Предлагаемое изобретение относится к области обработки поверхностей деталей и может быть использовано в машиностроении и других отраслях промышленности.
Из источников патентной информации известен способ получения покрытий на деталях из алюминиевых сплавов, включающий оксидирование в водных растворах кислот с последующим нагревом [Патент RU 2081947. Способ получения покрытий. Атрощенко Э.С., Розен А.Е., Казанцев И.А.] [1]. Однако получаемые покрытия имеют толщину не более 10-15 мкм, что не позволяет использовать их для упрочнения поверхностей деталей.
Также известен способ получения покрытий на деталях из алюминиевых сплавов, включающий оксидирование в электролите, содержащем едкое кали и борную кислоту, последующее удаление наружной части покрытия и дальнейший нагрев до температур не ниже 490°С [Патент на изобретение №2166570. Способ получения покрытий. Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дрязгин В.А., Симцов В.В.] [2]. Однако получаемые покрытия после удаления наружной части имеют толщину не более 190 мкм и напряжение пробоя не более 2850 В.
В качестве прототипа заявляемого способа выбран способ получения покрытий на деталях из алюминиевых сплавов, включающий оксидирование в электролите, содержащем едкое кали и борную кислоту, и последующий нагрев до температур не ниже 500°С [Патент RU 2136788. Способ получения покрытий. Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дурнев В.А.] [3]. Однако данный способ имеет невысокую производительность, а значения толщины, напряжения пробоя и твердости данных покрытий не превышают соответственно 200 мкм, 3000 В и 17200-234000 МПа (твердость увеличивается по толщине покрытий в направлении от наружной поверхности к границе с металлом).
Технический результат предлагаемого изобретения заключается в комплексом повышении производительности оксидирования, увеличении толщины, твердости и напряжения пробоя покрытий.
Поставленная цель достигается тем, что согласно предлагаемому способу осуществляется оксидирование продолжительностью 40-90 минут в электролите, содержащем едкое кали 3-5 г/л и борную кислоту 20-40 г/л, при плотности электрического тока 25-35 А/дм2 и последующий нагрев до температур не ниже 500°С, причем оксидирование проводится при добавлении в электролит фотосенсибилизатора синглетного кислорода метиленового голубого 0,5-0,8 г/л с вращательным и поступательным движениями деталей при подаче на их оксидируемые поверхности кислорода под давлением через жиклер с воздействием на выходящую из отверстия жиклера струю кислорода лазерного излучения на расстоянии 2-4 мм от оксидируемой поверхности.
Способ осуществляется согласно схеме, представленной на чертеже.
На валу привода поступательного и вращательного движения 1 закрепляют оксидируемую деталь 2, контактируют ее с анодом и погружают в стеклянную ванну 3 с водным раствором электролита, основными компонентами которого являются борная кислота (20,0-40,0 г/л), едкое кали (3,0-5,0 г/л) и метиленовый голубой (0,5-0,8 г/л). Деталь располагается в ванне так, чтобы оксидируемая поверхность в любой момент движения находилась на расстоянии 10-15 мм от заранее установленного жиклера 4 из нержавеющей стали, контактирующего с катодом и соединенного с трубопроводом 5, через который в жиклер подается под давлением кислород. Источник лазерного излучения 6 устанавливается так, чтобы излучение воздействовало на струю кислорода, выходящую из калиброванного отверстия жиклера и направленную на оксидируемую поверхность детали, на расстоянии 2-4 мм от данной поверхности.
Затем одновременно пропускают по цепи электрический ток, подают кислород через жиклер, запускают привод поступательного и вращательного движения с целью перемещения детали относительно жиклера и направляют лазерное излучение на струю кислорода.
При прохождении электрического тока из электролита выделяется атомарный кислород, который взаимодействует с алюминием, содержащимся в наружных слоях обрабатываемой детали, окисляя его с образованием оксидного слоя (покрытия).
