Предлагаемое изобретение относится к области обработки поверхностей деталей, в частности к микродуговому оксидированию, и может быть использовано в машиностроении и других отраслях промышленности.
Известны способы получения покрытий на деталях из алюминиевых сплавов, включающие оксидирование в водных растворах кислот и щелочей [1, 2]. При этом покрытия образуются за счет взаимодействия алюминия, находящегося в поверхностном слое детали, и кислорода, выделяющегося из электролита при прохождении электрического тока. Однако данные способы не обеспечивают получения покрытий с сочетанием высоких значений толщины и твердости. Кроме того, покрытия, формируемые согласно данным способам на деталях сложной формы, имеют значительную неравномерность толщины и твердости.
В качестве прототипа заявляемого способа выбран способ получения покрытий из алюминия и его сплавов, включающий оксидирование в водных растворах [3]. Однако использование данного способа для обработки деталей сложной формы нерационально, поскольку у них имеются впадины, пазы, сквозные и глухие отверстия, а также другие зоны, вблизи которых ухудшена циркуляция электролита. Поэтому электролит, практически не обновляясь вблизи данных зон, не обогащается кислородом и нагревается, а покрытие формируется менее интенсивно из-за недостатка кислорода и испытывает сильное растворяющее действие электролита из-за его повышенной температуры. В результате этого покрытие в данных зонах имеет меньшую толщину, большую пористость и, следовательно, пониженные физико-механические свойства.
Технический результат предлагаемого изобретения заключается в повышении равномерности значений толщины, твердости и пробойного напряжения покрытий, формируемых на изделиях сложной формы, и увеличении производительности обработки.
Поставленная цель достигается тем, что согласно предлагаемому способу производится оксидирование продолжительностью 40...90 минут при плотности электрического тока 25...35 А/дм2 в комбинированном электролите на основе борной кислоты и едкого кали, при содержании едкого кали 3...5 г/л и борной кислоты 20...40 г/л, причем в процессе оксидирования на поверхность детали под давлением через форсунки, контактирующие с катодом, подается кислород, а деталь, контактирующая с анодом, совершает относительно форсунок поступательное и вращательное движения, обеспечивающие равномерное распределение кислорода по оксидируемой поверхности при расположении форсунок на расстоянии 10...30 мм от данной поверхности, температуре кислорода 5...15°С и его расходе 0,1...1,0 м3/мин на один квадратный метр оксидируемой поверхности. Примеры схем обработки деталей представлены на фиг.1 и фиг.3.
Способ осуществляется следующим образом. Деталь из алюминиевого сплава фиксируют на выходном звене (валу) привода поступательного и вращательного движения, контактируют с анодом и погружают в ванну с водным раствором электролита, так чтобы оксидируемая поверхность в любой момент движения находилась на расстоянии 10...30 мм от заранее установленных форсунок из нержавеющей стали, которые контактируют с катодом. Также с катодом контактируют ванну, если она выполнена из металла, или специальную подвесную металлическую пластину. Основными компонентами электролита являются борная кислота 20...40 г/л и едкое кали 3...5 г/л. Затем одновременно пропускают по цепи электрический ток, подают кислород через форсунки и запускают привод поступательного и вращательного движения с целью перемещения детали относительно форсунок для равномерного распределения кислорода по оксидируемой поверхности.
При прохождении электрического тока из электролита выделяется кислород, который взаимодействует с алюминием в наружных слоях обрабатываемой детали, образуя оксидный слой (покрытие). Дополнительная подача кислорода под давлением при разности потенциалов между форсункой и деталью одновременно обеспечивает перемешивание, насыщение кислородом и снижение температуры электролита вблизи оксидируемой поверхности. При этом одновременно повышается интенсивность образования нового оксида алюминия и снижается интенсивность растворяющего действия электролита на данный оксид. В результате увеличивается скорость роста толщины покрытия и уменьшается его пористость. Это способствует повышению твердости и пробойного напряжения покрытий. Поступательные и вращательное движения, обеспечивающие равномерное распределение кислорода по оксидируемой поверхности, существенно снижают неравномерность толщины покрытий. Особенно это заметно у покрытий на деталях сложной формы.
