Изобретение относится к литейному производству, в частности к машинам для непрерывного литья цветных металлов и сплавов.
Известна машина для непрерывного литья цветных металлов, включающая роторный кристаллизатор, выполненный в виде литейного колеса с желобом на ободе и бесконечной стальной ленты, перекрывающей часть желоба (патент США N 3868989 МКИ B 22 D 11/06, НКИ 164-433, 1975 г.).
К недостаткам известной машины относится низкая стойкость стальной ленты. Центральный участок стальной ленты, находящийся в непосредственном контакте с жидким металлом, испытывает высокое термическое напряжение, приводящее к изгибу ленты, так как периферийные участки ленты, контактирующие с ободом колеса, охлаждаются сильнее. В результате лента испытывает неравномерные циклические напряжения, приводящие к разрушению ленты и остановке процесса литья.
Известна машина роторного типа для непрерывного литья цветных металлов и сплавов, содержащая литейное колесо с желобом, бесконечную металлическую ленту, направляющий ролик с кольцевой канавкой и натяжной ролик. (А.с. СССР N 1047581, B 22 D 11/06, 1983 г.).
Известное решение повышает стойкость ленты, но не решает комплексной задачи - как повышение эксплуатационной стойкости оборудования, так и повышение качества отливаемой заготовки. Кроме стойкости ленты важнейшим вопросом является повышение стойкости самого кристаллизатора - литейного колеса с желобом. В известной машине не решается вопрос о снятии термических нагрузок на ленту, а только о компенсации этих нагрузок, что, в конечном итоге не обеспечивает надежной эксплуатационной стойкости и получения высококачественной заготовки.
Известна установка непрерывного литья цветных металлов и сплавов, содержащая литейное колесо с желобом и узлом подачи металла, бесконечную металлическую ленту, направляющий и натяжной ролики и систему охлаждения в виде охлаждающего металлическую ленту оросителя, заполненного охладителем внутренней полости литейного колеса и омывающих наружные боковые стенки желоба струйных охладителей (патент РФ N 2081722, B 22 D 11/06, 1996 г.).
По наличию сходных признаков, по решаемым задачам данное решение выбрано в качестве прототипа.
К недостаткам известной установки относится то, что она не обеспечивает в полной мере высокое качество заготовки из-за недостаточно равномерного охлаждения металлической ленты кристаллизатора, так же из-за неравномерного охлаждения и возникающих вследствие этого термических напряжений не достаточно высок срок службы ленты.
Задачей предлагаемого технического решения является увеличение срока службы оборудования и повышение качества заготовки для дальнейшей переработки, в частности для производства алюминиевой катанки.
Техническим результатом является повышение равномерности охлаждения ленты кристаллизатора и заготовки и повышение эффективности использования охладителя, т.е. снижение его расхода.
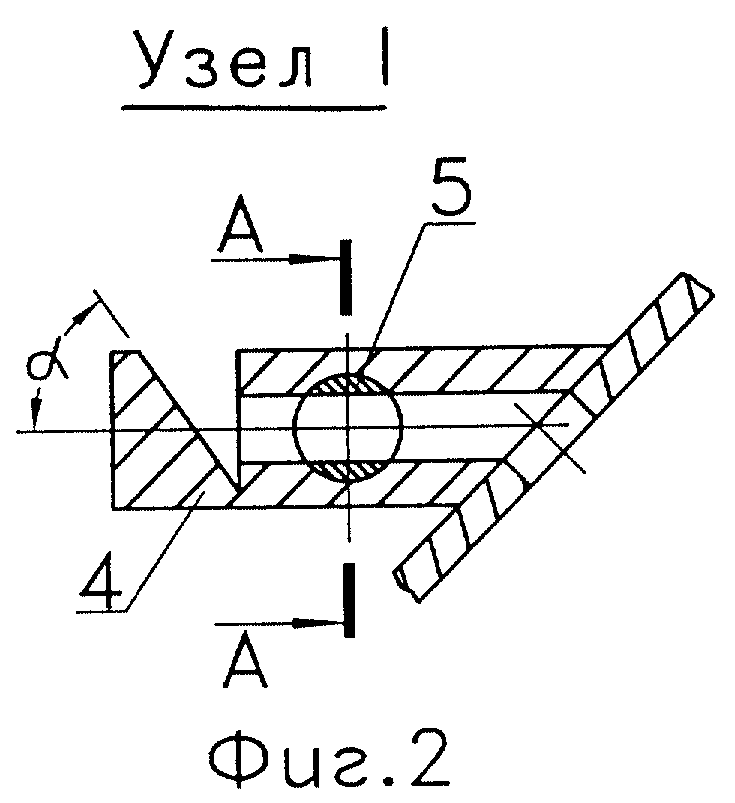
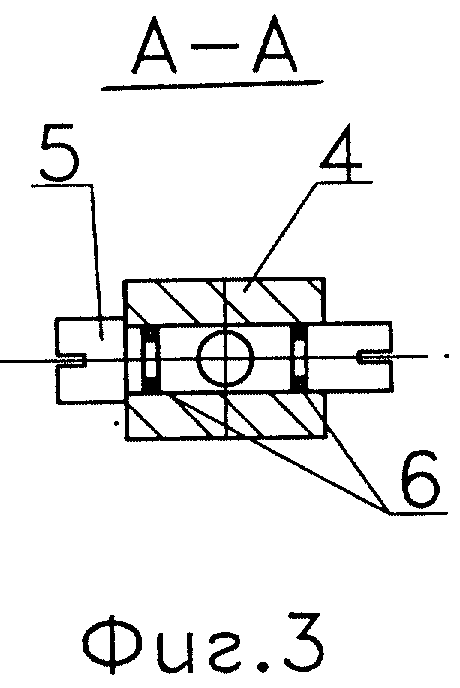
