированный на атомы газ, покидая срез сопла ускорителя, попадает в вакуумную камеру и адсорбируется на поверхности конденсации. При этом, из-за исключения попадания в покрытие материала катододержателя, причиной которого служит сброс плазменного образования на нерабочую торцевую поверхность катододержателя, а также из-за существенного уменьшения микрокапельной и паровой фазы, образующейся преимущественно в моменты отключения дуги, и увеличения степени ионизации плазменного потока возрастает качество покрытия и его адгезионная прочность.
Испытания показали, что муфта, сделанная из магнитомягкого материала позволяет существенно повысить срок службы и качество работы напыляющего устройства за счет уменьшения числа включений поджигающего устройства в единицу времени, что отражено в таблице.
Таким образом, разработанный электродуговой генератор плазменных потоков металлов позволяет повысить надежность работы и получать качественные покрытия из металлов и неметаллов.
Электродуговой генератор плазменных потоков металлов
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВОЙ ГЕНЕРАТОР СЕПАРИРОВАННЫХ ПОТОКОВ ПЛАЗМЫ МЕТАЛЛОВ В ВАКУУМЕ | 2005 |
|
RU2287611C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ В ВАКУУМЕ | 2003 |
|
RU2256724C1 |
| СПОСОБ ИМПУЛЬСНО-ПЕРИОДИЧЕСКОЙ ИОННОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113538C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
| ВАКУУМНО-ДУГОВОЙ ГЕНЕРАТОР С ЖАЛЮЗИЙНОЙ СИСТЕМОЙ ФИЛЬТРАЦИИ ПЛАЗМЫ ОТ МИКРОЧАСТИЦ | 2012 |
|
RU2516502C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2009 |
|
RU2382118C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2339734C2 |
| Электродуговой испаритель А.Н.Руднева | 1978 |
|
SU1831514A3 |
| Способ нанесения покрытий в вакууме на внутреннюю поверхность длинномерных цилиндрических изделий | 2021 |
|
RU2786493C1 |
| ПОЛУЧЕНИЕ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЫ В КРИВОЛИНЕЙНОМ ПЛАЗМОВОДЕ И НАНЕСЕНИЕ ПОКРЫТИЯ НА ПОДЛОЖКУ | 1997 |
|
RU2173911C2 |
Изобретение относится к области нанесения покрытий в вакууме и может быть использовано для получения защитных покрытий в машиностроении и станкоинструментальной промышленности. Электродуговой генератор плазменных потоков металлов содержит охлаждаемые анод и катод, катододержатель, поджигающий электрод, стабилизирующий соленоид, расположенный на внешней поверхности охлаждаемого анода, канал подачи реакционного газа, фокусирующий соленоид и дополнительный анод. Фокусирующий соленоид расположен на внешней поверхности дополнительного анода. Катододержатель имеет электроизолированную муфту из магнитомягкого материала с наружным диаметром, равным диаметру торцевой рабочей поверхности катода, которая установлена с зазором относительно охлаждаемого анода. За счет исключения попадания в покрытие материала катододержателя и уменьшения микрокапельной и паровой фазы, образующейся в моменты отключения дуги и увеличения степени ионизации плазменного потока возрастает качество покрытия и его адгезионная прочность. 1 ил., 1 табл.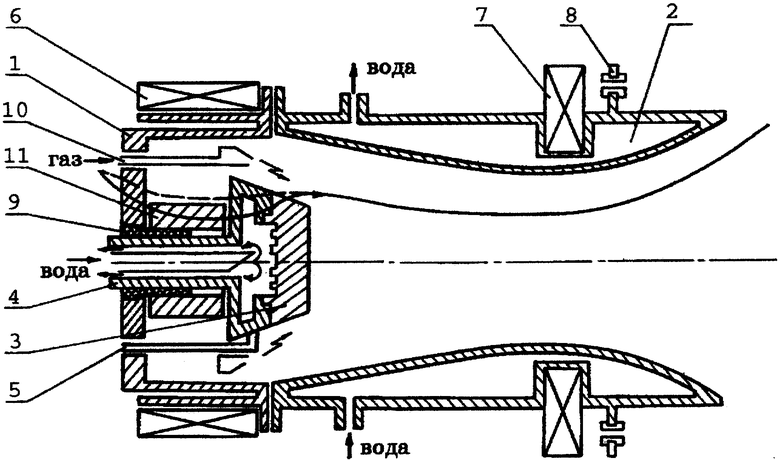
Электродуговой генератор плазменных потоков металлов, содержащий охлаждаемый анод, охлаждаемый катод, катододержатель, поджигающий электрод, стабилизирующий соленоид, расположенный на внешней поверхности охлаждаемого анода, и канал подачи реакционного газа, отличающийся тем, что генератор имеет дополнительный анод и фокусирующий соленоид, расположенный на внешней поверхности дополнительного анода, а катододержатель снабжен электроизолированной муфтой из магнитомягкого материала с наружным диаметром, равным диаметру торцевой рабочей поверхности катода, и установленной с зазором относительно охлаждаемого анода.
| Электродуговой испаритель металлов | 1978 |
|
SU745189A2 |
| ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2037558C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ | 1977 |
|
SU714807A1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2222121C2 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ РАЗРЯДА В ИМПУЛЬСНОМ ГЕНЕРАТОРЕ ЭЛЕКТРОЭРОЗИОННОЙ ПЛАЗМЫ | 1985 |
|
SU1268082A4 |
| US 5597459 A, 28.07.1997 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

