Настоящее изобретение относится к способу изоляции трубопровода, при котором трубчатую оболочку, содержащую необязательно радиально шлицованный трубчатый элемент из связанных минеральных волокон, ориентированных по существу в плоскостях, перпендикулярно к продольной оси трубчатого элемента, и листовой материал, который приклеивают клеем к внешней стороне трубчатого элемента, размещают так, чтобы она охватывала трубопровод.
В патентах Дании NN 157627 и 159941 раскрыты трубчатые оболочки упомянутого типа, в которых листовой материал состоит, например, из слоя бумаги, пластика или металлической фольги.
Для упрощения формования такой трубчатой оболочки вокруг изгиба трубопровода наносят клей в форме по существу параллельных узких полос или рядов точек клея, причем полосы или ряды клея проходят по существу перпендикулярно к продольной оси трубчатого элемента. В известных трубчатых оболочках трубчатый элемент из минераловаты может состоять из коаксиального блока шлицованных изолирующих дисков, имеющих в центре отверстие.
Согласно известному способу, раскрытому, например, в патенте Японии N 6-137485, блок дисков получают путем их выпиливания из стопки листов связанных минеральных волокон, затем полученный таким образом блок обертывают листовым материалом, например гофрированной металлической фольгой.
Настоящие трубчатые оболочки применяют для теплоизоляции трубопроводов для транспортировки горячей или холодной среды, причем при транспортировке, а также при установке трубчатых оболочек на прямых трубопроводах важно, чтобы они обладали определенной жесткостью.
Трубопроводы упомянутого типа обычно также содержат изгибы, например изгибы под углом 90o, и поэтому для эффективной изоляции таких изгибов важно, чтобы трубчатые оболочки могли сгибаться без образования острых углов.
Улучшенная сгибаемость трубчатых оболочек, в которых клей наносят полосами, проходящими по существу перпендикулярно к продольной оси трубчатых оболочек, влечет за собой такое снижение жесткости трубчатых оболочек, что значительно ухудшается транспортировка таких оболочек. Таким образом, когда такие оболочки помещают на торец, они имеют тенденцию разрушаться.
Способ согласно настоящему изобретению отличается тем, что трубчатые оболочки до их размещения на трубопроводе попеременно сжимают и растягивают в аксиальном направлении в зоне, в которой трубчатая оболочка должна изолировать изгиб на трубопроводе.
Настоящее изобретение основано на открытии, что такая обработка трубчатых оболочек типа, указанного во вступительной части, влечет за собой то, что связи между минеральными волокнами и/или связи между внешней стороной трубчатой оболочки и листовым материалом в рассматриваемой зоне изменяются таким образом, что трубчатая оболочка на конкретном участке становится легко сгибаемой, но она сохраняет свою жесткость поперек остальной части длины трубчатой оболочки. В результате того, что волокна в применяемой трубчатой оболочке ориентированы в плоскостях перпендикулярно к продольной оси трубчатой оболочки, трубчатая оболочка обладает высокой стойкостью в радиальном направлении и даже после обработки описанным способом трубчатая оболочка имеет значительную стойкость к такой деформации в конкретной области и, следовательно, достигается удовлетворительная изоляция трубопровода в зоне изгиба.
Таким образом, настоящее изобретение имеет преимущество в том, что можно применять трубчатые оболочки, которые при соответствующем выборе плотности для трубчатого элемента из минеральных волокон, количества и типа связующего вещества для связи минеральных волокон и листового материала имеют требуемую жесткость для их транспортировки, в то же время достигается такая их сгибаемость во время изоляции изгибов, что легко получают хорошую изоляцию на изгибах трубопровода.
Следовательно, достаточно применять один тип трубчатой оболочки для изоляции прямых трубопроводов и изгибов.
Трубчатые оболочки, применяемые в способе согласно настоящему изобретению, состоят предпочтительно из блока кольцевых аксиально шлифованных дисков, таким образом следуя такой обработке, можно достичь особенно большой сгибаемости.