Указанный технический результат достигается тем, что в оросителе ленты роторного кристаллизатора для литья цветных металлов и сплавов, состоящем из металлического дугообразного коробчатого корпуса с форсунками, каждая из форсунок установлена на корпусе оросителя под углом β = 55 - 60o к касательной к оси корпуса оросителя в месте установки форсунки и снабжена каналом, соединенным через отверстия с полостью оросителя, причем перед выходным отверстием канала форсунки установлен отражатель, выполненный в виде плоской поверхности и расположенный к продольной оси канала форсунки под углом α = 55-60o. При этом каждая из форсунок снабжена устройством для регулирования проходного сечения канала форсунки. Регулирование проходного сечения канала форсунки может осуществляться при помощи винта-клапана, установленного в корпусе форсунки с возможностью фиксации.
Сравнение предлагаемого устройства с аналогичными существующими устройствами как по прототипу, так и аналогами показывает что оно отличается:
- установкой каждой форсунки на корпусе оросителя под углом β = 55-60o к касательной к оси корпуса оросителя в месте установки форсунки;
- каждая из форсунок снабжена каналом, соединенным через отверстие с корпусом оросителя, причем перед выходным отверстием канала форсунки установлен отражатель, выполненный в виде плоской поверхности, расположенной к продольной оси канала под углом α = 55-60o;
- каждая из форсунок, установленных на корпусе оросителя, снабжена устройством для регулирования проходного сечения канала форсунки;
- регулирование проходного сечения канала форсунки может осуществляться при помощи винта-клапана, установленного в корпусе форсунки с возможностью фиксации.
Таким образом, предлагаемое техническое решение соответствует критерию "новизна".
Сравнение предлагаемого решения с прототипом и другими известными решениями в данной области выявило следующее:
- известна система охлаждения машины для непрерывного литья цветных металлов, включающая роторный кристаллизатор, выполненный в виде литейного колеса с желобом на ободе, и бесконечной стальной ленты, перекрывающей часть желоба [1];
- известна система охлаждения машины роторного типа для непрерывного литья цветных металлов и сплавов, содержащая литейное колесо с желобом, бесконечную стальную ленту, направляющий ролик с кольцевой канавкой и натяжной ролик [2];
- известен струйный ороситель ленты и система струйных охладителей боковой поверхности желоба литейного колеса установки непрерывного литья цветных металлов и сплавов, состоящей из литейного колеса с желобом, перекрытым по части окружности бесконечной металлической лентой, натяжного ролика, направляющего ролика, ролика установленного внутри желоба литейного колеса. [3] .
Не выявлено в процессе поиска технических решений, характеризующихся идентичными или эквивалентными признаками с предлагаемым, что позволяет сделать вывод о соответствии предлагаемого решения критерию изобретения "изобретательский уровень" и "промышленная применимость".
Предлагаемое устройство было успешно испытано в промышленных условиях.
