Изобретение относится к технологии нанесения упрочняющих, защитных и декоративных покрытий в вакууме на изделия для придания им различных функциональных свойств и цветовых оттенков.
Известен способ / Барвинок В.А., Богданович В.И. Физические основы и математическое моделирование процессов вакуумного ионно-плазменного напыления. - М.: Машиностроение, 1999. - 309 с./ нанесения покрытий на изделия с использованием электродуговых испарителей с холодным катодом с последующей переработкой плазменной струи в скрещенных электрическом и магнитном полях или с использованием электродуговых ускорителей, совмещающих эти два процесса. Процесс нанесения покрытий основан на конденсации вещества из потока металлической плазмы в атмосфере реакционного газа.
При таком способе получения композиционных покрытий основными недостатками являются: во-первых, использование реакционных газов в недиссоциированном и невозбужденном состоянии, во-вторых, наличие в плазменном потоке атомов и микрокапель. Это приводит к необходимости использовать большие кинетические энергии ионов металла (более 150-200 эВ) и высокие температуры предварительного нагрева изделий (не менее 300-450°С) для получения соединений стехиометрического состава в композиционном покрытии с высокой адгезией и когезионной прочностью при высоких скоростях его наращивания. Необходимость использования больших кинетических энергий ионов и больших начальных температур нагрева изделий снижает скорость роста покрытия и существенно ограничивает возможности способа при получении покрытий на изделиях из металлов и неметаллов, приводит к их короблению, отпуску сталей, деструкции полимеров, а также к потере их объемной прочности.
Наиболее близким к техническому решению является способ /Патент РФ 2146724 C1, C 23 С 14/06, 14/35, опубликован 23.03.2000/ нанесения покрытий на изделия с использованием электродугового распыления катодной мишени и осаждения получаемого потока на изделия в атмосфере реакционноспособного газа, когда реакционноспособный газ предварительно ионизируют в плазмогенераторе на основе несамостоятельного дугового разряда с накаленным катодом при давлении от 0,01 Па до 5 Па и токе разряда от 10 А до 300 А.
К недостаткам этого способа можно отнести следующее. Во-первых, потоки металлической и газовой плазмы истекают из двух различных выходных отверстий: электродугового распылителя и плазмогенератора. Следовательно, поверхность изделия подвергается последовательной обработке, из-за чего свойства покрытия по мере его наращивания периодически изменяются вследствие образования слоев с недостатком или избытком металлической или газовой компоненты.
Во вторых, недостатком этого способа являются отмеченные ранее недостатки, присущие электродуговому способу распыления катодной мишени, связанные с наличием в плазменном потоке атомарной и микрокапельной фазы материала катода, количество которых не изменяется при использовании несамостоятельного газового разряда, горящего в плазмогенераторе, но может быть уменьшено при переработке этого плазменного потока в скрещенном электрическом и магнитном поле.
В-третьих, реализация способа усложнена наличием дополнительного устройства (плазмогенератора) с автономной системой энергообеспечения и накаленным катодом, имеющим ограниченный ресурс работы.
В-четвертых, в критикуемом способе снижена эффективность ионной очистки поверхности и ограничены возможности получения стехиометрических покрытий с высокой адгезионной и когезионной прочностью при высоких скоростях их наращивания, так как отсутствует возможность увеличения и регулирования кинетической энергии ионов газа и металла как при очистке поверхности, так и при нанесении покрытий на изделия из неметаллических материалов.
Таким образом, в критикуемом способе покрытие получают в результате последовательной обработки изделия потоком плазмы металла, содержащим большое количество атомов и микрокапель катода, и потоком ионизированной газовой плазмы без возможности регулирования кинетической энергии ионов металла и газа. Это ограничивает возможности способа в получении покрытий с заданной стехиометрией, высокой адгезионной и когезионной прочностью при низкой температуре конденсации, приводит к периодическому изменению свойств покрытия по толщине, снижает скорость их роста и приводит к усложнению способа и усложнению его практического применения.
В основу изобретения поставлена задача повысить качество композиционных покрытий, увеличить адгезию покрытий на изделиях из металлов и неметаллов, увеличить скорость роста покрытий, понизить температуру конденсации, упростить способ и его практическую реализацию.