Дополнительная подача кислорода через жиклер одновременно обеспечивает перемешивание, насыщение кислородом и снижение температуры электролита вблизи оксидируемой поверхности. Присутствующий в растворе метиленовый голубой является фотосенсибилизатором синглетного кислорода [4], под воздействием лазерного излучения он переходит в возбужденное состояние:

где С и *С - молекула фотосенсибилизатора соответственно в исходном и возбужденном состоянии; hν - энергия кванта лазерного излучения.
Возбужденная молекула фотосенсибилизатора взаимодействует с молекулярным кислородом, обеспечивая его перевод в синглетное (возбужденное) состояние [4]:

где О2 и 1O2- кислород соответственно в молекулярном и синглетном состоянии.
Синглетный кислород является более сильным окислителем, чем молекулярный кислород [4]. Попадая на оксидируемую поверхность, он существенно ускоряет процесс формирования покрытия. Поэтому покрытия повышенной толщины формируются быстрее, следовательно, менее продолжительное время растворяются электролитом и имеют пониженную пористость. Сочетание повышенной толщины и пониженной пористости покрытий обеспечивает и повышенные значения их твердости и напряжения пробоя. Вращательные и поступательные движения детали в процессе оксидирования обеспечивают равномерное распределение кислорода (в том числе синглетного) по оксидируемой поверхности и, следовательно, более равномерные значения толщины, твердости и напряжения пробоя покрытий по всей оксидируемой поверхности.
По окончании оксидирования детали извлекают из ванны с электролитом, промывают водой, помещаются в камеру печи, нагретую до температуры не ниже 500°С, и выдерживают в течение 50-100% от времени оксидирования.
По сравнению с прототипом [3] предлагаемый способ позволяет:
- повысить производительность оксидирования не менее чем на 12%;
- повысить толщину покрытия не менее чем на 7%;
- повысить твердость покрытия не менее чем на 5%;
- повысить пробойное напряжение покрытия не менее чем на 8%.
Пример. Восемь групп одинаковых по форме и размерам цилиндрических деталей (по пять деталей в каждой группе), изготовленных из алюминия АДО, подвергали обработке, включающей оксидирование и последующий нагрев. Оксидирование всех групп деталей проводилось при плотности тока на аноде 30 А/дм2 и средней температуре электролита в ванне 15°С в течение 90 минут при возвратно-поступательных и вращательных движениях деталей. Причем оксидирование деталей первой, второй, третьей и четвертой групп проводилось в водном растворе, содержащем только едкое кали (5,0 г/л) и борную кислоту (20,0 г/л), а оксидирование деталей пятой, шестой, седьмой и восьмой групп проводилось в водном растворе, содержащем едкое кали (5,0 г /л), борную кислоту (20 г/л) и метиленовый голубой (0,8 г/л).
При оксидировании деталей второй, четвертой, шестой и восьмой групп на их поверхности через жиклер под давлением подавался кислород, имеющий температуру 10°С, при его расходе 0,6 м3/мин на один квадратный метр оксидируемой поверхности и при расстоянии между оксидируемой поверхностью и жиклером 10-12 мм.
При оксидировании деталей третьей, четвертой, седьмой и восьмой групп применялось лазерное излучение от точечного источника «Квант». Причем при оксидировании деталей четвертой и восьмой групп излучение воздействовало на струю кислорода, выходящую из отверстия жиклера и направленную на оксидируемую поверхность детали, на расстоянии 3 мм от данной поверхности. При оксидировании деталей третьей и седьмой групп кислород через жиклер не подавался, поэтому лазерное излучение воздействовало на электролит на расстоянии 3 мм от оксидируемой поверхности.
После оксидирования детали всех групп промывали водой, помещали в печь, нагретую до 500°С, и выдерживали 90 минут. Условия обработки деталей всех групп отражены в таблице 1.