Техническая сущность предполагаемого изобретения поясняется фиг. 1 - на которой показан общий вид оросителя ленты роторного кристаллизатора, на фиг. 2, 3 - форсунка.
Ороситель ленты роторного кристаллизатора состоит из металлического коробчатого корпуса 1, подводящего патрубка 2 для охлаждающей среды и регулируемых форсунок 3.
Каждая форсунка состоит из корпуса 4 со сквозным отверстием соединенным с полостью корпуса 1. Регулирование площади проходного сечения канала форсунки осуществляется клапаном-винтом 5, закрепленным в корпусе форсунки 4 стопорными шайбами 6.
Ороситель ленты роторного кристаллизатора для литья цветных металлов и сплавов работает следующим образом. Охлаждающая среда через патрубок 2 подается в корпус 1 и через форсунки 3 направляется на охлаждение ленты роторного кристаллизатора. Требуемая ширина факела охлаждающей среды достигается за счет выборки отражателя корпуса форсунки 4, выполненного в виде плоской поверхности, расположенной под углом α = 55-60o к продольной оси канала форсунки. Расход охлаждающей среды на каждой форсунке регулируется клапаном-винтом 5, закрепленным в корпусе форсунки 4 стопорными шайбами 6.
Форсунка предложенной конструкции с указанными углами α = 55-60o и β = 55-60o обеспечивает подачу охлаждающей среды в виде плоского факела толщиной 1-2 мм и углом падения охлаждающей среды на ленту кристаллизатора под углом 55-60o, что исключает образование "паровой рубашки" и увеличивает эффективность охлаждения. Данный диапазон углом и обусловлен тем, что при углах меньших или больших нижней и верхней границ, соответственно, снижается эффективность охлаждения и увеличивается расход охлаждающей среды.
Оптимальное расстояние между форсунками 65-68 мм. Диапазон углов и расстояние между форсунками получены опытным путем.
При производительности роторного кристаллизатора 6 т/час металла, расход воды на ороситель (в зависимости от температуры подводимой охлаждающей среды и температуры металла составляет 3,5-4,5 м3/ч.
Предлагаемое решение позволяет повысить срок службы ленты, снижает расход охлаждающей среды, повышает качество заготовок (снижение брака при дальнейшей переработке, в частности, при производстве катанки).
ИНФОРМАЦИЯ
1. Патент США N 3868989, МКИ B 22 D 11/06, НКИ 164-433, 1975 г.
2. А.с. СССР N 1047581, B 22 D 11/06, 1983 г.
