Изобретение относится к области контроля свойств материалов с помощью методов магнитных измерений.
Уплотняемость порошка определяется как его способность приобретать определенную плотность при прессовании, а формуемость порошка определяется как его способность сохранять форму после уплотнения при минимальном давлении прессования, при котором отсутствует осыпание кромок на прессовке [1, с. 164-165]. Эти два свойства совместно характеризуют прессуемость порошка.
Известны способы определения уплотняемости и формуемости порошков, установленные ГОСТ 25280 [2]. Способ определения уплотняемости заключается в измерении плотности прессовок, изготовленных при шести заданных давлениях прессования, причем уплотняемость порошка представляется в виде таблицы или диаграммы зависимости плотности прессовок от давления. Способ определения формуемости заключается в определении граничного значения плотности, при которой прессовки после извлечения из пресс-формы не осыпаются. Прессовки изготавливаются в специальной пресс-форме, обеспечивающей заданное изменение давления прессования по длине прессовки. Для определения граничного значения плотности измеряют расстояние от торца прессовки с наибольшим усилием прессования до начала осыпания кромок прессовки. По величине измеренного расстояния, используя специальную графическую зависимость изменения пористости прессовки для данной пресс-формы, определяют значение пористости, при которой прессовка не осыпается. Граничное значение плотности рассчитывают, исходя из найденного значения пористости и дополнительно измеренной плотности материала порошка. Основной недостаток указанных способов заключается в их трудоемкости и, следовательно, низкой производительности. В способе определения уплотняемости требуется произвести измерение плотностей шести прессовок, что связано с длительным измерением массы и объема прессовок методом гидростатического взвешивания (ГОСТ 25281). Представление результатов контроля в виде таблиц и диаграмм затрудняет обработку результатов на ЭВМ. Трудоемкость способа определения формуемости связана с определением пористости прессовки и плотности материала порошка. Учитывая, что за результаты измерений в данных способах принимают среднее арифметическое значение результатов трех испытаний, низкая производительность ограничивает возможности применения данных способов в системах оперативного технологического контроля порошков. Кроме того, ввиду применения различных пресс-форм, данные способы нельзя реализовать совместно.
Наиболее близким по технической сущности к предложенному способу является способ определения коэффициента прессуемости ферромагнитных порошков [3], заключающийся в том, что односторонне спрессованный образец и пробу магнитного порошка намагничивают до насыщения, измеряют намагниченности насыщения пробы порошка и двух зон, расположенных с противоположных концов опрессованного образца на расстоянии, равном величине зазора между полюсом магнитной системы и образцом, а коэффициент прессуемости рассчитывают по соответствующей формуле. Коэффициент прессуемости характеризует отношение плотностей нижней и верхней зон односторонне опрессованного образца, и с его помощью можно оценить относительное изменение плотности прессовки при прессовании. Однако оценка уплотняемости по коэффициенту прессуемости не соответствует требованию ГОСТ [2] к оценке уплотняемости по зависимости плотности прессовки от давления прессования, что затрудняет сравнение результатов контроля уплотняемостей, полученных способами [2] и [3]. Кроме того данный способ не позволяет определить формуемость порошка, которая совместно с уплотняемостью является составной частью характеристики прессуемости [1]. Это снижает достоверность контроля прессуемости порошка по коэффициенту прессуемости.