По сравнению с прототипом [3] предлагаемый способ одновременно позволяет:
- повысить равномерность толщины покрытия не менее чем на 7%;
- повысить равномерность твердости покрытия не менее чем на 4%;
- повысить равномерность пробойного напряжения покрытия не менее чем на 7%;
- повысить производительность оксидирования не менее чем на 5%;
- повысить средние значения твердости и пробойного напряжения покрытий не менее чем на 4% и 8% соответственно.
Пример 1. Стержни с наружной резьбой M14, изготовленные из сплава Д16, были разделены на две группы по 5 штук в каждой. Изделия обеих групп подвергали оксидированию в водном растворе едкого кали (5 г/л) и борной кислоты (20 г/л) при плотности тока на аноде 30 А/дм2 и средней температуре электролита в ванне 15°С в течение 45 минут. Причем изделия первой группы оксидировали без подачи кислорода на поверхности деталей, а вторую - с подачей кислорода при его температуре 10°С и расходе 0,6 м3/мин на один квадратный метр оксидируемой поверхности, расположенной на расстоянии 15...20 мм от форсунки (согласно схеме, приведенной на фиг.1). На схеме показано, как кислород О2 проходит через трубопровод 1, попадает в форсунку 2 и через отверстия форсунки направляется на оксидируемую деталь 3, закрепленную валу 4, совершающем поступательное и вращательное движения.
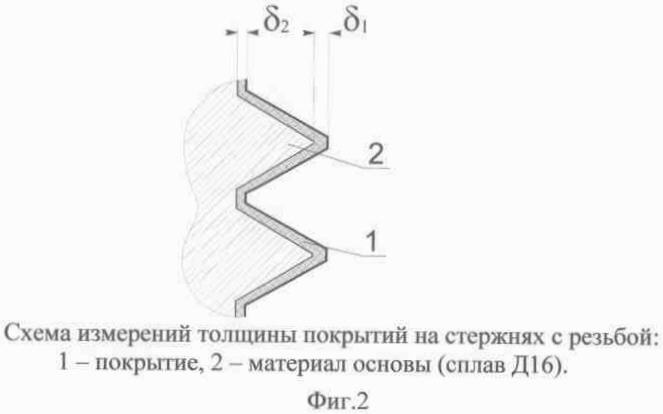
Далее по стандартным методикам [4] измеряли толщину покрытий на выступах (d1) и впадинах (d2) резьбы согласно схеме, приведенной на фиг.2. На схеме показано расположение покрытия 1 относительно материала основы 2. Затем по стандартным методикам [4, 5] аналогичным образом измеряли твердость покрытий на выступах (H1) и впадинах (Н2) резьбы, а также пробойное напряжение покрытий на выступах (U1) и впадинах (U2) резьбы. Результаты испытаний представлены в таблице 1. Также в таблице приведены отношения значений толщины, твердости и пробойного напряжения, измеренных на впадинах резьбы, к значениям, измеренным на выступах, чем больше значения отношений d2/d1, H2/H1 и U2/U1, тем равномернее покрытия.
Результаты указывают, что предлагаемый способ позволяет получать покрытия с большими значениями толщины, твердости и пробойного напряжения, а также с более равномерными значениями данных характеристик.