Поставленная задача решается за счет того, что в способе нанесения композиционных покрытий в вакууме, заключающемся в электродуговом распылении катодной мишени, обработке образовавшегося потока металлической плазмы в скрещенном электрическом и магнитном поле в полости дополнительного анода электродугового устройства, согласно изобретению зажигают несамостоятельный разряд реакционного и инертного газа внутри этой полости дополнительного анода, поток металлической плазмы дополнительно обрабатывают при прохождении через этот разряд, а получаемый поток, состоящий из смеси ионов газа и ионов материала мишени катода, осаждают на поверхность изделия, потенциал которого ниже потенциала дополнительного анода на величину меньшую или равную 2000 В.
Решению поставленной задачи способствует также то, что, во-первых, поверхность изделий перед нанесением покрытий очищают и активируют совместно ионами металла мишени катода и ионами плазмы несамостоятельного разряда сначала инертного газа, а затем реакционного и (или) инертного газа при потенциале изделия меньшем потенциала дополнительного анода на величину (300...2000) В, во-вторых, осаждение совместного потока на изделия проводят при потенциале изделия меньше потенциала дополнительного анода на величину, меньшую или равную 200 В, и периодическом уменьшении этого потенциала на величину (300...2000)В, в-третьих, осаждение совместного потока проводят при полном давлении реакционного и инертного газа в диапазоне (0,02...1,0) Па, регулируя количество реакционного газа при сохранении выбранной величины полного давления, в-четвертых, степень ионизации газов в потоке регулируется изменением величины магнитного поля фокусирующего соленоида.
По сравнению с патентом №2146724, предлагаемый способ позволяет:
1. Повысить эффективность использования металлической и газовой плазмы и качество покрытия, исключив периодическое изменение свойств покрытия по его толщине за счет того, что наращивание покрытия происходит из смешанного потока этих плазм, истекающих в вакуумную камеру из одного выходного отверстия электродугового устройства.
2. Улучшить способ получения покрытий упрощением конструкции и условий эксплуатации устройства для его реализации, за счет исключения дополнительного устройства (плазмогенератора) с автономной системой энергообеспечения и накаленным катодом, за счет зажигания несамостоятельного газового разряда в полости дополнительного анода вследствие наличия в ней замагниченных электронов потока металлической плазмы, что увеличивает в ней общую плотность замагниченных электронов.
3. Повысить качество покрытий за счет уменьшения количества атомарной и микрокапельной фаз материала катода в смешенном плазменном потоке вследствие дополнительной ионизации атомарной фазы, увеличения величины отрицательного заряда микрокапель и большим количеством увеличения интенсивности их испарения при взаимодействии с замагниченными электронами в полости дополнительного анода, образованными при горении в этой полости несамостоятельного газового разряда и прохождении через нее потока металлической плазмы. Создание газового разряда в полости дополнительного анода позволяет получить комплексный эффект, повышающий как качество покрытия за счет использования ионизированного реакционного газа, так и повышающий качество плазменного потока металлической плазмы электродугового устройства, что в свою очередь также повышает качество покрытия.
4. Повысить качество покрытия на изделиях из неметаллических материалов за счет того, что потенциал неметаллического изделия, которое является электроизолированным, устанавливается меньше потенциала дополнительного анода на регулируемую величину, меньшую или равную 2000 В. Реализация такого способа ускорения ионов при их взаимодействии с изделиями из неметаллических и металлических материалов осуществляется за счет использования дополнительного регулируемого источника электропитания, существенно меньшего по потребляемой мощности электроэнергии, чем источник электропитания плазмогенератора, который устанавливается последовательно с основным источником электропитания электродугового устройства таким образом, что минус дополнительного источника электропитания подается на стенки вакуумной камеры (земля), а его плюс соединяется с плюсом основного источника электропитания и анодом электродугового устройства.
Заявляемый способ получения смешанного плазменного потока осуществляется следующим образом на устройстве, приведенном на фиг.1.
Указанное на фиг.1 устройство для получения плазменных потоков в вакууме содержит: охлаждаемый анод 1; дополнительный анод 2, неподвижный электрод поджига 4 и катод 3, между которыми осуществляется инициирование вакуумной дуги. Возникающий после электрического пробоя сгусток плазмы сбрасывается на рабочую торцевую поверхность катода 3 и инициирует на ней возникновение катодного пятна, которое под действием стабилизирующей части магнитного поля стабилизирующего 5 и фокусирующего 6 соленоидов совершает круговое движение по торцевой поверхности катода. Катодное пятно попадает на боковую конусную поверхность катода 3. Магнитное поле вновь возвращает его на рабочую торцевую поверхность катода. Попаданию катодного пятна на заднюю поверхность катода 3 препятствует электроизолированный диск 8 из немагнитного материала. Катодные пятна приводят к эрозии материала катода и к образованию плазменной струи, которая движется в скрещенном электрическом и магнитном поле в полости дополнительного анода 2.
