2. Устройство для прессования труб чагых заготовок из порошка, содержащее , составную матрицу, стержень для оформления отверстия и пуансоны, установленные с возможностью перемещения в направлении, перпендикулярном оси стержня, отличающееся тем, что оно
снабжено подкладкой, вьтолненноЙ с рифлениями, пазом с профилем, соответ- .ствукицим прс)филю стержня, и с поднутрениями, расположенными с обеих сторон паза, причем паз выполнен на рабочей поверхности подкладки, а последняя установлена с возможностью перемещения.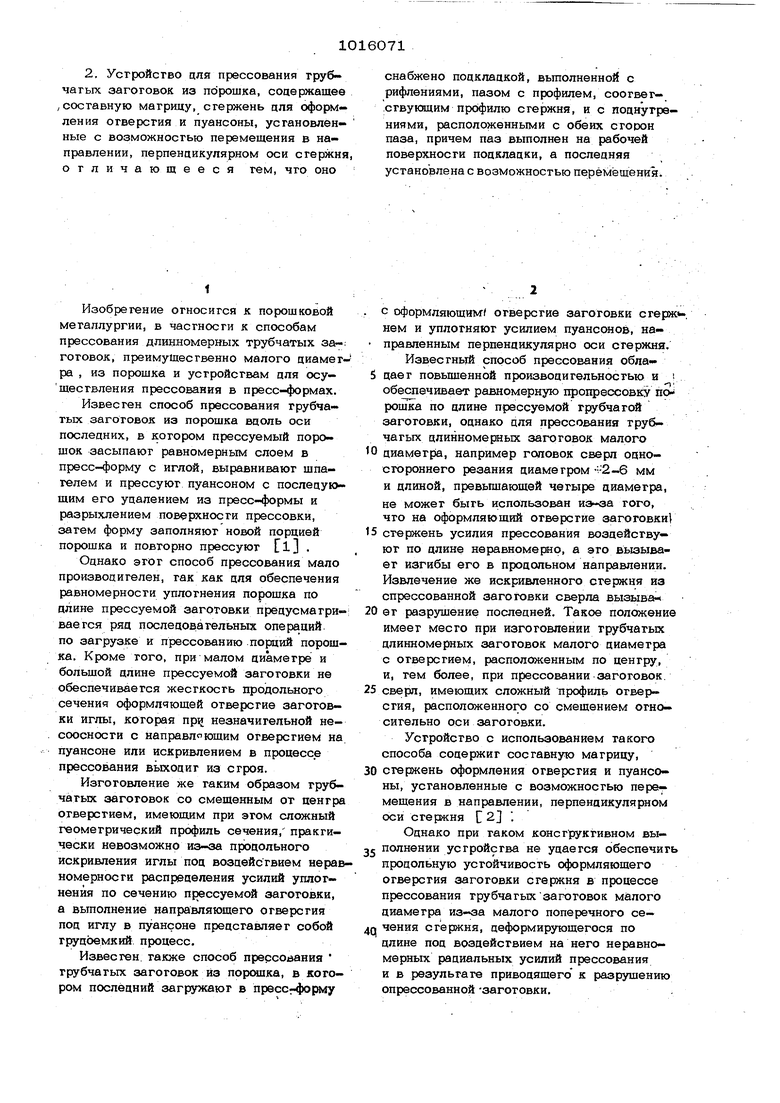

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок сверл глубокого сверления с V-образным пазом | 1984 |
|
SU1398983A1 |
| Способ прессования изделий сложного профиля с плоскопараллельными боковыми сторонами | 1984 |
|
SU1158291A1 |
| Пресс-форма для прессования сложнопрофильных фасонных изделий | 1987 |
|
SU1437146A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ СТЕРЖНЕЙ | 1999 |
|
RU2170159C2 |
| Пресс-форма для прессования порошков | 1978 |
|
SU791460A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ДЛЯ ПОЛУЧЕНИЯ КОНЦЕВОГО ИНСТРУМЕНТА | 2004 |
|
RU2275988C2 |
| Способ прессования изделий из порошка | 1987 |
|
SU1519842A1 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| Способ прессования полых заготовок из порошков и устройство для его осуществления | 1990 |
|
SU1694346A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |

1. Способ прессования трубчатых . ; заготовок из порошка, включа1 йй раэ мешение в пресс-форме оформляющего отверстие стержня, загрузку порошка и его уплотнение усилием пуансона, направленным перпендикулярно оси стержня / о т л и ч а ю ш и и с я тем, что, с целью расширения технологических возможностей и повьпиения качества заго- .товок, размещение стержня проводят на опорной подкладке, загрузку порошка и уплотнение осуществляют в две стадии, причем на первой стадии проводят уп- лотнение части загруясенного порошка на опорной подкладке с последующим удалё нивм последней и однрвремешолм лением прилегающей к подкладке поверхности уплотненной части, а на второй стадии осуществляют уйлотнение ос тал t ного порошка на спрессованной части за Готовки с опорой стержня на пуансон. J.
