Изобретение относится к способу устранения дефектов бумаги при непрерывном производстве бумаги.
Постоянно работающие бумагоделательные машины состоят из участков слива бумажной массы, сеточной части, прессовочной части, сушильной части, сухого глезера и намоточной части. На участке слива бумажной массы водную суспензию массы равномерно распределяют по ширине полотна, для того чтобы сначала обеспечить оптимальное образование листа. В последующей сеточной части образуется собственно бумажный лист посредством процесса фильтрации. Отдельные волокна бумаги фиксируются в мокром волокнистом мате уже в их конечном положении. Затем в прессовочной части из бумажного волокнистого мата удаляют избыточную воду с помощью давления. Для этого бумажное полотно проходит через несколько расположенных друг за другом прессов. После последующей сушки происходит лощение бумажного полотна, для чего, как правило, используют состоящий из двух валов каландр, который наряду с лощением обеспечивает сжатие бумаги и тем самым влияет на толщину бумаги. Наконец, бумажное полотно наматывают на тамбур наката.
Во время указанного процесса производства могут возникать дефекты в бумажном полотне. Это могут быть отверстия или надрывы вдоль продольных кромок бумажного полотна, а также темные или светлые пятна на бумажном полотне. Кроме того, в процессе производства могут образовываться нежелательные сгустки массы или складки в движущемся бумажном полотне. Эти дефекты не создают, как правило, трудностей для дальнейшего транспортирования бумажного полотна внутри бумагоделательной машины. Однако на последующих участках обработки, например, в последующей меловальной машине или также в печатной машине в таких дефектных местах могут происходить надрывы или обрывы всего бумажного полотна. Поэтому необходимо устранять такие дефекты бумаги, прежде чем бумажное полотно попадет на ступень последующей обработки.
Устранение дефектов бумаги проводилось до настоящего времени вручную тем, что те места, на которых с помощью контролирующих бумажное полотно детекторов обнаруживали дефекты, снабжали маркировкой, и в последующем участке при приближении таким образом обозначенного отрезка тормозили бумажное полотно, так что при замедленной скорости можно вручную наносить на дефектное место клей. В зависимости от вида дефекта можно также удалить весь дефектный отрезок бумажного полотна с образованием места склеивания на всей ширине бумажного полотна. Такой способ устранения дефектов требует много времени, так как бумажное полотно необходимо затормозить до замедленной скорости или даже до полной остановки, чтобы затем вручную устранить дефектное место. Однако даже этого требующего много времени и тем самым дорогостоящего устранения недостаточно, чтобы надежно исключить разрывы в последующих стадиях обработки, вызванные дефектными местами.
Поэтому в основу изобретения положена задача создать способ, с помощью которого можно при производстве бумаги сократить потери времени, обусловленные устранением дефектов бумаги в бумажном полотне.
Для решения этой задачи предлагается способ устранения дефектов бумаги при непрерывном производстве бумаги со следующими стадиями:
а) распознают, локализуют и измеряют дефект бумаги с помощью направленного на движущееся бумажное полотно детектора;
б) измеряют или вычисляют скорость бумажного полотна между детектором и расположенным пространственно за ним участком для устранения дефектов;
в) вычисляют на основе скорости бумажного полотна момент прихода имеющего дефект бумаги отрезка полотна на участок для устранения дефектов;
г) автоматически устраняют дефект бумаги на участке для устранения дефектов.
Поэтому согласно изобретению только распознавание и локализация дефекта бумаги происходит с помощью обычных средств, а именно с помощью подходящих детекторов, чувствительные органы которых направлены на бумажное полотно. Однако измерение или вычисление скорости бумажного полотна между детектором и участком для устранения дефектов происходит с отклонением от используемых до настоящего времени средств. На основании этой скорости вычисляют момент времени, в который имеющий дефект бумаги отрезок полотна придет на участок для устранения дефектов. Затем в момент времени, вычисленный по скорости бумажного полотна, на участке с помощью подходящих устройств происходит автоматическое устранение дефекта.
В отличие от известного уровня техники, при котором устранение дефектов производится вручную, при способе согласно изобретению нет необходимости снижать скорость до требуемого для устранения дефекта значения. Вместо этого на основании сведений, полученных в результате оценки сигналов детектора, внутри системы принимается решение, с какой скоростью должно производиться устранение дефектов. Для этой цели детектор может быть устроен так, что он не только распознает и локализует дефект бумаги, но и определяет его характер, например вид и контур дефекта бумаги, и его расположение относительно ширины бумажного полотна. Таким образом, потери времени, обусловленные при производстве бумаги устранением дефектов в бумажном полотне, уменьшаются до обязательно необходимого минимального значения.