Реакционный и (или) инертный газ подается через канал 9, расположенный на внешней поверхности электроизолированного диска 8, установленного за торцевой нерасходуемой поверхностью катода. При прохождении газа через полость дополнительного анода из-за наличия в ней повышенной плотности замагниченных электронов потока металлической плазмы самопроизвольно зажигается несамостоятельный газовый разряд, приводящий к ионизации и диссоциации газа, а также к увеличению общей плотности замагниченных электронов в этой полости, что обеспечивает реализацию одного из эффектов, составляющих сущность изобретения (фиг. 2,3). Эта плотность замагниченных электронов может быть существенно увеличена при выборе поверхности дополнительного анода 2, расстояния между стабилизирующим 5 и фокусирующим 6 соленоидом и величинами их параметров и токов в них таким образом, что образуется магнитоэлектростатическая ловушка с осцилляцией замагниченных электронов в полости дополнительного анода.
Таким образом, поток металлической плазмы, дополнительно переработанный при прохождении скрещенных полей и газового разряда, а также смешанный с потоком газовой плазмы, покидает срез сопла анода, проходит вакуумную камеру 10 и, взаимодействуя с поверхностью изделия 13, образует покрытие. Для увеличения и регулирования кинетической энергии ионов на изделия из металла подается отрицательный потенциал от источника 15 опорного и высокого напряжения. Однако при обработке неметаллических материалов такой способ управления кинетической энергией ионов невозможен. В связи с этим в предлагаемом способе увеличение и регулирование кинетической энергии ионов осуществляется за счет того, что потенциал неметаллического (или металлического) электроизолированного изделия создается меньше потенциала дополнительного анода электродугового устройства. Такое отношение потенциалов реализуется следующим образом. Анодный узел электродугового устройства закрепляется на фланце вакуумной камеры через электроизолированные вставки 7, а между основным источником электропитания дугового разряда 14 размещается дополнительный источник регулирования опорного и высокого напряжения 16 таким образом, что его плюс соединяется с плюсом основного источника 14, а его минус соединяется со стенками вакуумной камеры. Переключатели 17 блокируют возможность одновременного включения источников 15 и 16. В результате, при подаче на дополнительный источник некоторого напряжения Ux потенциал дополнительного анода относительно земли будет Uc и примерно этот же потенциал устанавливается в смешанном плазменном потоке. Следовательно, ионы плазменной струи будут попадать на поверхность изделия с кинетической энергией Wi=Wi,o+ZeUc, где Wi,о - начальная кинетическая энергия иона, Z - кратность ионизации иона, е - заряд электрона.
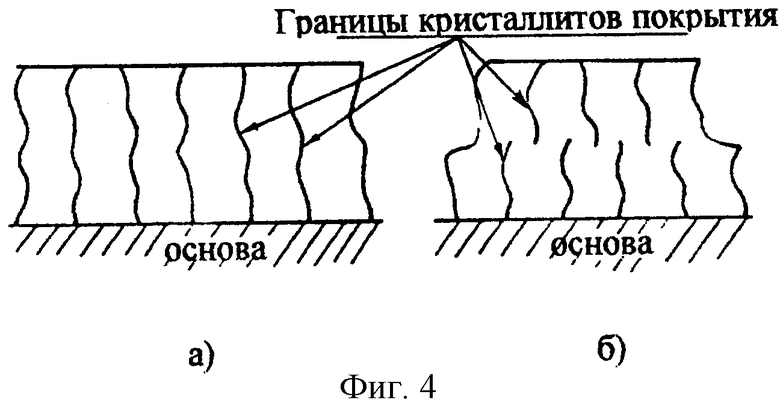
Возможность управлять кинетической энергией позволяет существенно повысить качество покрытий за счет увеличения его адгезионной и когезионной прочности, а также за счет создания энергетических условий для полного протекания гетерогенных реакций и образования стехиометрических покрытий. Рост покрытий происходит развитием элементарных структур на поверхности конденсации (кристаллитов, дефектов и т.д.), которые, собственно, и определяют его эксплуатационные свойства, то есть происходит копированием или наследованием определенных свойств (в том числе и отрицательных), заложенных на начальном этапе развития системы. В связи с этим использование любых способов, прекращающих непрерывный рост дефекта в данной точке поверхности (с возможным его возникновением в другой), приводит к росту эксплуатационных свойств покрытий, особенно к росту предела выносливости и износостойкости. В качестве такого способа предлагается при осаждении покрытия периодически уменьшать потенциал изделия до величины потенциала, характерного для процесса ионного травления. Экспериментально установлено, что в этом случае границы кристаллов, которые в вакуумных покрытиях расположены перпендикулярно поверхности роста покрытия, распространяются не на всю толщину покрытия, а каждый раз после ионного травления возникают в новых точках поверхности в соответствии со схемой, приведенной на фиг.4, где границы кристаллов покрытия получают на непрерывном режиме наращивания (а) и с введением однократного повышения энергии ионов (б) до значений, характерных для режима ионного травления. Эти данные подтверждаются результатами металлографических исследований границ излома покрытий и результатами роста предела выносливости изделия с покрытием, полученным с периодическим введением режима ионного травления в процесс осаждения покрытия, особенно при его больших толщинах (более 5...6 мкм для покрытий из TiN). Так, покрытия из нитрида титана толщиной 14±2 мкм на специальных гладких образцах круглого поперечного сечения из сплава ВТ-14 при испытании на испытательной машине МУИ-600 по схеме чистого изгиба при вращении дали значения приращения предела выносливости на 6% от значения 498 МПа до значения 530 МПа, которое характерно для сплава ВТ-14 без покрытия.