Целью предлагаемого изобретения является повышение достоверности и производительности определения уплотняемости и формуемости. Поставленная цель достигается тем, что в способе, включающем намагничивание до насыщения односторонне опрессованного образца и пробы магнитного порошка, измерение намагниченностей насыщения пробы порошка и двух зон с концов опрессованного образца, одна из которых расположена со стороны приложения давления, а другая с противоположной ей стороны, на расстоянии, равном величине зазора между полюсом магнитной системы и образцом, дополнительно измеряют насыпную плотность магнитного порошка, расстояние от плоскости приложения давления до ближайшего места осыпания кромок образца и намагниченность насыщения зоны со стороны приложения давления второго образца, односторонне опрессованного с меньшим давлением прессования, чем первый образец, при этом уплотняемость представляют зависимостью плотности прессовки от давления по формуле
где 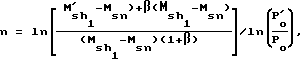
γh - плотность образца на расстоянии h от плоскости приложения давления;
γнас - насыпная плотность магнитного порошка;
Ph - давление на расстоянии h от плоскости приложения давления прессования;
P0 - давление прессования первого образца;
P'0 - давление прессования второго образца, P'0 < P0;
Msn - намагниченность насыщения порошка; - намагниченности насыщения зон на противоположных концах первого образца;
- намагниченности насыщения зон на противоположных концах первого образца; - намагниченность насыщения зоны второго образца на расстоянии h1 от плоскости приложения давления;
- намагниченность насыщения зоны второго образца на расстоянии h1 от плоскости приложения давления;
h1, h2 - расстояние от плоскости приложения давления до центров контролируемых зон образцов; h1 = b + c/2; h2 = l - (b + c/2);
l - длина первого образца;
b - величина зазора между полюсом магнитной системы и образцом;
c - ширина потокочувствительных элементов;
а граничное значение плотности, характеризующее формуемость, рассчитывают по формуле
где hг - расстояние от плоскости приложения давления до ближайшего места осыпания кромок первого образца.
В основу предлагаемого способа положены зависимости изменения давления прессования, плотности и намагниченности насыщения в односторонне опрессованном образце.
Изменение давления прессования по высоте прессовки описывается уравнением [4, с. 142]
где Ph - давление прессования на расстоянии h от плоскости приложения давления;
P0 - исходное давление прессования;
m - произведение бокового распора на коэффициент трения порошка о стенки пресс-формы;
Rг - отношение площади сечения прессовки к периметру; d = m/Rг; e - основание натурального логарифма.
Изменение плотности в односторонне опрессованном образце, учитывая, что при Ph = 0 плотность образца равна насыпной плотности порошка, описывается уравнением [5, с. 46]
где γh - плотность образца на расстоянии h от плотности приложения давления;
γв - плотность верхней зоны (зоны приложения давления) односторонне опрессованного образца;
γнас - насыпная плотность порошка;
n - экспериментально определенная постоянная;
α = nm/Rг = nd.
Домножив правую и левую части уравнения (2) на удельную намагниченность насыщения порошка σsп, получают уравнение, описывающее изменение намагниченности насыщения в образце [3]
Msh= (Msв-Msп)·e-αh+Msп, (3)
где Msh - намагниченность насыщения на расстоянии h от плоскости приложения давления;
Msп - намагниченность насыщения порошка;
Msв - намагниченность насыщения верхней зоны прессовки в месте приложения исходного давления прессования P0.
Для намагниченностей насыщения  двух зон, расположенных с противоположных концов односторонне опрессованного образца на расстоянии h1 и h2 от плоскости приложения давления, причем h1 < h2, по уравнению (3) составим систему уравнений по аналогии с [3]
двух зон, расположенных с противоположных концов односторонне опрессованного образца на расстоянии h1 и h2 от плоскости приложения давления, причем h1 < h2, по уравнению (3) составим систему уравнений по аналогии с [3]
Расстояния h1 и h2 от плоскости приложения давления до центров контролируемых зон на образце определяют по уравнениям [3] h1 = b + c/2; h2 = l - (b + c/2), где l - длина образца; b - величина зазора между полюсом системы и образцом; c - ширина потокочувствительных элементов.