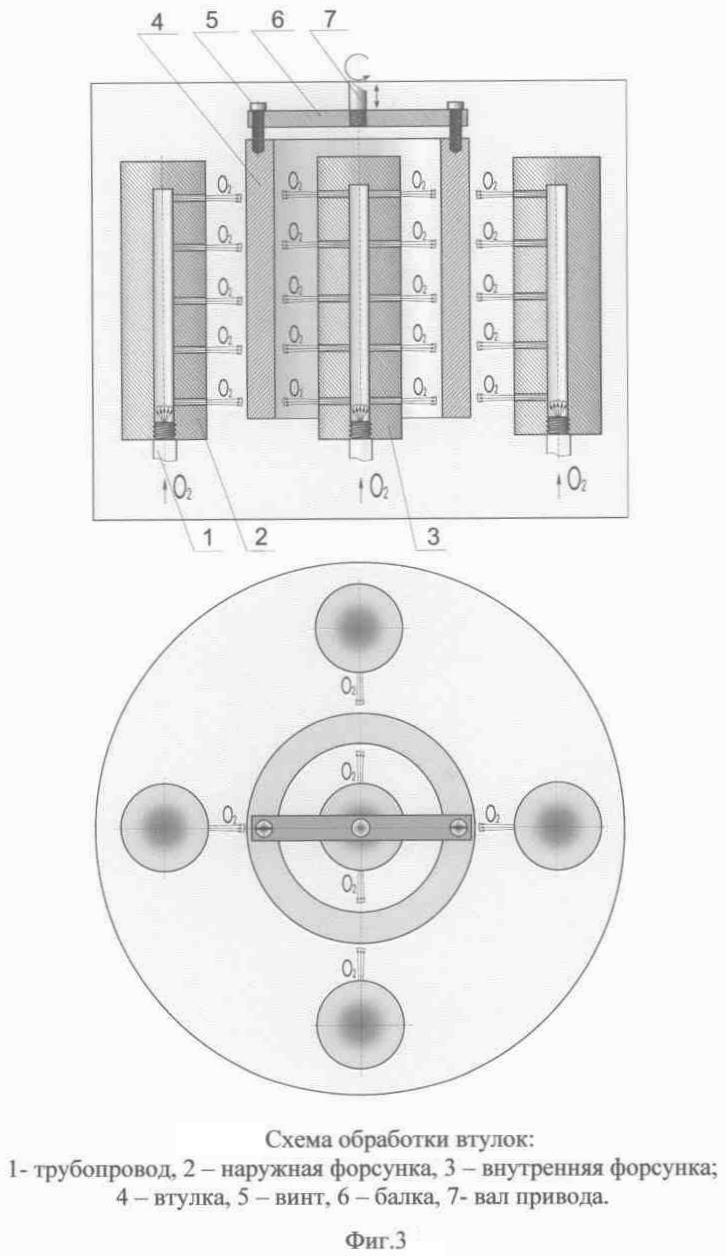
Пример 2. Втулки с наружным диаметром 40 мм, длиной 50 мм, толщиной стенки 5 мм, изготовленные из сплава АМг3, были разделены на две группы по 7 штук в каждой. Втулки обеих групп подвергали оксидированию в водном растворе едкого кали (5 г/л) и борной кислоты (20 г/л) при плотности тока на аноде 30 А/дм2 и средней температуре электролита в ванне 15°С. Причем изделия первой группы оксидировали без подачи кислорода на поверхности деталей в течение 70 минут, а вторую - с подачей кислорода в течение 60 минут при температуре кислорода 10°С и его расходе 0,5 м3/мин на один квадратный метр оксидируемой поверхности, расположенной на расстоянии 15...20 мм от форсунок (согласно схеме, приведенной на фиг.3). На схеме показано, как кислород O2 проходит по трубопроводам 1, попадает во внешние форсунки 2 и внутреннюю форсунку 3, откуда под давлением подается на поверхности обрабатываемой втулки 4, которая с помощью винтов 5 и балки 6 соединяется с валом 7, совершающим поступательное и вращательное движения.
Далее по стандартным методикам [4] на наружных и внутренних цилиндрических поверхностях втулок на равном удалении от торцов измеряли толщину покрытий согласно схеме, приведенной на фиг.4. На схеме показано расположение покрытия 1 относительно материала основы 2. Результаты испытаний представлены в таблице 2. Также в таблице приведено отношение минимальной толщины покрытия на внутренней цилиндрической поверхности (d4) к максимальной толщине на наружной цилиндрической поверхности (d1). Чем выше значение отношения d4/d1, тем равномернее покрытие.
Результаты указывают, что предлагаемый способ позволяет получать более равномерные покрытия с повышенной толщиной за меньшее время, следовательно, данный способ имеет повышенную производительность.
При подаче воздуха на поверхности оксидируемых деталей заметного увеличения значений твердости и пробойного напряжения покрытий, а также повышения производительности оксидирования не наблюдается.
При неподвижности оксидируемой поверхности относительно форсунок (деталь не совершает поступательного и вращательного движений), равномерность покрытия снижается, поскольку кислород распределяется вблизи оксидируемой поверхности неравномерно.
При отсутствии контакта форсунки с катодом, а обрабатываемой детали с анодом не создается разности потенциалов, способствующей более интенсивному взаимодействию кислорода и алюминия, поэтому роста производительности оксидирования не происходит.