Такие трубчатые оболочки можно приготовить, если взять стопку листов минеральных волокон, ориентированных по существу в плоскостях, параллельных сторонам листов, и одновременно нарезать множество кольцевых дисков, соответствующих количеству листов минеральных волокон, при помощи ленточной или струнной пилы в направлении движения, которое по существу перпендикулярно к основным поверхностям листов минеральных волокон.
При нарезании кольцевых дисков описанным способом вместо, например, штамповки их из отдельных листов минеральных волокон (конкретные требования к прочности листов минеральных волокон отсутствуют) можно применять листы минеральных волокон, имеющие плотность, которая является оптимальной по отношению к изолирующей способности. Таким образом, можно применять листы минеральных волокон, имеющие низкую плотность, например, 20 кг/м3. Предпочтительно применяют листы минеральных волокон, имеющие плотность 20-120 кг/м3. Для изоляции трубопроводов, предназначенных для транспортировки среды, имеющей температуру примерно 60oC, оптимальная изолирующая способность достигается, если применяют диски из минеральных волокон, имеющих плотность 50-60 кг/м3.
Соответственно, трубчатый элемент состоит из свободно примыкающих дисков, но если это потребуется, то их можно склеить вместе, чтобы они составляли единый элемент.
Листы из минеральных волокон, применяемые для изготовления кольцевых дисков или трубчатого элемента, представляют собой листы, полученные путем "маятникового" сгибания до продольного и вертикального сжатия, при котором отношение продольного сжатия составляет предпочтительно от 2:1 до 10:1, таким образом получают диски или трубчатый элемент, имеющие оптимальную комбинацию прочности и изолирующей способности.
До приклеивания листового материала на внешней стороне блока кольцевых дисков или трубчатого элемента блок или трубчатый элемент сжимают предпочтительно в продольном направлении до такой степени, что длина уменьшается на 20%.
В результате такого сжатия жесткость конечной трубчатой оболочки увеличивается без изменения ее способности к сгибанию после описанной обработки.
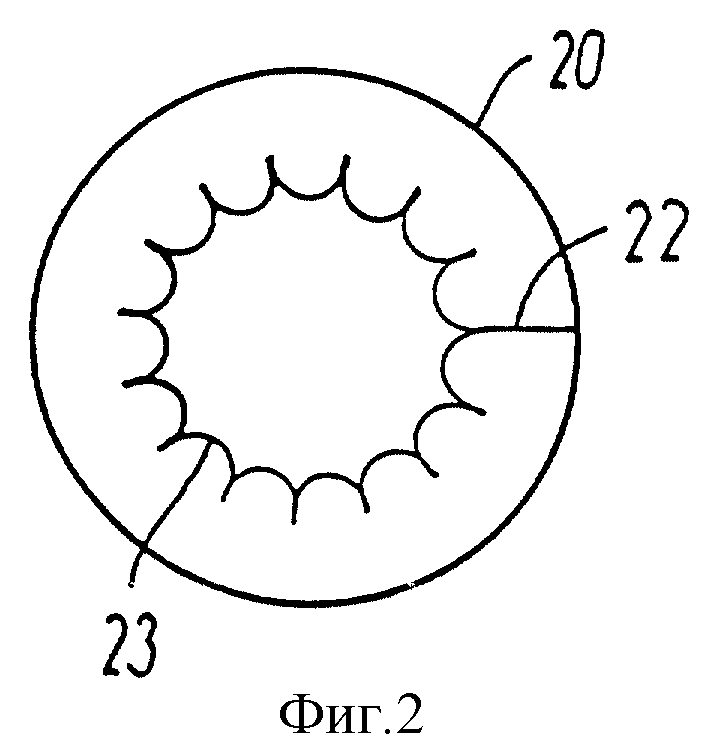
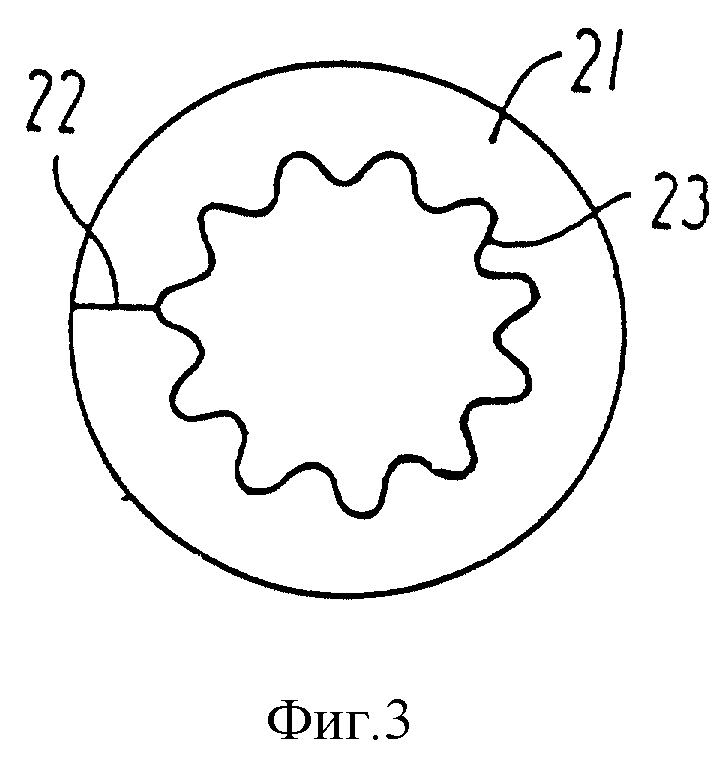
Отверстие в центре изолирующих дисков может быть круглым и иметь диаметр, соответствующий диаметру изолируемого трубопровода. Однако возможно будет целесообразно выполнить отверстие такой формы, чтобы трубчатую оболочку, состоящую из изолирующих дисков, можно было использовать для изоляции трубопроводов, имеющих различные диаметры, например трубопроводов, имеющих диаметр, изменяющийся между 21 мм и 27 мм.