Решив систему (4), найдем следующие выражения:

Подставляя выражение (6) в (5), получим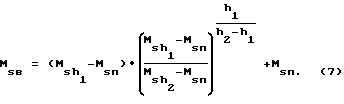
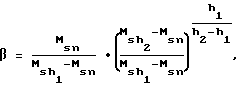
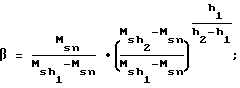
Введем обозначение, как и в [3]:
Используя обозначение (8), выражение (7) можно представить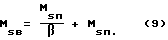
После очевидных преобразований получим выражение для определения намагниченности насыщения верхней зоны образца
Так как отношение плотностей зон прессовок пропорционально отношению намагниченностей насыщения, то, зная намагниченность насыщения верхней зоны MsВ и измерив насыпную плотность и намагниченность насыщения порошка, плотность верхней зоны образца можно найти из выражения
Подставляя выражение (11) в (2), получим уравнение
Подставляя в уравнение (12) выражения (6) и (10), получим
По уравнению (13) можно рассчитать граничное значение плотности  , при которой прессовка не осыпается, характеризующее формуемость, подставляя в него измеренное расстояние hг от плоскости приложения давления до ближайшего места осыпания кромок образца:
, при которой прессовка не осыпается, характеризующее формуемость, подставляя в него измеренное расстояние hг от плоскости приложения давления до ближайшего места осыпания кромок образца:
Таким образом, по уравнению (14) с учетом выражения (8), используя дополнительно к результатам измерения  , Msn результаты измерения hг и γнас, можно рассчитать граничное значение плотности
, Msn результаты измерения hг и γнас, можно рассчитать граничное значение плотности  при которой прессовка не осыпается, характеризующее формуемость.
при которой прессовка не осыпается, характеризующее формуемость.
Для получения уравнения, описывающего зависимость плотности прессовки от давления, характеризующего уплотняемость, рассмотрим совместное решение уравнений (1) и (12). Из уравнения (1) получим выражение
подставляя которое в (12), получим зависимость
Как следует из уравнений (1) и (2), отношение α/d = n. Тогда зависимость (16) примет вид
Подставляя в (17) выражение (10), после преобразований получим
Для определения постоянной n используем результаты измерения намагниченности насыщения  на расстоянии h1 от плоскости приложения давления у второго образца, полученного при давлении прессования P'0 < P0. По уравнению (5) можно рассчитать величину намагниченности насыщения M'SВ верхней зоны второго образца, соответствующее давлению прессования P'0:
на расстоянии h1 от плоскости приложения давления у второго образца, полученного при давлении прессования P'0 < P0. По уравнению (5) можно рассчитать величину намагниченности насыщения M'SВ верхней зоны второго образца, соответствующее давлению прессования P'0:
Подставляя выражение (6) в (19), получим:
Используя выражение (8), уравнение (20) можно записать
После преобразования получим
Постоянную n найдем следующим образом. Известно [4, с. 154], что отношение плотностей различных зон прессовок пропорционально отношению давлений прессования в этих зонах и коэффициентом пропорциональности является постоянная n. Например, для плотностей верхних зон, первого γв и второго γв′ образцов и соответствующих им давлений прессования P0 и P'0 можно записать
Так как отношение плотностей верхних зон образцов равно отношению их намагниченностей насыщения, то из уравнения (23) следует:
Отсюда получим выражение:
Подставляя в (25) зависимости (10) и (22), получим выражение для расчета постоянной n:
Таким образом, по уравнению (18) с учетом выражений (8) и (26) можно рассчитать зависимость плотности прессовки γh от давления Ph или относительного давления Ph/P0, характеризующую уплотняемость.
Предлагаемый способ по сравнению со способом [3] позволяет оценить прессуемость магнитных порошков по совокупности двух характеристик: уплотняемости и формуемости, что соответствует требованиям ГОСТ и позволяет проводить сравнительный анализ оценок уплотняемости и формуемости, полученных способом [2] . Таким образом, предлагаемый способ по сравнению со способом [3] имеет большую достоверность контроля прессуемости, т.к. при одинаковой погрешности измерения магнитных параметров прессовок предлагаемый способ позволяет оценить прессуемость по двум характеристикам: уплотняемости и формуемости. По сравнению со способом [2] предлагаемый способ имеет более высокую производительность за счет совмещения операций контроля уплотняемости и формуемости, т. к. требует применения только одной пресс-формы, определяет уплотняемость и формуемость по результатам контроля двух, а не семи прессовок и позволяет обрабатывать результаты измерений на ЭВМ.