При расположении форсунок на расстоянии менее 10 мм от оксидируемой поверхности, а также при расходе кислорода более 1,0 м3/мин на один квадратный метр, процесс формирования покрытия замедляется за счет образования на оксидируемой поверхности кислородной оболочки, препятствующей свободному доступу электролита.
При расположении форсунок на расстоянии более 30 мм от оксидируемой поверхности, а также при расходе кислорода менее 0,1 м3/мин на один квадратный метр, процесс формирования покрытия практически не изменяется, поскольку охлаждение, перемешивание и насыщение кислородом электролита вблизи оксидируемой поверхности является недостаточным.
При температуре кислорода менее 5°С значимого увеличения толщины, твердости и пробойного напряжения покрытий не происходит, но появляются дополнительные затраты, связанные с охлаждением кислорода.
При температуре кислорода более 15°С производительность оксидирования, а также значения твердости и пробойного напряжения снижаются вследствие усиления растворяющего действия электролита, который недостаточно охлаждается вблизи оксидируемой поверхности.
Таким образом, по сравнению с прототипом предлагаемый способ обеспечивает повышение равномерности значений толщины, твердости, пробойного напряжения покрытий, формируемых на изделиях сложной формы, а также дает возможность увеличения производительности оксидирования и повышения средних значений твердости и пробойного напряжения покрытий.
Источники информации
1. Способ получения покрытий. Атрощенко Э.С., Розен А.Е., Казанцев И.А. / Патент на изобретение №2081947. Бюлл. 17/2002.
2. Способ получения покрытий. Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дрязгин В.А., Симцов В.В. / Патент на изобретение №2166570. Бюлл. 08/2002.
3. Способ получения покрытий. Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дурнев В.А. / Патент на изобретение №2136788. Бюлл. 11/2003, прототип.
4. Испытательная техника: Справ. в 2-х т. / Под ред. Клюева В.В. М.: Машиностроение, 1982. - 528 с.
5. ГОСТ 9450-76. Измерение микротвердости вдавливанием алмазных наконечников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2354758C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2393274C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2392359C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2395633C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2395632C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ГЛУХИХ ОТВЕРСТИЙ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2471895C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СПЛАВОВ МЕТАЛЛОВ ВЕНТИЛЬНОЙ ГРУППЫ СО СКВОЗНЫМИ ОТВЕРСТИЯМИ ЭЛЕКТРОХИМИЧЕСКИМ ОКСИДИРОВАНИЕМ | 2017 |
|
RU2661135C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2136788C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ СТАЛЕЙ | 2016 |
|
RU2622073C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2017 |
|
RU2676380C1 |

Изобретение относится к области гальваностегии, в частности к микродуговому оксидированию, и может быть использовано в машиностроении и приборостроении. В процессе оксидирования на поверхность оксидируемой детали под давлением через форсунки, контактирующие с катодом, подается кислород, а оксидируемая поверхность, контактирующая с анодом, при этом совершает относительно форсунок поступательное и вращательное движения, обеспечивающие равномерное распределение кислорода по оксидируемой поверхности. Технический результат: повышение равномерности значений толщины, твердости, пробойного напряжения покрытий, формируемых оксидированием на изделиях из алюминиевых сплавов сложной формы, и одновременное увеличение производительности обработки. 2 табл., 4 ил.
Способ получения покрытий на изделиях из алюминиевых сплавов, включающий оксидирование продолжительностью 40-90 мин при плотности электрического тока 25-35 А/дм2 в комбинированном электролите на основе борной кислоты и едкого кали при содержании едкого кали 3-5 г/л и борной кислоты 20-40 г/л, отличающийся тем, что в процессе оксидирования на поверхность детали под давлением через форсунки, контактирующие с катодом, подается кислород, а деталь, контактирующая с анодом, совершает относительно форсунок поступательное и вращательное движения, обеспечивающие равномерное распределение кислорода по оксидируемой поверхности при расположении форсунок на расстоянии 10-30 мм от данной поверхности, температуре кислорода 5-15°С и его расходе 0,1-1,0 м3/мин на один квадратный метр оксидируемой поверхности.
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2136788C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2000 |
|
RU2166570C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