Согласно предпочтительному варианту осуществления способа бумажное полотно перед достижением детектора проходит через дополнительный детектор, который проводит предварительное грубое измерение дефекта бумаги, в то время как основной детектор предназначен для уточненного измерения характеристик дефекта бумаги, например, его вида и контура. Это позволяет поддерживать очень высокую скорость бумажного полотна и тем самым нормальный режим работы бумагоделательной машины в целом. Назначением дополнительного детектора является исключительно простое распознавание дефекта и его предварительная локализация. Поэтому измерительная характеристика этого детектора выбрана приемлемой для быстрого и менее детального измерения. Детально дефекты измеряют с помощью детектора, расположенного перед участком для устранения дефектов. К этим деталям относятся вид дефекта бумаги, его контур, а также местоположение дефекта бумаги относительно ширины бумажного полотна.
Момент прихода участка полотна, имеющего предварительно обнаруженный дефект, к детектору вычисляют предпочтительно по скорости бумажного полотна на пути к детектору.
Согласно изобретению предлагается производить устранение дефекта бумаги посредством покрытия поверхности дефектного места быстро отвердевающей текучей средой. Нанесение текучей среды можно производить согласно первому варианту выполнения с помощью одностороннего или двустороннего напыления на дефектное место. Согласно второму варианту выполнения текучую среду можно наносить с помощью валиков на дефектное место.
В качестве текучей среды пригоден, в частности, быстро отвердевающий УФ-лак.
Изобретение можно применять как в рамках производства бумаги на линии, так и производства бумаги вне линии. В первом случае участок для устранения дефектов, детектор и дополнительный детектор располагают вдоль непрерывного бумажного полотна, так что автоматическое устранение дефектов бумаги происходит при полной скорости бумажного полотна в бумагоделательной машине, в то время как во втором случае дополнительный детектор располагают на бумагоделательной машине, а участок для устранения дефектов и детектор - вдоль расположенного за бумагоделательной машиной перемоточного станка или предварительного накатчика. Перемоточный станок, соответственно контрольно-перемоточный станок, представляет собой соединительное звено между бумагоделательной машиной и меловальным станком.
Другие подробности и преимущества поясняются ниже на примере выполнения с помощью чертежа, на котором показан контрольно-перемоточный станок, который внутри производственного процесса расположен между бумагоделательной машиной и меловальным станком.
На чертеже в правой части показан тамбур 1 наката, на котором находится намотанное в конце бумагоделательной машины бумажное полотно. Это бумажное полотно может иметь в различных местах дефекты бумаги. Обнаружение этих дефектов бумаги происходит уже в расположенной впереди бумагоделательной машине, причем положение дефектов бумаги относительно длины намотанного на тамбур наката бумажного полотна запоминается внутри контрольного блока. После натягивания тамбура 1 наката на контрольно-перемоточные станки система уже "знает", где находятся дефекты внутри длины намотанного бумажного полотна. В качестве альтернативного решения возможно также снабдить тамбур 1 наката встроенным запоминающим элементом, который содержит соответствующие данные о положении дефектов бумаги, например, расположенной на тамбуре наката электронной микросхемой.
В контрольно-перемоточном станке бумажное полотно сматывают с тамбура 1 наката и затем проводят по первому направляющему валу 2 и по второму направляющему валу 3. Само бумажное полотно обозначено на чертеже позицией 4.
Между тамбуром 1 наката и направляющим валом 2 находится детектор 5, который имеет другую измерительную характеристику, чем интегрированный в расположенной впереди бумагоделательной машине дополнительный детектор. В то время как дополнительный детектор настроен только на то, чтобы определять даже при высокой скорости полотна дефекты бумаги и определять по меньшей мере грубо их положение относительно длины полотна, установленный на контрольно-намоточном станке детектор 5 настроен так, чтобы определять точный характер уже предварительно обнаруженного дефекта бумаги, а также определять величину и протяженность дефекта бумаги. Кроме того, может быть предусмотрена возможность определения также других свойств дефекта бумаги, например, распознавание светлых и темных оттенков или коробления или складок. На основании измерительных величин детектора 5 внутри системы принимается решение, в каком объеме и каким образом проводить устранение дефектов.
Так как грубое местоположение дефекта бумаги уже известно на основании результатов измерения дополнительного детектора, то скорость имеющего дефект бумаги отрезка полотна можно еще перед приходом этого отрезка полотна к детектору 5 снизить до уменьшенного по сравнению с нормальной скоростью значения. Это имеет то преимущество, что детектор 5 уже подготовлен к приходу и к примерному положению сигналов дефекта, так что он без задержки во времени может выполнять детальное измерение дефекта.
Момент прихода предварительно обнаруженного имеющего дефект бумаги отрезка полотна к детектору 5 можно определить также на основании скорости бумажного полотна на пути от другого детектора к детектору 5, если бумажное полотно непосредственно и без перерыва попадает из бумагоделательной машины в контрольно-намоточный станок.
Устранение дефекта бумаги происходит на участке 6, который в примере выполнения расположен между направляющим валом 2 и направляющим валом 3. Там расположена направленная на бумажное полотно 4 распылительная головка 7, с помощью которой на дефектное место напыляют быстро отвердевающий УФ-лак. В качестве альтернативного решения возможно также нанесение текучей среды с помощью валиков. Нанесение, как показано на чертеже, может быть односторонним, а также двусторонним. В качестве альтернативного решения к применению быстро отвердевающего УФ-лака возможно также использование подходящего синтетического клея. Решающее значение имеет то, что текучая среда сама по себе имеет свойство покрывать площадь дефектного места и образовывать пленку и таким образом защищать бумагу в области дефекта бумаги при дальнейшей обработке, например, в меловальном станке или же в печатном станке. Применяемое средство должно обеспечивать возможность легкого отделения от бумаги в процессе растворения бумаги, например, при переработке отходов или при переработке макулатуры.