Затем по стандартным методикам [5, 6] измеряли толщину, твердость и пробойное напряжение покрытий. Результаты испытаний, приведенные в таблице 2, указывают, что предлагаемый способ позволяет получать покрытия с повышенными значениями толщины, твердости и пробойного напряжения.
Применение лазерного излучения без введения в электролит метиленового голубого приводит к снижению толщины, твердости и напряжения пробоя покрытия, поскольку образования синглетного кислорода не происходит, и интенсивность окисления алюминия не изменяется, но увеличивается интенсивность растравливающего действия электролита на покрытия из-за нагрева лазерным излучением.
Максимальное повышение производительности оксидирования, а также максимальное увеличение толщины, твердости и пробойного напряжения покрытий обеспечивается при содержании в электролите метиленового голубого 0,5-0,8 г/л.
Введение в электролит метиленового голубого без использования лазерного излучения также не вызывает повышения толщины, твердости и пробойного напряжения покрытий, поскольку образования синглетного кислорода не происходит, и интенсивность окисления алюминия не возрастает, но увеличивается стоимость электролита.
Нагрев до температур не ниже 500°С с выдержкой при данных температурах обеспечивает фазовый переход гидроксида алюминия, образующегося в результате оксидирования, в оксид, который имеет белее высокие физико-механические свойства. Это позволяет увеличить физико-механические свойства покрытий.
Таким образом, по сравнению с прототипом предлагаемый способ обеспечивает увеличение производительности оксидирования и повышение средних значений толщины, твердости и напряжения пробоя покрытий.
Источники информации
1. Способ получения покрытий. Атрощенко Э.С., Розен А.Е., Казанцев И.А. / Патент на изобретение №2081947.
2. Способ получения покрытий. Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дрязгин В.А., Симцов В.В. Патент на изобретение №2166570.
3. Способ получения покрытий. Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дурнев В.А. / Патент на изобретение №2136788, прототип.
4. Хейнс А. Методы окисления органических соединений: Алканы, алкены, алкины и арены: Пер. с англ. - М.: Мир, 1988. - 400 с.
5. Испытательная техника: Справ, в 2-х т./ Под ред. Клюева В.В. М.: Машиностроение, 1982. - 528 с.
6. ГОСТ 9450-76. Измерение микротвердости вдавливанием алмазных наконечников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2395632C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2006 |
|
