4 Фь
оо со Изобретение относится к порош ковой металлургии, в частности, к способам изготовления спеченных изделий из железохромистых композиций, используемых для получения распылителей мазута мазутных форсунок, работающих в условиях гидроабразивного износа и термоциклирования. Известен способ изготовления спеченных изделий для распылителей из твердых сплавов., заключающийся в при готовлении шихты, ее прессовании и спекании ij . Недостатками известного способа являются трудность изготовления изза использования сложного оборудования и дефицитных, а так же невысокая термостойкость получаемых изделий. Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является способ изготовления спеченных изделий из железохромистых композиций, заключающийся в прессовании шихты композиции, спекании, повторном прессовании,цементации, закалке и отпуске 2. Недостатком этого способа является низкая термостойкость получаемых |изделий, который связан с тем, что в процессе цементации образуется значительный градиент концентрации угле рода, а при, последующей закалке структурная неоднородность по сечени детали, которая вызывает появление термонапряжений, приводящих к термоусталостному разрушению. Термостойкость спеченных изделий из )(елезохромистых композиций, изготовленных известным способом при тер моциклировании нагрев -охлаждение в воде до 20 С, составляет 90 циклов. Относительная износостойкость изделий в сравнении с эталоном сталь 5 составляет 5,12. Цель изобретения - повышение терм стойкости изделий. Для достижения поставленной цели в способе изготовления спеченных изделий из железохромистых композиций, включающем прессование шихты композиции, спекание,повторное прессование, цементацию, закалку и отпуск, прессованию подвергают шихту с насып ной плотностью 2,2-2,8 г/см до оста точной пористости 10-161, цементацию проводят в течение ч, а после цементации осуществляют повторное спекание при 1050-1150 0 и повторную цементацию в течение 8-10 ч. 33 2 Насыпная плотность 2,2-2,8 г/см требуется для получения необходимой остаточной пористости 10-16% и-пласт тичности заготовок. Применение шихты с насыпной плотностью менее 2,2 г/см неприемлемо из-за технологических свойств; низкая уплотняемость hopouiK при прессовании не обеспечивает получение минимальной необходимой пористости прессовок , (16) ; плохая текучесть порошка не позволяет применять его для прессования на прессах-автоматах; усадка при спекании такого порошка приводит к искажению фор- мы прессовок и короблению,что затруд- няет автоматизацию процессов доуплотнения заготовок. Интенсивное образование закрытых пор препятствует удалению газов из пор. При последующем доуплотнении имеющиеся газовые пузыри приводят к появлению локальных трещин, что в свою очередь снижает термоусталостную прочность. Шихта с насыпной плотностью более 2,8 г/см плохо формуется, прессовки имегат шероховатую поверхность, происходит осыпание кромок, низкие механические свойства и позволяют осуществлять транспортировку на операцию спекания. После спекания такие прессовки имеют низкую пластичность, что препятствует их доуплотнению. Прессование заготовок с пористостью более 16 не обеспечивает достаточной технологической пластичности материала, что приводит к резкому снижению механических свойств а также не обеспечивает при доуплот нении заготовок получение требуемой остаточной пористости из-за появления расслоений на поверхности изделий. При прессовании заготовок с остаточной пористостью менее 10 материал не имеет необходимого количества открытых пор, в результате чего в заготовках при спекании образуются газовые пузыри, приводящие к появлению локальных трещин в местах со сложной конфигурацией отдельных элементов изделий при последующем доуплотнении и к снижению термостойкости при эксплуатации. Последующее спекание спрессованных заготовок обеспечивает получение металлического контакта между порршковыми частицами, тем самым формируя в основном комплекс прочностных и
пластических свойств порсниковой детали.
Операция повторного прессования позволяет получить требуемую oicTaточную пористость 3-9%, обуславливаю 1дую высокую гидроабразивную износостойкость в процессе эксплуатации.
Первая цементация в течение ч необходима для получения в поверхностных блоях концентрации углерода на поверхности 1,2-1,6%. Выдержка в течение менее 3 ч не приводит к на сыщению углеродом поверхности до 1,2%, что не обеспечивает диффузион ного проникновения углерода в серд цевину заготовки до концентрации 0,-0,8%, необходимой при последующей термообработке для достижения однородной структуры, обеспечивающей высокую термостойкость при одновременном увеличении прочности и твердости.
Цемент ация в течение более 5. ч приводит к повышению концентрации углерода до величины более 1,6%, что создает градиент между поверхностью и сердцевиной изделия вследствие образования карбидов, не выравниваемого последующим спеканием, а это приводит к снижению термостойкости.