Кроме того, процесс осаждения покрытия должен производиться при постоянных значениях (или изменяющихся в заданном диапазоне) режима напыления. Одним из параметров режима является температура поверхности конденсации, изменение которой, например, в диапазоне более чем на 40°С при получении нитридов металла, изменяет стехиометрический состав соединения. Введение промежуточной ионной бомбардировки в процесс осаждения покрытия особенно на большие партии изделий позволяет восстановить значение температуры поверхности конденсации и поддерживать ее значение в заданном диапазоне.
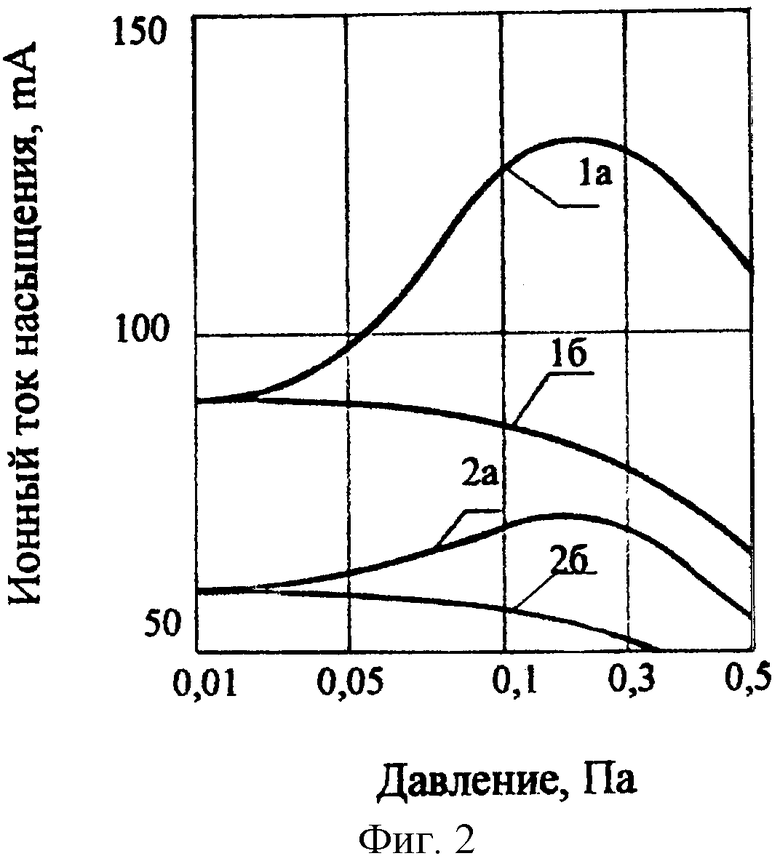
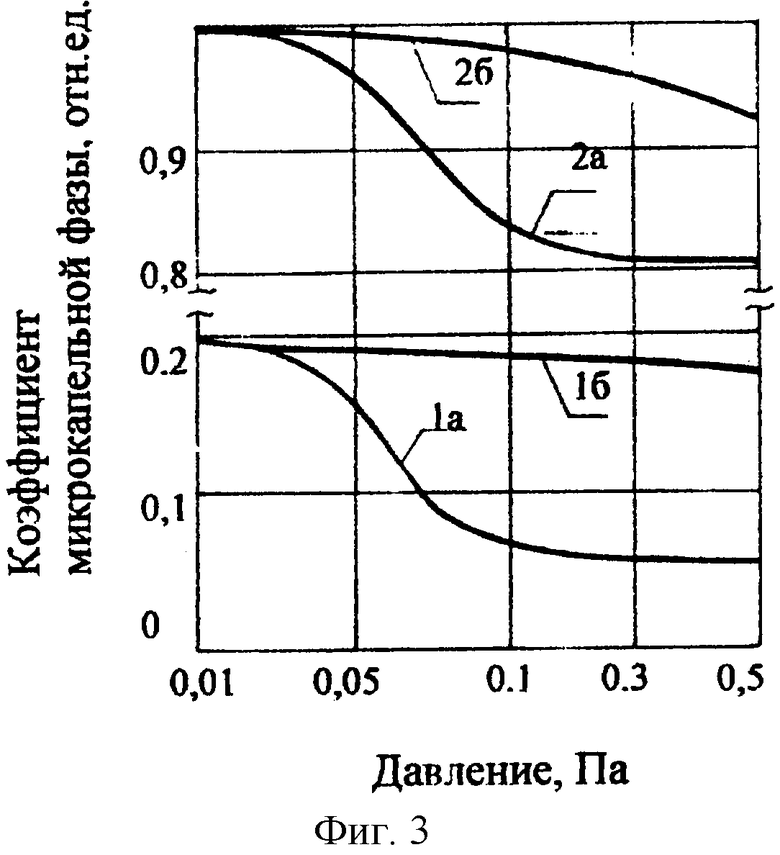
Реализация эффекта получения в смешанном плазменном потоке большего количества металла, ионизации газа и существенного уменьшения микрокапельной фазы подтверждается результатами экспериментальных исследований (фиг.2, 3), на которых приведены типовые зависимости ионного тока насыщения на электростатический зонд (фиг.2) и коэффициента микрокапельной фазы (фиг.3) от давления реакционного газа N2 при его подаче через канал 9, расположенный на поверхности диска 8 после зажигания несамостоятельного газового разряда в полости дополнительного анода (поз.а, фиг.2, 3), и непосредственно в вакуумную камеру (поз.б, фиг.2, 3) в электродуговом устройстве с магнито-электростатической ловушкой электронов (поз.1, фиг.2, 3) и в установке ННВ 6.6 И1 (поз.2, фиг.2, 3). Исследования показали, что зажигание несамостоятельного газового разряда в полости дополнительного анода и увеличение давления газа в диапазоне (0,01...1,0)Па приводит к почти