3. Патент РФ N 2081722, B 22 D 11/06, 1996 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1994 |
|
RU2081722C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ С РОТОРНЫМ КРИСТАЛЛИЗАТОРОМ | 2013 |
|
RU2528925C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВКИ | 2019 |
|
RU2712683C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| Машина роторного типа для непрерывного литья цветных металлов и сплавов | 1982 |
|
SU1047581A1 |
| Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате | 2015 |
|
RU2628805C2 |
| УЗЕЛ ПОДАЧИ ЖИДКОГО МЕТАЛЛА В РОТОРНЫЙ КРИСТАЛЛИЗАТОР | 2004 |
|
RU2275984C2 |
| ЛИТЕЙНАЯ РОТОРНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ МЕДНОЙ ЗАГОТОВКИ | 2014 |
|
RU2574915C2 |
| Способ получения медного сортового проката в литейно-прокатном агрегате с использованием литейной машины роторного типа | 2015 |
|
RU2628804C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2556264C1 |
Изобретение относится к литейному производству, в частности к литейным машинам для непрерывного литья цветных металлов и сплавов. Изобретение позволяет повышать равномерность охлаждения ленты кристаллизатора и заготовки, увеличивать срок службы оборудования и повышать эффективность использования охлаждающей среды, т.е. снижение ее расхода. Ороситель ленты роторного кристаллизатора для литья цветных металлов и сплавов включает металлический дугообразный коробчатый корпус с регулируемыми форсунками. Каждая из форсунок установлена на корпусе оросителя под углом β = 55-60 o к касательной к оси корпуса оросителя в месте установки форсунки и снабжена каналом. Канал соединен через отверстие с полостью оросителя. Перед выходным отверстием канала форсунки установлен отражатель в виде плоской поверхности, распложенной в продольной оси канала форсунки под углом α =01155-60 o. 2 з.п. ф-лы, 3 ил.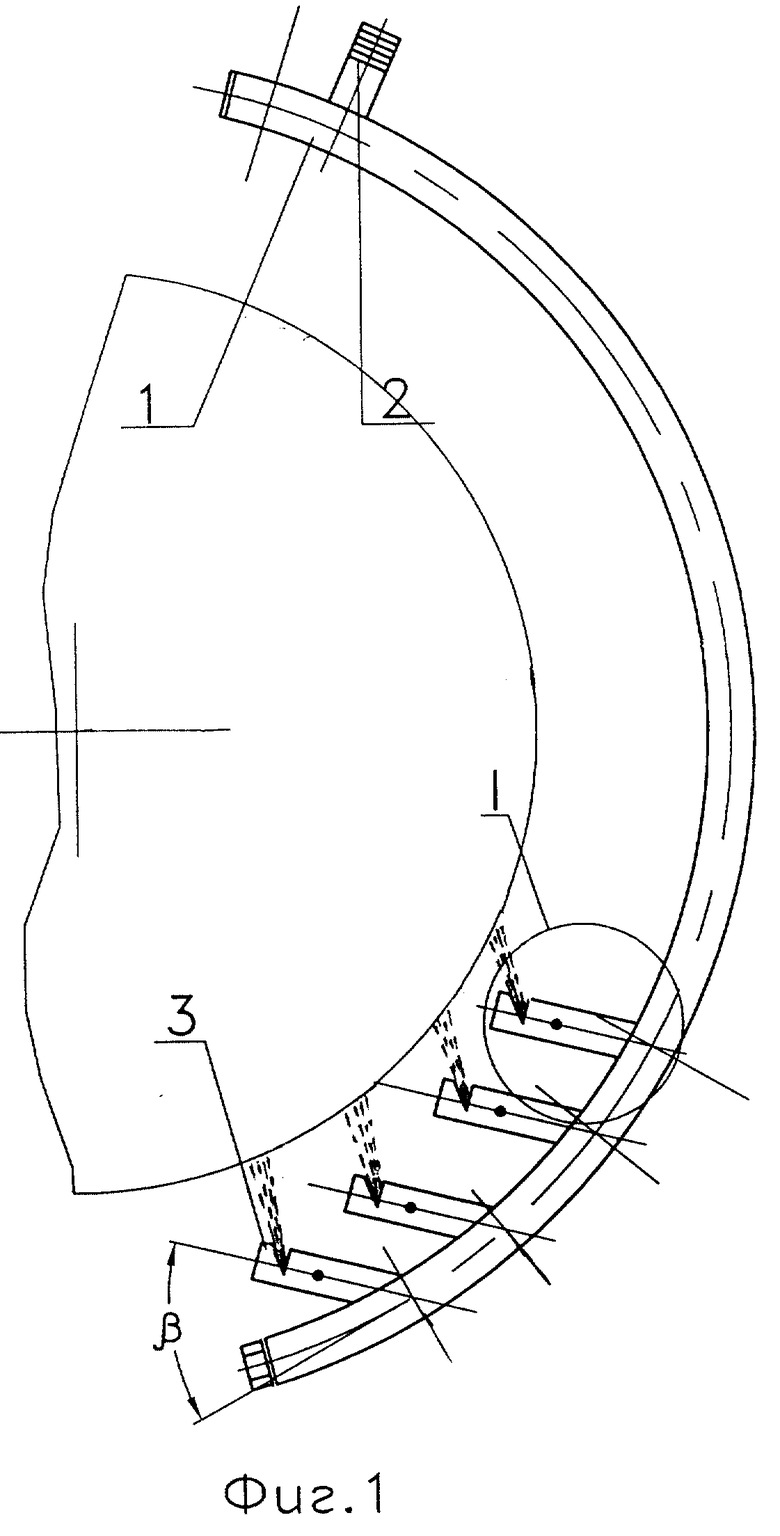
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1994 |
|
RU2081722C1 |
| Машина роторного типа для непрерывного литья цветных металлов и сплавов | 1982 |
|
SU1047581A1 |
| US 3868989, 04.03.1975 | |||
| DE 3011137, 20.08.1981 | |||
| ЭРХАРД ГЕРМАНН | |||
| Непрерывное литье | |||
| - Государственное научно-техническое издательство литературы по черной и цветной металлургии, 1961, с.46 и 47. | |||