Спекание цементированн(1х заготовок необходимо для более полного выравнивания концентрации углеродапо сечению детали путем диффузионного перераспределения легирующих элементов, что приводит к повышению термостойкости. Нижний предел температуры спекания lOSO C) обуслов- . лен тем, что при более низкой температуре диффузионные процессы перераспределения углерода по сечению детали протекают недостаточно быстро Верхний предел температуры спекания
(1150°С) обусловлен тем, что при . температуре более высокой возможно мастичное оплавление прбфиля изделия из-за образования локальной желез9-хромоуглеродистой эвтектики.
Повтор.ная цементация в течение . 8-10 ч проводится для обеспечения гид роаБразивной износостойкости изделий в потоке мазута, содержащего твердые минеральные частицы. Требуемая износостойкость достигается за счет об разования .на поверхностиизделия карбидной фазы в количестве .50-60, обеспечивающей необходимую гидроаб--разивную износостойкость.
При повторной цементации в течени менее 8 ч концентрация карбидной фазы не обеспечивает гидроабразивной износостойкости, отвечающей требованиям эксплуатации.
При повторной цементации в течени периода более 10 ч на поверхности изделий образуется карб.идной фазы более 60%, что приводит к охрупчиванию поверхности из-за науглероживания матричного твердого раствора и снижению термостойкости распылителей .
Пример . Шихту с насыпной плотностью 2,2г-2,8 г/см прессуютпри давлении, обеспечивающем получение пористости прессовок 10-l6%, спеканию при температу-
ре 1250-1280° С в восстановительной атмосфере (например, диссоциированном аммиаке ) , при этом обеспечивается фиксирование полученной в процессе прессования пористости (так как железрхромистые материалы спекаются, как правило у в твердой фазе) и образование прочного металлического контакта между порошковыми частицами а также происходит гомогенизация сплава. Затем заготовки доуплотняют при давлении 1iOO-l600 МПа. После чего проводят цементацию при в течение 1 ч и повторно цементируют в течение 8-10 ч. Для придания изделию объемной прочности и твердости за, счет образования мартенситной структуры проводят закалку при ЭбОЧО С и отпуск при .
Из спеченного материала, полученного из смеси порошков железа и стали ПХЗО по предлагаемому способу изготовлены распылители мазутных форсунок. Состав материала, вес.%: хром 12 (в составе высоколегированной стали ПХЗО); углерод 0,2; железо 87,8.
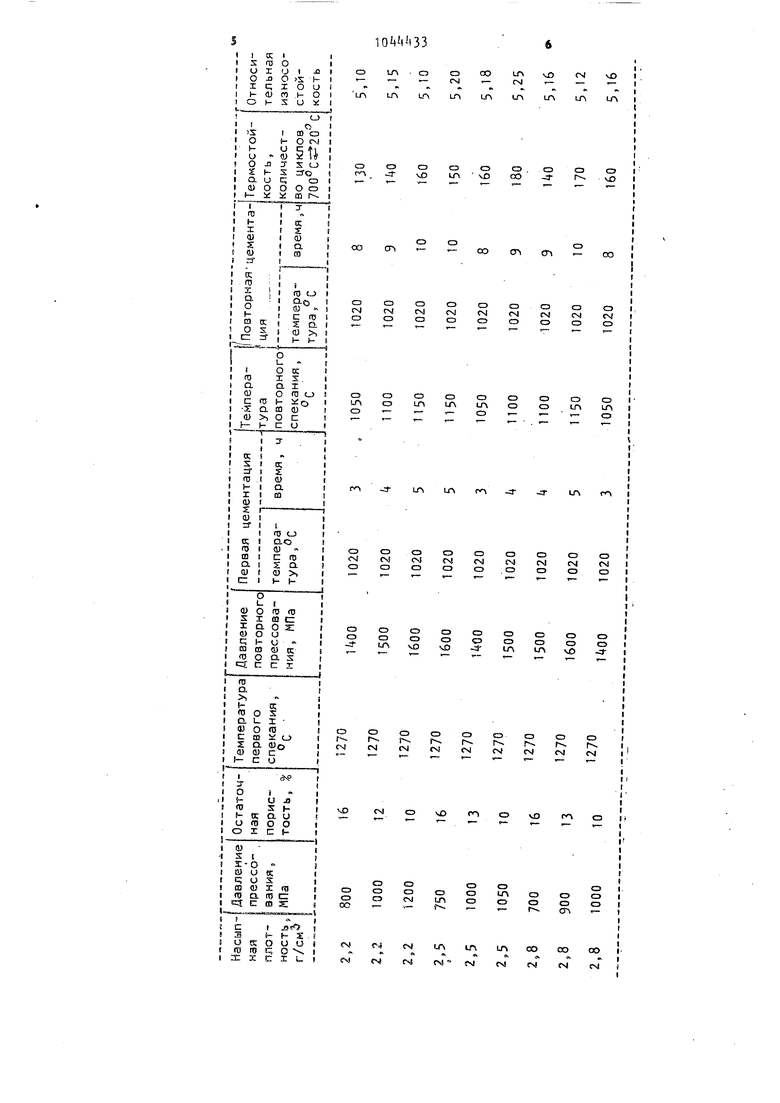
В таблице приведены режимы получения спеченного матгериала из железохромистой комГ(ОЗИ11Ий по предлагаемому способу и свойства полученного материала .