двухкратному росту ионного тока насыщения (поз. 1a, 2a, фиг.2) и уменьшению количества микрокапельной фазы (поз. 1а, 2a фиг.3), поступающей в покрытие, которое может достигать 20 раз, что существенно повышает качество получаемых покрытий. Подача же газа непосредственно в вакуумную камеру без зажигания разряда, незначительно уменьшает количество микрокапельной фазы (поз. 1б, 2б, фиг.3) и уменьшает ионный ток насыщения (поз. 1б, 2б, фиг.2). Кроме того, с ростом давления ионный ток насыщения растет, что подтверждает факт дополнительной ионизации атомной (паровой) компоненты смешанного потока.
Аналогичные закономерности изменения тока ионного насыщения и коэффициента микрокапельной фазы от давления наблюдаются при подаче вместо реакционного газа N2, инертного газа Аr или их смеси при различном процентном содержании реакционного и инертного газа.
Коэффициент микрокапельной фазы определялся экспериментально. (фиг.3) как относительное значение коэффициента микрокапельной фазы Котн=Кl/Км, где Км - максимальное значение абсолютного коэффициента микрокапельной фазы в конкретной группе сравнительных экспериментов, Кl - эта же величина для конкретного эксперимента, K=Sмкф/So, где Sмкф - площадь, занимаемая микрокаплями. So - площадь анализируемой поверхности.
Таким образом, создание газового разряда в полости дополнительного анода доионизирует паровую компоненту, уменьшает количество микрокапельной фазы в потоке, стабилизирует горение вакуумной дуги на катоде (уменьшает число включений поджигающего устройства в единицу времени), что существенно повышает качество получаемых покрытий.