На внутренней стороне отверстия можно образовать, например, радиально направленные внутрь выступы, имеющие такую гибкость, чтобы их можно было применять в трубопроводах различного диаметра и в то же время обеспечить фиксирование агрегатной трубчатой оболочки относительно трубопровода, который необходимо изолировать.
После изготовления трубчатого элемента в форме блока кольцевых изолирующих дисков блок предпочтительно обертывают листовым материалом, при этом устанавливая его на общую оправку для поддержания правильной ориентации дисков и упрощения манипулирования с множеством дисков, из которых должна образовываться трубчатая оболочка. Таким образом, кольца, образованные резанием, можно вытолкнуть из стопки как сборочный элемент и разместить коаксиально для последующего обертывания листовым материалом, например алюминиевой фольгой. Также можно расположить рядом несколько комплектов нарезанных колец для образования трубчатых оболочек требуемой длины, причем даже очень значительной длины.
Листовым материалом предпочтительно является фольга, например металлическая фольга, алюминиевая фольга, имеющая толщину 15-35 мкм, например 20 мкм. Особенно хорошая прочность достигается при использовании усиленной алюминиевой фольги. Когда листовым материалом является фольга, то ее прикрепляют преимущественно к внешней стороне блока изолирующих дисков при помощи связующего вещества, предпочтительно термопластичного связующего вещества, содержащего, например, полиэтилен. В этом случае крепление фольги может достигаться с использованием фольги, покрытой связующим веществом, и нагрева фольги в соединении с ее нанесением на блок изолирующих дисков. Особенно хорошее сцепление фольги достигается за счет механического прижатия нагретой фольги к внешней стороне блока изолирующих дисков. Таким образом связующее вещество впрессовывается в волокнистый изолирующий материал. Особенно предпочтительно применять связующее вещество, которое приклеивается при комнатной температуре.
Однако можно также применять неорганическое связующее вещество, например, силикатное связующее вещество. Вместо металлической фольги можно применять бумагу. Листовой материал необязательно следует прикреплять к дискам посредством полного склеивания, поскольку будет достаточно приклеить его по продольно проходящим полоскам. Особенно хороший результат достигается с продольно проходящими широкими полосами термопластичного связующего вещества, покрывающего примерно 80% внешней стороны трубчатого элемента.
Предпочтительно листовой материал может быть гладким, но он также может быть рифленым с чередующимися выступами и выемками, проходящими перпендикулярно к продольной оси трубчатой оболочки.