Изобретение относится к порошковой металлургии, в частности к способам прессования длинномерных трубчатых за-готовок, преимущественно малого диаметра , из порошка и устройствам для осушествления прессования в пресс-формах.
Известен способ прессования трубчатых заготовок из порошка вдоль оси последних, в котором прессуемый порошок засыпают равномерным слоем в пресс-форму с иглой, выравнивают шпателем и прессуют пуансоном с последукущим его удалением из пресс-формы и разрыхлением поверхности прессовки, затем форму заполняют новой порцией порошка и повторно прессуют Clj
Однако этот способ прессования мало произвопителен, так как для обеспечения равномерности уплотнения порошка по длине прессуемой заготовки предусматривается ряд последовательных операций, по загрузке и прессованию порций порошка. Кроме того, при малом диаметре и большой длине прессуемой заготовки не обеспечивается жесткость продольного сечения оформляющей отверстие заготовки иглы, которая пр незначительной несоосности с направляющим отверстием на пуансоне или искривлением в процессе прессования вьгходит из строя.
Изготовление же таким образом трубчатых заготовок со смещенным от центра отверстием, имеющим при этом сложный геометрический профиль сечения, практически невозможно из-за продольного искривления иглы под воздействием неравномерности распределения усилий уплотнения по сечению прессуемой заготовки, а вьтолнение направляющего отверстия под иглу в пуансоне представляет собой трудоемкий процесс.
Известен также способ прессования трубчатьпс заготовок из порошка, в котором последний загружают в пресст рму
. с оформляющим отверстие заготовки стержнем и уплотняют усилием пуансонов, на правленным перпендикулярно оси стержня. Известньтй способ прессования обладает повьш1енной производительностью и обеспечивает равномерную пропрессовку ncv рошка по длине прессуемой трубчатой заготовки, однако для прессования трубчатых длинномерных заготовок малого
10 диаметра, например головок сверл одностороннего резания диаметром --2-6 мм и длиной, превьпиающей четыре диаметра, не может быть использован из-за того, что на оформляющий отверстие заготовки
15 стержень усилия прессования воздействуют по длине неравномерно, а это вызывает изгибы его в продольном направлении. Извлечение же искривленного стержня из спрессованной заготовки сверла вызывав
20 ет разрушение последней. Такое положени имеет место при изготовлении трубчатых длинномерных заготовок малого диаметра с отверстием, расположенным по центру, и, тем более, при прессовании заготовок.
25 сверл, имеющих сложный профиль отверстия, расположенного со смещением относительно оси заготовки.
Устройство с использованием такого способа содержит составную матрицу,
30 стержень оформления отверстия и пуансоны, установленные с возможностью перемещения в направлении, перпендикулярном оси стержня С 2 .