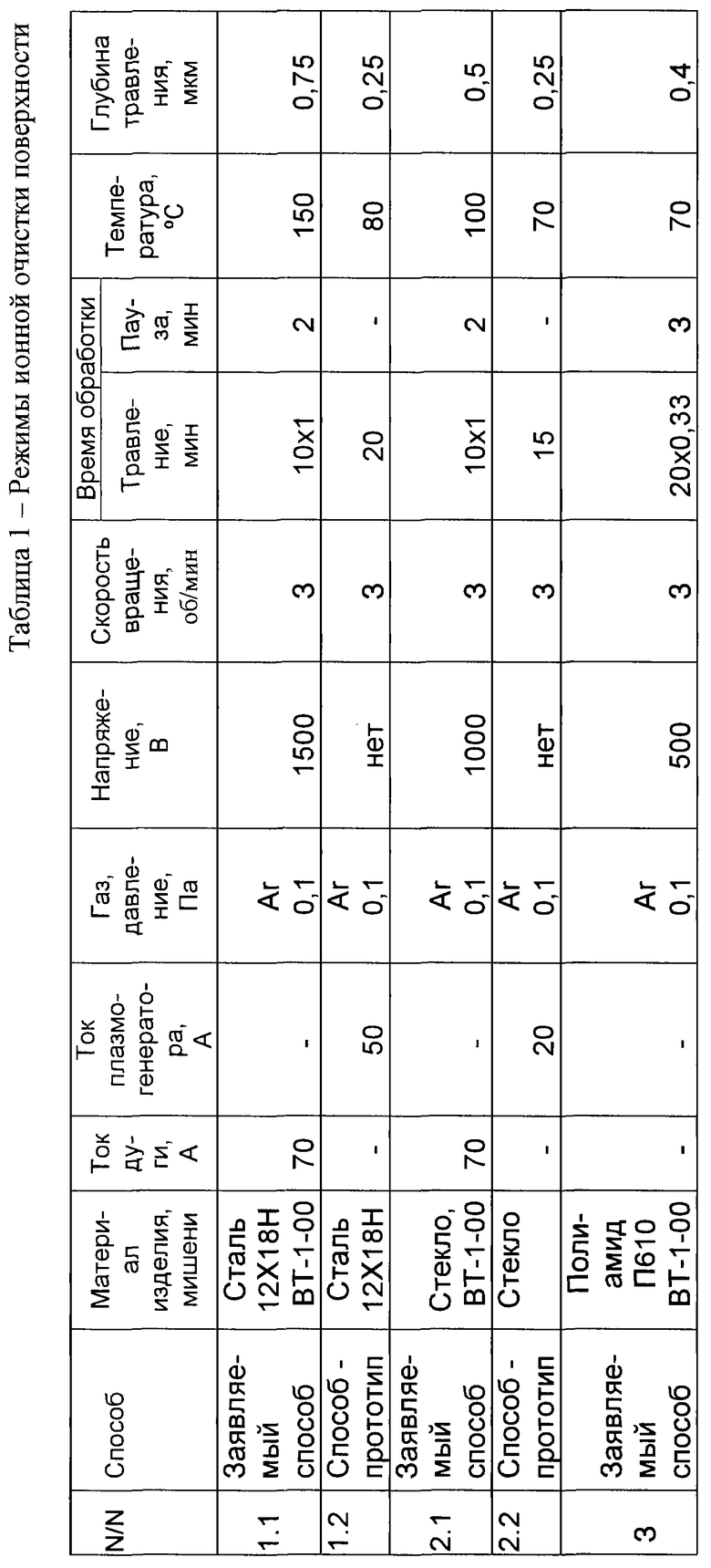
Заявленный способ получения композиционных покрытий осуществляется следующим образом на примере получения покрытия из TiNx (x=1) на изделиях из металла, полимера или стекла. Изделия размещаются на приспособлении 12, обеспечивающем вращение объекта напыления 13 вокруг оси приспособления и оси самого изделия. В вакуумной камере 10 создается разрежение на уровне 3·10-3 Пa (2·10-5 мм рт.ст.). включается вращение приспособления и на приспособление подается отрицательный потенциал от источника 15. Проводится напуск инертного газа Аr, зажигается тлеющий разряд и проводится очистка поверхностей технологических приспособлений в тлеющем разряде до прекращения возникновения микродуговых привязок в течение 10 минут при Uc=2000 B и давлении 1,1 Па (8·10-3 мм рт.ст.). Источник 15 отключается и проводится откачка вакуумной камеры 10 до давления 0,013 Па (1·10-4 мм рт.ст.). Включается источник 16 и соленоиды 5 и 6. Проводится напуск инертного газа Аr, зажигается газовый разряд и проводится обработка изделия потоком газовой плазмы при Uc≥300 B и давлении 0,27 Па (2·10-3 мм рт.ст.) в течение времени, определяемого толщиной удаляемого слоя, скоростью вращения приспособления, размерами обрабатываемого изделия и их количеством на приспособлении. После отключения источника 16 закрывается заслонка 11, блокирующая поступление газового плазменного потока в вакуумную камеру, затем включается источник дугового разряда 14, зажигается вакуумная дуга, проводится очистка поверхности катодной мишени и осаждение материала катода на поверхность заслонки 11 в течение 2 минут при токе дугового разряда, выбранного для режима осаждения покрытия на изделие. Выставляется давление Аr, равное полному давлению, выбранному для режима осаждения покрытия. Включается источник 16, подается высокое напряжение на анод 2, зажигается несамостоятельный газовый разряд, открывается заслонка и проводится очистка поверхности изделия смешанным потоком газовой и