Нанесение текучей среды на участке 6 происходит автоматически, т.е. без воздействия человека. Для этого должен быть точно известен момент времени, в который имеющий дефект бумаги отрезок полотна придет в рабочую область распылительной головки 7. Решающее значение для этого имеет скорость, с которой бумажное полотно и тем самым дефектный отрезок полотна перемещаются от детекторов к распылительной головке 7. Поэтому измеряют или вычисляют скорость бумажного полотна между детектором и расположенным пространственно за детектором 5 участком 6, и на основании определенной скорости вычисляют точный момент времени прихода имеющего дефект бумаги отрезка полотна на участок 6. Кроме того, в управлении распылительной головкой 7 учитывают результат произведенных детектором 5 измерений, т.е. распылительная головка 7 не во всех случаях работает по всей ширине бумажного полотна, а только в определенной относительно длины полотна, а также ширины полотна дефектной области. Поэтому распылительная головка состоит предпочтительно из множества отдельных распылительных форсунок, которые распределены по ширине бумажного полотна и управляются по отдельности.
На чертеже показано использование способа вне линии, т.е. дополнительный детектор находится ужe в бумагоделательной машине, а участок 6 и детектор 5 расположены в контрольно-намоточном станке. Однако возможно использование способа также на линии, причем участок, детектор и дополнительный детектор располагаются вдоль непрерывно проходящего бумажного полотна, например, в комбинированной бумагоделательной и меловальной машине.
Детекторы работают оптически по всей ширине бумажного полотна. Можно использовать инфракрасные фотодетекторы или строчные камеры на основе приборов с зарядовой связью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ ИЛИ КАРТОНА | 2010 |
|
RU2524893C2 |
| СПОСОБ ПОЛУЧЕНИЯ БУМАГИ И БУМАГА, ПОЛУЧЕННАЯ ДАННЫМ СПОСОБОМ | 2006 |
|
RU2388863C2 |
| СПОСОБ ПОЛУЧЕНИЯ БУМАГИ | 2010 |
|
RU2531254C2 |
| БУМАЖНЫЙ ИЛИ КАРТОННЫЙ ЛАМИНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2245409C2 |
| ВОЛОКНИСТОЕ ПОЛОТНО БУМАГИ ИЛИ КАРТОНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2621113C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ ИЛИ КАРТОНА И БУМАГА ИЛИ КАРТОН, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2005 |
|
RU2367739C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ЛИПКИХ ВКЛЮЧЕНИЙ В ПРОЦЕССЕ ВТОРИЧНОЙ ПЕРЕРАБОТКИ ВОЛОКОН | 2013 |
|
RU2628862C2 |
| Мешочная бумага | 1989 |
|
SU1650840A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА БУМАЖНЫХ ЛОГОВ | 2017 |
|
RU2739613C1 |
| Устройство для пропитки бумаги для сообщения ей водонепроницаемости | 1934 |
|
SU44783A1 |
Способ предназначен для использования в производстве бумаги и включает следующие операции: распознают и локализуют дефект бумаги с помощью направленного на движущееся полотно 4 детектора 5, измеряют или вычисляют скорость бумажного полотна 4 между детектором 5 и расположенным пространственно за ним участком 6 для устранения дефектов, вычисляют на основе скорости бумажного полотна 4 момент прихода имеющего дефект бумаги отрезка полотна 4 на участок 6 для устранения дефектов, автоматически устраняют дефект бумаги на участке 6 для устранения дефектов. Перед детектором 5 устанавливают дополнительный детектор для предварительного и грубого измерения дефектов бумаги. Обеспечивается сокращение потерь времени при устранении дефектов бумаги. 5 з.п. ф-лы, 1 ил.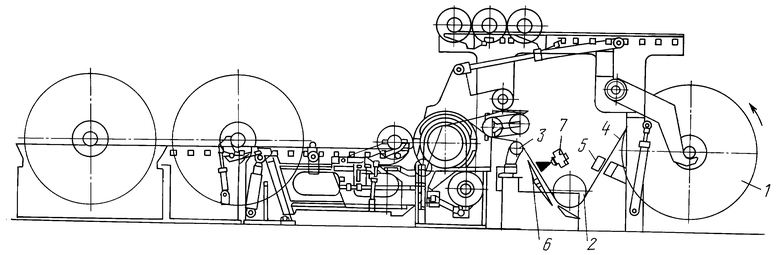
| JP 04354760 A, 09.12.1992 | |||
| JP 62295862 A, 23.12.1987 | |||
| Приспособление для устранения разрывов бумажного полотна на гаучпрессе самочерпки | 1932 |
|
SU32915A1 |