Предлагаемый способ реализуется следующим образом. Измерение намагниченностей насыщения  и Msn производят с помощью схемы измерения, приведенной в [3]. При этом в зазор магнитной системы поочередно помещают односторонне спрессованные образцы и пробу магнитного порошка и намагничивают до насыщения. С четырех потокочувствительных элементов, расположенных, соответственно, на расстояниях h1 и h2 от плоскости приложения давления, над пробой порошка и в свободной зоне зазора магнитной системы, на входы вычитающего устройства подаются сигналы, пропорциональные, соответственно, магнитным индукциям
и Msn производят с помощью схемы измерения, приведенной в [3]. При этом в зазор магнитной системы поочередно помещают односторонне спрессованные образцы и пробу магнитного порошка и намагничивают до насыщения. С четырех потокочувствительных элементов, расположенных, соответственно, на расстояниях h1 и h2 от плоскости приложения давления, над пробой порошка и в свободной зоне зазора магнитной системы, на входы вычитающего устройства подаются сигналы, пропорциональные, соответственно, магнитным индукциям  в исследуемых зонах образцов, магнитной индукции пробы порошка Bn и магнитной индукции в зазоре B0, причем последний сигнал вычитается из остальных. В результате на выход вычитающего устройства поступают сигналы, пропорциональные намагниченностям насыщения
в исследуемых зонах образцов, магнитной индукции пробы порошка Bn и магнитной индукции в зазоре B0, причем последний сигнал вычитается из остальных. В результате на выход вычитающего устройства поступают сигналы, пропорциональные намагниченностям насыщения  исследуемых зон образцов и намагниченностей насыщения порошка Msn.
исследуемых зон образцов и намагниченностей насыщения порошка Msn.
Насыпную плотность порошка γнас измеряют с помощью устройства для контроля сыпучести и насыпной плотности порошковых материалов [6]. Расстояние от плоскости приложения давления до ближайшего места осыпания кромок первого образца определяют в соответствии с требованиями [2]: осмотр кромок прессовки для обнаружения места осыпания производят с помощью лупы с увеличением 2х, а расстояние hг от плоскости приложения давления до места осыпания кромок измеряют с помощью линейки. По результатам проведенных измерений рассчитывают по формуле (18) зависимость плотности прессовки от давления, характеризующую уплотняемость, и по формуле (14) граничное значение плотности  характеризующее формуемость.
характеризующее формуемость.
Пример. Определение уплотняемости и формуемости ферритовых порошков. Методом одностороннего прессования при давлениях 200 МПа и 180 МПа получили два односторонне отпрессованных образца длиной l = 30 мм. Первый образец, отпрессованный при давлении 200 МПа, и пробу порошка с насыпной плотностью γнас = 1,11 г/см3 намагнитили до насыщения в зазоре намагничивающего устройства. В качестве потокочувствительных элементов использовали катушки поля шириной c = 5 мм. Величина зазора между образцом и полюсом магнитной системы b = 1,5 мм. Расстояния h1 = 4 мм, h2 = 26 мм. Измеренные значения намагниченностей насыщения равны  = 50 кА/м,
= 50 кА/м,  = 40 кА/м, Msn = 18 кА/м. Аналогичны образом измерили намагниченность насыщения у второго образца
= 40 кА/м, Msn = 18 кА/м. Аналогичны образом измерили намагниченность насыщения у второго образца  = 45 кА/м.
= 45 кА/м.
Расчет зависимости прессовки от давления прессования провели по формулам (18), (8) и (26). В качестве аргумента использована величина относительного давления прессования Ph/P0, причем числовые значения относительного давления прессования соответствуют ряду изменения давления по способу [2]. В таблице приведены результаты расчета зависимости плотности прессовки от давления прессования, характеризующей уплотняемость;
Для определения формуемости измерили расстояние от плоскости приложения давления до ближайшего места осыпания кромок первого образца hг = 23 мм. По формуле (14) рассчитали граничное значение плотности  = 2,53 г/см3, характеризующее формуемость.
= 2,53 г/см3, характеризующее формуемость.
Литература
1. Диагностика металлических порошков / В.Я. Буланов, Л.И. Квайтер, Т.В. Довгаль и др. М.: Наука, 1983. - 287 с.
2. ГОСТ 25280 Металлургия порошковая. Методы определения уплотняемости и формуемости. Издательство стандартов.