металлической плазмы на режиме, приведенном в таблице 1. В случае, когда значение температуры выходит за указанные в регламенте границы, ионное травление проводится циклами с отключением вакуумной дуги. При этом температура поверхности изделий должна соответствовать температуре режима осаждения покрытия. После завершения процесса полного травления поверхности детали уменьшается подача Аr и одновременно подается реакционный газ N2 при сохранении постоянным общего давления в газовой камере. Выставляется уровень подачи N2, обеспечивающий получение стехиометрического нитрида титана, уменьшается напряжение источника 16 до величины напряжения, выбранного для осаждения покрытия и проводится осаждение покрытия в течение заданного времени. При этом, в соответствии с режимом напыления (таблица 2) периодически подается высокое напряжение. После завершения процесса осаждения покрытия выключается вакуумная дуга, снимается напряжение с дополнительного анода 2, охлаждаются изделия и проводится напуск газа до разгерметизации камеры.
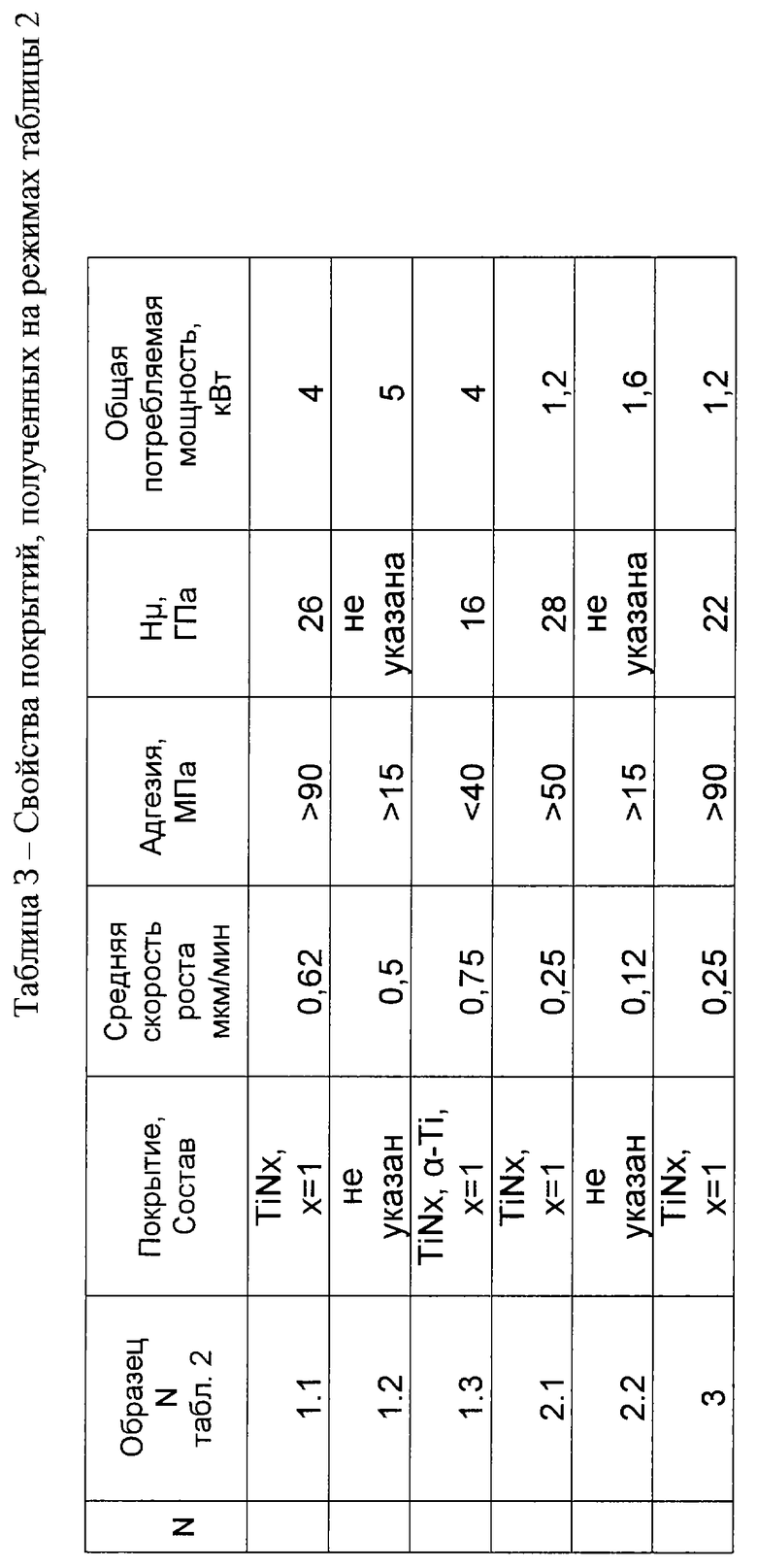
Заявленный способ обеспечивает большую адгезионную прочность и большую скорость роста покрытия при получении стехиометрических соединений при более низкой температуре конденсации по сравнению с прототипом и аналогом (таблица 3). При этом потребляется мощность электроэнергии, меньшая не менее 25%. Необходимо отметить, что при тех же режимах осаждения покрытие, получаемое по аналогу, состоит из нестехиометрической фазы TiN0,6, фазы α-Ti и наблюдаемый при этом рост скорости покрытия определяется попаданием в покрытие микрокапельной фазы материала катода.
Режимы получения композиционного покрытия и свойства полученных покрытий приведены в таблицах 1, 2, 3.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения защитного покрытия на поверхности детали энергомашиностроения | 2023 |
|
RU2824769C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ТИТАНОВЫЕ СПЛАВЫ | 2012 |
|
RU2502828C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 1998 |