Однако при таком конструкгивном вы-
эг полнении устройства не удается обеспечит продольную устойчивость оформляющего отверстия заготовки стержня в процессе прессования трубчатыхзаготовок малого диаметра из-за малого поперечного се-
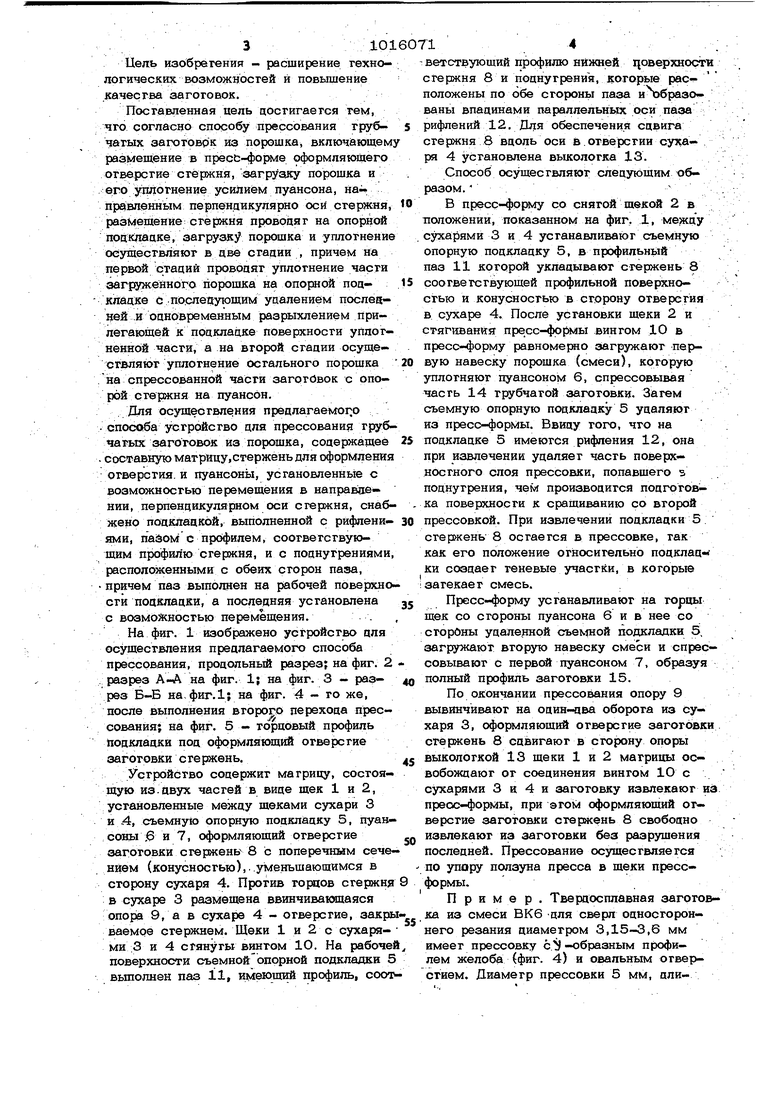
дп чения стержня, деформирующегося по длине под воздействием на него неравномерных радиальных усилий прессования и в результате приводящего к разрушению опрессованной-заготовки. .3101 Цель изобрегения - расширение технопогически.х возможностей и повышение качества заготовок. Поставленная цель достигавтся тем, ЧТО согласно способу прессования трубчатых заготовок из порошка, включ1ающем раа1ме1цение в пресь-форме оформляющего отверстие стержня, загрузку порошка и его уплотнение усилием пуансона, на правленным перпендикулярно оси стержня, размещение стермсня проводят на опорной подкладке, загрузку порошка и уплотнение оеугцествпяют в две стадии , причем на первой стадий проводят уплотнение части загр ужейного порошка на опорной под- кладке споследующим удалением послев- ней .и одновременным разрыхлением прилегающей к подкладке поверхности уплотненной части, а на второй стадии осуществляют уплотнение остального порошка на спрессованной части заготовок с опорой стержня на пуансон. Для осуществления предлагаемого способа устройство для прессования трубчатых заготовок из порошка, содержащее составную матрицу,стержень для оформления отверстия, и пуансоны, установленные с возможностью перемещения в направпении, перпендикулярном оси стержня, снабжено подкладкой, выполненной с рифленилми, пазом с профилем, соответствующим профилю стержня, и с поднутрениями расположенными с обеих сторон паза, причем паз выполнен на рабочей поверхно сти поцкладки, а последняя установлена с возмойсносгью перемещения. На фиг. 1 изображено устройство для осуществления предлагаемого способа прессования, продеттьный разрез; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на.фиг.1; на фиг. 4 - то же.