Дальше настоящее изобретение будет описано более подробно со ссылкой на чертежи, на которых:
Фиг. 1 - вид в перспективе трубчатой оболочки для применения в способе согласно настоящему изобретению с частично удаленным листовым материалом, и
Фиг. 2 - 3 представляют вид в разрезе кольцевых дисков из минеральных волокон, имеющих отверстия различной формы.
Фиг. 1 показывает трубчатую оболочку, состоящую из блока кольцевых изолирующих дисков 1 из минеральных волокон, причем блок на одной стороне имеет первую сквозную зону резания 2, а на другой стороне имеет вторую несквозную зону резания 3, последняя служит для упрощения открывания трубчатой оболочки, когда ее должны устанавливать на трубопроводе.
Блок изолирующих дисков обернут листовым материалом 4, например алюминиевой фольгой, которая приклеена к внешней стороне блока, при помощи клея /не показан/. Часть листового материала 4, проходящая вдоль сквозной зоны резания 2, имеет удлинитель 5, который служит в качестве перекрывающей зоны после установки трубчатой оболочки на трубопроводе, которая необходима для изоляции и которая снабжена, например, самоприклеивающейся полоской с клеем.
Фигуры 2 и 3 показывают кольцевые изолирующие диски 20, 21 соответственно, имеющие аксиально расположенные зоны резания 22. Внутренняя сторона изолирующих дисков снабжена радиально направленными внутрь упругими выступами 23, необходимыми для изоляции трубопроводов, имеющих различные диаметры.
Вырезанные центральные части можно использовать для вырезания других трубчатых оболочек, имеющих наружный диаметр, соответствующий наружному диаметру центральных частей. В этом случае необходимо удалить любые радиальные выступы на внешней стороне центральных частей.
Изобретение относится к изоляции трубопровода трубчатой оболочкой. Оболочку, содержащую радиально шлифованный трубчатый элемент из связанных минеральных волокон, ориентированных по существу в плоскостях, перпендикулярных продольной оси трубчатого элемента, и листовой материал, который прикрепляют клеем к внешней стороне трубчатого элемента, размещают так, что она окружает трубопровод, причем трубчатую оболочку до ее установки на трубопроводе попеременно сжимают и растягивают в аксиальном направлении в зоне, в которой трубчатая оболочка должна изолировать изгиб на трубопроводе. Техническим результатом изобретения является обеспечение изоляции изогнутых участков трубопровобовода. 5 з.п.ф-лы, 3 ил.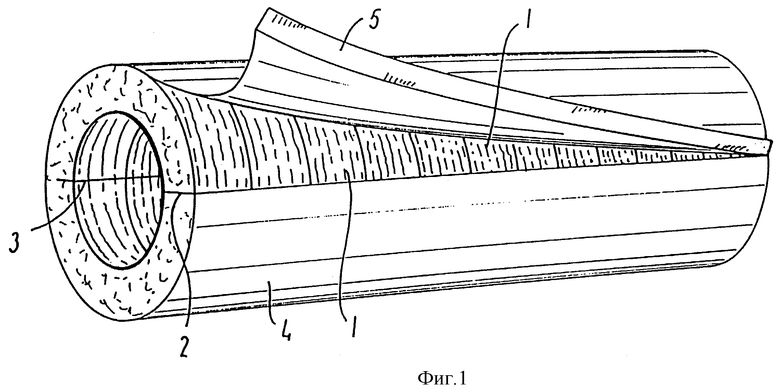
| 0 |
|
SU157627A1 | |
| ОБОЛОЧКА ДЛЯ ТЕПЛОВОЙ ИЗОЛЯЦИИ КРИВОЛИНЕЙНЫХ УЧАСТКОВ ТРУБОПРОВОДОВ | 0 |
|
SU248402A1 |
| Устройство для изготовления полуцилиндрических теплоизоляционных изделий | 1952 |
|
SU97561A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ВЫРЕЗАНИЯ ЗАГОТОВОК ПОЛУКРУГЛОГО СЕЧЕНИЯ | 0 |
|
SU358141A1 |
| JP 6137485 A, 17.05.1994 | |||
| 0 |
|
SU159941A1 | |