|
RU2146724C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2008 |
|
RU2361013C1 |
| ПОЛУЧЕНИЕ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЫ В КРИВОЛИНЕЙНОМ ПЛАЗМОВОДЕ И НАНЕСЕНИЕ ПОКРЫТИЯ НА ПОДЛОЖКУ | 1997 |
|
RU2173911C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| Способ получения износостойкого покрытия для режущего инструмента из многокомпонентного состава Al-Nb-Ti-V-Zr | 2022 |
|
RU2792833C1 |
| СПОСОБ НАНЕСЕНИЯ АМОРФНЫХ УГЛЕВОДОРОДНЫХ ПОКРЫТИЙ | 2008 |
|
RU2382116C2 |
| ВАКУУМНО-ДУГОВОЙ ГЕНЕРАТОР С ЖАЛЮЗИЙНОЙ СИСТЕМОЙ ФИЛЬТРАЦИИ ПЛАЗМЫ ОТ МИКРОЧАСТИЦ | 2012 |
|
RU2516502C1 |
Изобретение относится к технологии нанесения упрочняющих, защитных и декоративных покрытий в вакууме на изделия для придания им различных функциональных свойств и цветовых оттенков. Осуществляют электродуговое распыление катодной мишени и обработку образовавшегося потока металлической плазмы в скрещенном электрическом и магнитном поле в полости дополнительного анода электродугового устройства. Несамостоятельный разряд реакционного и (или) инертного газа зажигают внутри полости этого дополнительного анода. Поток металлической плазмы дополнительно обрабатывают при прохождении через этот разряд. Получаемый поток, состоящий из смеси ионов газа и ионов материала мишени катода, осаждают на поверхность изделия, потенциал которого ниже потенциала дополнительного анода на величину меньшую или равную 2000 В. Таким образом, обеспечивается большая адгезионная прочность и большая скорость роста покрытий при получении стехиометрических соединений. 5 з.п.ф-лы, 4 ил., 3 табл.

| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 1998 |
|
RU2146724C1 |
| СПОСОБ КОМПЛЕКСНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2039843C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1314717A1 |
| RU 2058428 С1 ,20.04.1996 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1992 |
|
RU2053312C1 |
| US 20030994362 A ,22.05.2003. | |||