после выполнения второго перехода прессования; на Фиг. 5 - торцовый профиль йодкладки под оформляющий отверстие заготовки стержень.
Устройство содержит матрицу, состоящую из двух частей в виде щек 1 и 2, установленные между щеками сухари 3 и 4, съемную опорную подкладку 5, пуансоны ,6 и 7, оформляющий отверстие,. извлекают из заготовки без разрушения
заготовки стержень 8 с поперечным сече- последней. Прессование осуществляется нивм (конусностью),, уменьшающимся в- по упору ползуна пресса в щеки пресссторону сухаря 4. Против торцов стержня 9 формы.
в сухаре 3 размещена ввинчивающаяся Пример. Твердосплавная заготовопора 9, а в сухаре 4 - отверстие, закры- ка из смеси ВК6 для сверл односторонваемое стержнем. Шеки 1 и 2 с сухаря- него резания диаметром 3,15-3,6 мм
ми 3 и 4 стянуты винтом 10. На рабочей поверхности съемной опорной подкладки 5 въшолнен паз 11, имеющий профиль, соот
въшинчивают на один-два оборота из сухаря 3, оформляющий отверстие заготовки стержень 8 сдвигают в сторону опоры выколоткой 13 щеки 1 и 2 матрицы освобождают от соединения винтом 1О с сухарями 3 и 4 и заготовку извлекают из пресс-формы, при этом оформляющий отверстие заготовки стержень 8 свободно
имеет прессовку сУ -образным профилем желоба (фиг. 4) и овальным отверстием. Диаметр прессовки 5 мм, дли14ветствующий профилю нижней цоверхности стержня 8 и поднутрения, которые расположены по обе стороны паза и)бразованы впадинами параллельных оси паза рифлений 12. Лля обеспечения сдвига стержня 8 вдоль оси в отверстии сухаря 4 установлена выколотка 13. Способ осуществляют следукэщим образом. В пресс-форму со снятой щекой 2 в положении, показанном на фиг. 1, между сухарями 3 и 4 устанавливают съемную опорную подкладку 5, в профильный паз 11 которой укладывают стержень 8 соответствующей профильной поверхностью и конусностью в сторону отверстия в сухаре 4. После установки щеки 2 и стягиванйгя пресс-формы винтом 10 в пресс-форму равномерно загружают первую навеску порошка (смеси), которую уплотняют пуансоном 6, спрессовывая часть 14 трубчатой заготовки. Затем съемную опорную подкладку 5 удаляют из пресс-формы. Ввиду того, что на подкладке 5 имеются рифления 12, она при извлечении удаляет часть поверх- ностного слоя прессовки, попавщего s поднутрения, чем производится подготовка поверхности к сращиванию со второй прессовкой. При извлечении подкладки 5. стеркень 8 остается в прессовке, так как его положение относительно подклад-. ки создает теневые участки, в которые затекает смесь. Пресс-форму устанавливают на торцы щек со стороны пуансона бив нее со стороны удаленной съемной подкладки 5, загружают вторую навеску смеси и спрессовывают с первой пуансоном 7, образуя полный профиль заготовки 15. По окончании прессования опору 9 на 25 мм, площадь сечения 1,4 мм, заготовку прессуюг на гвдравлическом прессе мод. Д 2424 по преалагаемому способу. Во время прессования щеки пресс-формы сжимаюгся специальной струбциной. Масса первой (2,4 г), вгорой (1,1 г) навесок рассчитаны так, что обеспечивается одинаковая плотность обеих частей, равная 8,15 г/см. Малая глубина полости пресс-формы позволяет осуществлять равномерное распределение смеси по длине заготовки. Показателем точности расчета масс навесок (одинаковой плотности прессовок) является отсутствие колебания заготовки после спекания Способ позволяет получать длинномерные заготовки с отношением высоты к диаметру более 4, со сложным контуром наружных и внутренних поверхностей при равномерной плотности прессовок вдоль оси заготовки, так как высота прессовки в направлении приложения усилия прессования менее 0,25 длины заготовки. По сравнению с известными способами -- ----...1..,,.,. ,vr b ivjiri прессования длинномерных заготовок сложной формы предлагаемый способ обеспечиНОИ пЮПКЛТ Т ТТГ ЛГТ1ТйГ ол ч т-гй . л.