Термостойкость определяют путем многократного нагрева до 700°С и быстрого охлаждения в воде до 20 С.
Относительную износостойкость определяют в потоке гидроабразивной струи при угле 30°. В качестве абразива используют кварцевый песок твердостью 1100-1200HV. В качестве эталона для сравнения используют (HV 200).
CvJчО
COLA ч
C3О
,r-r-4r (VJ
««k
LALALA
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных изделий на основе железа | 1982 |
|
SU1079360A1 |
| Способ получения спеченных изделий из материалов на основе железа | 1982 |
|
SU1119776A1 |
| Способ изготовления износостойких изделий из порошковых материалов на основе железа | 1989 |
|
SU1675373A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ НА ЖЕЛЕЗНОЙ ОСНОВЕ | 1993 |
|
RU2051197C1 |
| СПЕЧЕННЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1991 |
|
RU2016114C1 |
| Способ получения изделий из порошковых конструкционных сталей | 1990 |
|
SU1740108A1 |
| Способ изготовления двухслойных спеченных изделий | 1980 |
|
SU900988A1 |
| Способ изготовления изделий из порошков углеродистых сталей | 1983 |
|
SU1155358A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРИРОВАННЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158658C2 |
| Способ изготовления спеченныхиздЕлий HA жЕлЕзНОй OCHOBE | 1979 |
|
SU822994A1 |
СПОСОБ. ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ ЖЕЛЕЗОХРОМИСТЫХ КОМПОЗИЦИЙ, включающий прессование шихты композиции, спекание, повторное прессование, цементацию, закалку и отпуск, отличающийся .тем, что, с целью повышения термостойкости изделий, прессованию подвергают шихту с насыпной плотностью 2,22,8 г/см до остаточной пористости 10-16, цементацию проводят в течение 3-5 ч, а после цементации осуществляют повторное спекание при 1050-1 и повторную цементацию в течение 8-10 ч. с (Л
О OO
СЭ
О
о
CD
CD LA
vD
Г-,
JvO
CJ
en
en -
OO
C)о
о о о
о
о
C3
rs esi
(Si
CvJ СЧ
CStСЧCM
оC3 C3
о
о
СЭоо
о о
ООО
о
сз сз
LA
LALA
LAСЭо
CDLn
г-о
О--
--
CDСЭ
О CVJ
000
о
СЗ
ем
СМСМ CM СЧfM
Гч|
CDО СЭ
о о о
СЗ
о
СЭ СЭ
СЭ СЭ
CD CD LA
CD CD LA
CDО
ОСЭ
чО
у
О f
оСЭ
СЭ
о г
СЭ
о г см
CD
о
Г 1--
г
г1 см
гсм см см
см
см см
чО
СП
гл
JD
CDCD
СЭ
СЭ LA СЭ
о
оо
о о
СЗ
СЭоСЭ LA
СЭсм
оСЭо
Г-.
сг% ,со
1Л
1Л
со
со
и
.
9,
м
А
«м
см
гм
см
см
«м
7 0kkk3 8
Как следует из приведенных в таб- в 1 , раза при одинаковой относилиц данных,предлагаемый способ в тельной износостойкости. Ожидаемый с(эаьнении с известным обеспечивает экономический эффект составит повышение термостойкости изделий 200 тыс.руб. в год .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вальдман Л.З | |||
| Распылители «вердого топлива, изготовленные методом порошковой металлургии.Таллин, Валгус, 1978, с.115 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штальман С.Г | |||
| и др | |||
| Опыт применения двухступенчатых механических форсунок со спеченными распылителями | |||
| - Электрические станции, 1Э80, № 6, с.68-69. | |||