RU2339745C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2392359C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2393274C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2395633C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ГЛУХИХ ОТВЕРСТИЙ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2471895C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СПЛАВОВ МЕТАЛЛОВ ВЕНТИЛЬНОЙ ГРУППЫ СО СКВОЗНЫМИ ОТВЕРСТИЯМИ ЭЛЕКТРОХИМИЧЕСКИМ ОКСИДИРОВАНИЕМ | 2017 |
|
RU2661135C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОЦЕНКИ ПРИГОДНОСТИ СТАНДАРТНОГО АЛЮМИНИЕВОГО СПЛАВА К ОБРАБОТКЕ МИКРОДУГОВЫМ ОКСИДИРОВАНИЕМ И ТОЛЩИНЫ ПОЛУЧАЕМОГО ПОКРЫТИЯ | 2008 |
|
RU2403325C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ОПРЕДЕЛЕНИЯ ПРИГОДНОСТИ АЛЮМИНИЕВЫХ СПЛАВОВ К ОБРАБОТКЕ МИКРОДУГОВЫМ ОКСИДИРОВАНИЕМ, ТОЛЩИНЫ, ТВЕРДОСТИ И НАПРЯЖЕНИЯ ПРОБОЯ ПОЛУЧАЕМЫХ ПОКРЫТИЙ | 2009 |
|
RU2431001C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ГЛУБОКИХ СКВОЗНЫХ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2017 |
|
RU2669952C1 |
Изобретение относится к области гальванотехники и может быть использовано в машиностроении и приборостроении. Технический результат: повышение производительности оксидирования, увеличение толщины, твердости и пробойного напряжения покрытий. Способ включает оксидирование продолжительностью 30-85 минут в водном электролите, содержащем едкое кали 3,0-5,0 г/л и борную кислоту 20,0-40,0 г/л, при плотности электрического тока 25-35 А/дм2 и последующий нагрев деталей до температур не ниже 500°С, при этом электролит дополнительно содержит фотосенсибилизатор синглетного кислорода метиленовый голубой 0,5-0,8 г/л, а оксидирование проводят с вращательным и поступательным движениями деталей при подаче на их оксидируемые поверхности кислорода под давлением через жиклер с воздействием на выходящую из отверстия жиклера струю кислорода лазерным излучением на расстоянии 1-2 мм от оксидируемой поверхности. 2 табл., 1 ил.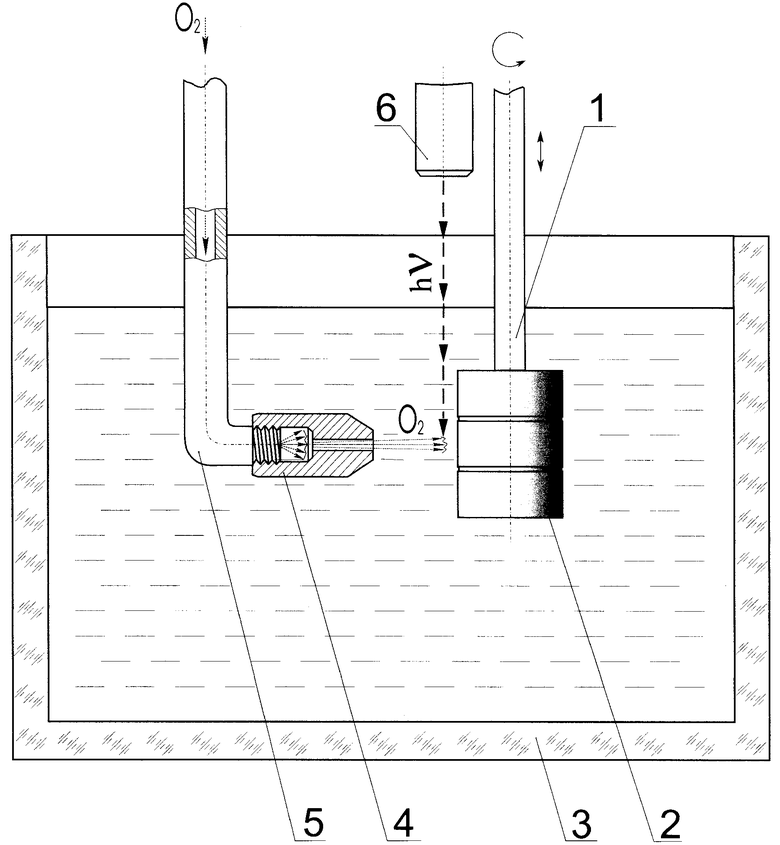
Способ получения покрытий на деталях из алюминиевых сплавов, включающий оксидирование продолжительностью 30-85 мин в водном электролите, содержащем едкое кали 3,0-5,0 г/л и борную кислоту 20,0-40,0 г/л, при плотности электрического тока 25-35 А/дм2 и последующий нагрев деталей до температур не ниже 500°С, отличающийся тем, что электролит дополнительно содержит фотосенсибилизатор синглетного кислорода метиленовый голубой 0,5-0,8 г/л, а оксидирование проводят с вращательным и поступательным движениями деталей при подаче на их оксидируемые поверхности кислорода под давлением через жиклер с воздействием на выходящую из отверстия жиклера струю кислорода лазерным излучением на расстоянии 1-2 мм от оксидируемой поверхности.
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2136788C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2000 |
|
RU2166570C1 |
| WO 03054253 A, 03.07.2003 | |||
| US 4554057 A, 19.11.1985. | |||