ч,-. вает увеличение производительности труда и качества заготовок. В случае применения базового объек-i та и пресс-формы двухсгоронне го прес-/ сования вдоль оси заготовки с цилиндрической иглой (стерзкень), полученные по такой технологии твердосплавные заготовки имеют длину, не превьш1ающую -,„-,,,„ „„ аиаметров и одно цилиндрическое отверстие. Так, например, твердосплавное ОГн%ЗГм:гиА. I Я1Г uarrr uk. гч ,. изделие ВНИИТС к сверлам диаметром 3 мм (диаметр изделия 4,4 мм) имеет длину 14 мм и отверстие диаметром 1 мм. Требуемое для высокопроизводительного сверления и удаления стружки более интенсивным потоком смазочно-охлаждаюшей жидкости сечеНие отверстия должно превьш1ать указанное в 2,2-2,4 раза. 10 / 71 |а алина изделия составлять 20-22 мм (с целью создания надежного направления в кондукторной втулке и увеличанияколичества переточек). Указанное сечение отверстия в заготовках к сверлам малого диаметра можно получить только приданием отверстию формы овала. Получение заготовок требуемой длины с овальным отверстием этим способом (базовым объектом) практически невозможно. Поэтому заготовки большей длины получают точением, фрезерованием и сверлением цилиндрического отверстия в заготовке из пластифицированного полу .. „ шш гифицированного полз фабриката. С учетом трудозатрат на выполнение указанных переходов и затрат на получение пластифицированного полуфабриката предлагаемый способ и пресс- форма позволяют уменьшить трудозатраты в 8-9 раз и улучшить качество заготовок при обеспечении требуемого сечения отверстия для подвода смазочноохлаждйющей жидкости. Предлагаемое изобретение обеспечнвает возможность изготовления длинно. .:. мерных заготовок малого диаметра, что расширяет технологические возможности способа прессования трубчатых заготовок из порошка и устройства для его осуществления, при этом исключается неравномерное воздействие усилий на оформляющий отверстие стержень и изгиб последнего, а тем самым повь1шается качество спрессованных заготовок и пре«-™.д..1л wuiwiwown. н 11UU- аотврашается их разрушение при извлечении стержня, также позволяет изготавливать твердосплавные заготовки к сверлам диаметром от 2 до 6 мм включительно. Экономическая эффективность от внедрения описываемого изобретения за счет беспечения указанных позиций инструента твердосплавными изделиями состав- яет 114 тыс. руб. 7
5-ff
Фиг. J
фуг.
пФ(/г. cf
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| С | |||
| и цр | |||
| Прочность метаппокёрамических маге риалов и сплаJBOB при нормальных и высоких темпе раrjrpax, Киеь, Изц-во АН УССР, 1962, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| , 2 | |||
| Радомысельский И | |||
| Д | |||
| и цр | |||
| Прэсс формы аля порошковой металлургии | |||
| Киев, Техника , 1970, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