3. А.с. 1226370 (СССР) Способ определения коэффициента прессуемости ферромагнитных порошков / Г.И. Гладков, Ю.В. Селезнев, А.К. Сущев, А.Я. Чернокоз - БИ N 15, 1986.
4. Попильский Р.Я., Кондрашев Ф.В. Прессование керамических порошков. М. : Металлургия, 1968. - 272 с.
5. Вязников Н.Ф., Ермаков С.С. Металлокерамические материалы и изделия. Л.: Машиностроение, 1967. - 224 с.
6. А.с. 1068773 (СССР) Устройство для контроля сыпучести и насыпной плотности порошковых материалов / Г.И. Гладков, А.К. Сущев, А.Я. Чернокоз - Опубл. В БИ, 1984, N 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения коэффициента прессуемости ферромагнитных порошков | 1984 |
|
SU1226370A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2225280C2 |
| Способ контроля плотности прессовки из порошков двуокиси урана | 1980 |
|
SU873024A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВОГО ПОРОШКА | 2008 |
|
RU2370341C1 |
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
| Способ изготовления спеченных изделий из железохромистых композиций | 1982 |
|
SU1044433A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 2007 |
|
RU2349420C2 |

Изобретение относится к области контроля свойств материалов с помощью методов магнитных измерений. Технический результат: повышение достоверности и производительности контроля прессуемости магнитных порошков. Уплотняемость и формуемость рассчитываются по результатам измерения намагниченностей насыщения конечных зон двух образцов, односторонне отпрессованных при различных давлениях прессования, намагниченности насыщения и насыпной плотности порошка, и координаты места осыпания кромок односторонне отпрессованного образца. 1 табл.
Способ определения уплотняемости и формуемости магнитных порошков, включающий намагничивание до насыщения односторонне опрессованного образца и пробы магнитного порошка, измерение намагниченностей насыщения пробы порошка и двух зон с концов опрессованного образца, одна из которых расположена со стороны приложения давления, а другая с противоположной ей стороны, на расстоянии, равном величине зазора между полюсом магнитной системы и образцом, отличающийся тем, что дополнительно измеряют насыпную плотность магнитного порошка, расстояние от плоскости приложения давления до ближайшего места осыпания кромок образца и намагниченность насыщения зоны со стороны приложения давления второго образца, односторонне опрессованного с меньшим давлением прессования, чем первый образец, при этом уплотняемость представляют зависимостью плотности прессовки от давления по формуле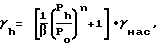
где 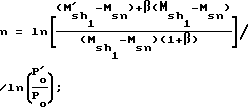
γh - плотность образца на расстоянии h от плоскости приложения давления;
γнас - насыпная плотность магнитного порошка;
Ph - давление на расстоянии h от плоскости приложения давления прессования;
P0 - давление прессования первого образца;
P'0 - давление прессования второго образца, P'0 < P0;
Msn - намагниченность насыщения порошка; - намагниченности насыщения зон на противоположных концах первого образца;
- намагниченности насыщения зон на противоположных концах первого образца; - намагниченность насыщения зоны второго образца на расстоянии h1 от плоскости приложения давления;
- намагниченность насыщения зоны второго образца на расстоянии h1 от плоскости приложения давления;
h1, h2 - расстояние от плоскости приложения давления до центров контролируемых зон образцов; h1 = b + c/2; h2 = 1 - (b + c/2);
l - длина первого образца;
b - величина зазора между полюсом магнитной системы и образцом;
c - ширина потокочувствительных элементов,
а граничное значение плотности, характеризующее формуемость, рассчитывают по формуле
где hr - расстояние от плоскости приложения давления до ближайшего места осыпания кромок первого образца.
| Способ определения коэффициента прессуемости ферромагнитных порошков | 1984 |
|
SU1226370A1 |
| Дальномер-высотомер | 1931 |
|
SU25280A1 |
| Металлургия порошковая | |||
| Методы определения уплотняемости и формуемости | |||
| - Изд-во стандартов, 1982, с.1-7 | |||
| Торфяная канавная машина | 1933 |
|
SU40323A1 |
