2. Машина по п. 1, отличающ а я. с я тем, что обод натяжного
ролика выполнен с покрытием из термостойкого ниэкотеплопроводного материала.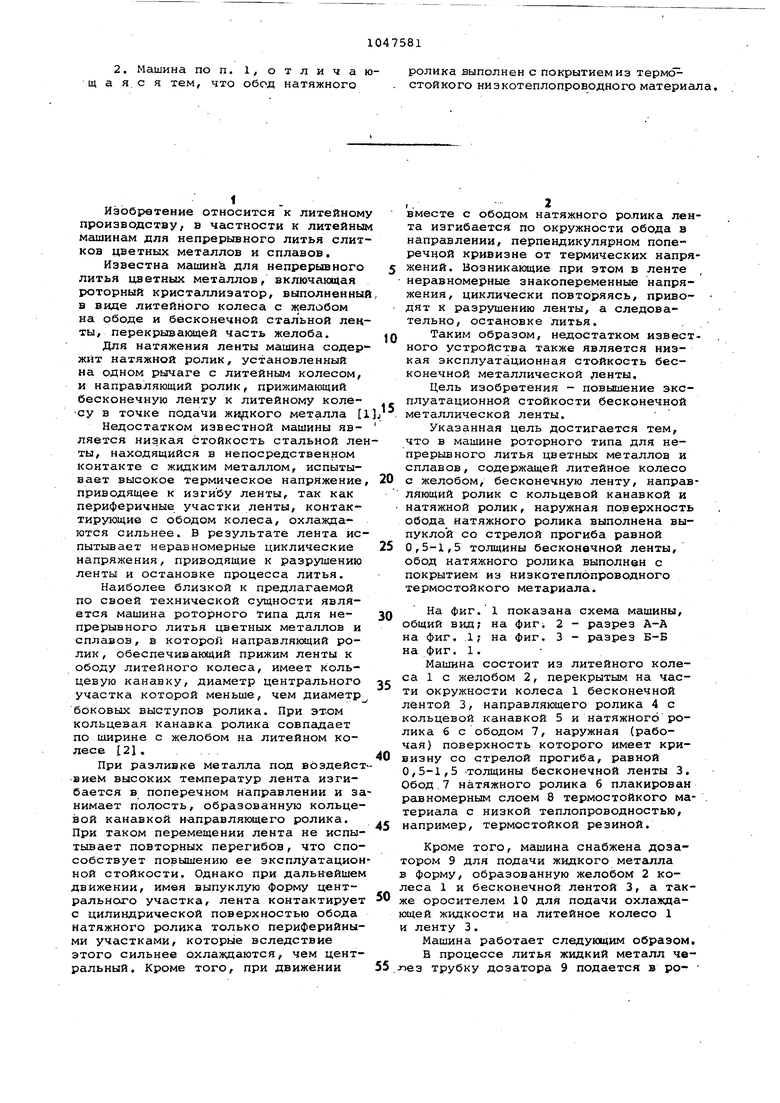
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1994 |
|
RU2081722C1 |
| ОРОСИТЕЛЬ ЛЕНТЫ РОТОРНОГО КРИСТАЛЛИЗАТОРА ДЛЯ ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1999 |
|
RU2167027C1 |
| Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате | 2015 |
|
RU2628805C2 |
| Устройство для литья лент из цветных металлов и сплавов | 1990 |
|
SU1759537A1 |
| Кристаллизатор непрерывного литья | 1975 |
|
SU605674A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ С РОТОРНЫМ КРИСТАЛЛИЗАТОРОМ | 2013 |
|
RU2528925C1 |
| ЛИТЕЙНАЯ РОТОРНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ МЕДНОЙ ЗАГОТОВКИ | 2014 |
|
RU2574915C2 |
| Способ получения медного сортового проката в литейно-прокатном агрегате с использованием литейной машины роторного типа | 2015 |
|
RU2628804C2 |
| Устройство автоматического регулирования положения ленты в роторной машине непрерывного литья | 1980 |
|
SU944771A1 |
| Установка непрерывного литья | 1981 |
|
SU980937A1 |
1. МАШИНА РОТОРНОГО ТИПА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОб, содержащая литейное колесо с желобом, бесконечную металлическую ленту, направляющий ролик с кольцевой канавкой и натяжной ролик , отлич ающаяс я тем, что, с целью повьлиения эксплуатационной стойкости бесконечной металлической ленты, наружная поверхность обода натяжного ролика выполнена выпуклой со стрелой прогиба, равной 0,5-1,5 толщины бесконечной ленты. (Л сл 00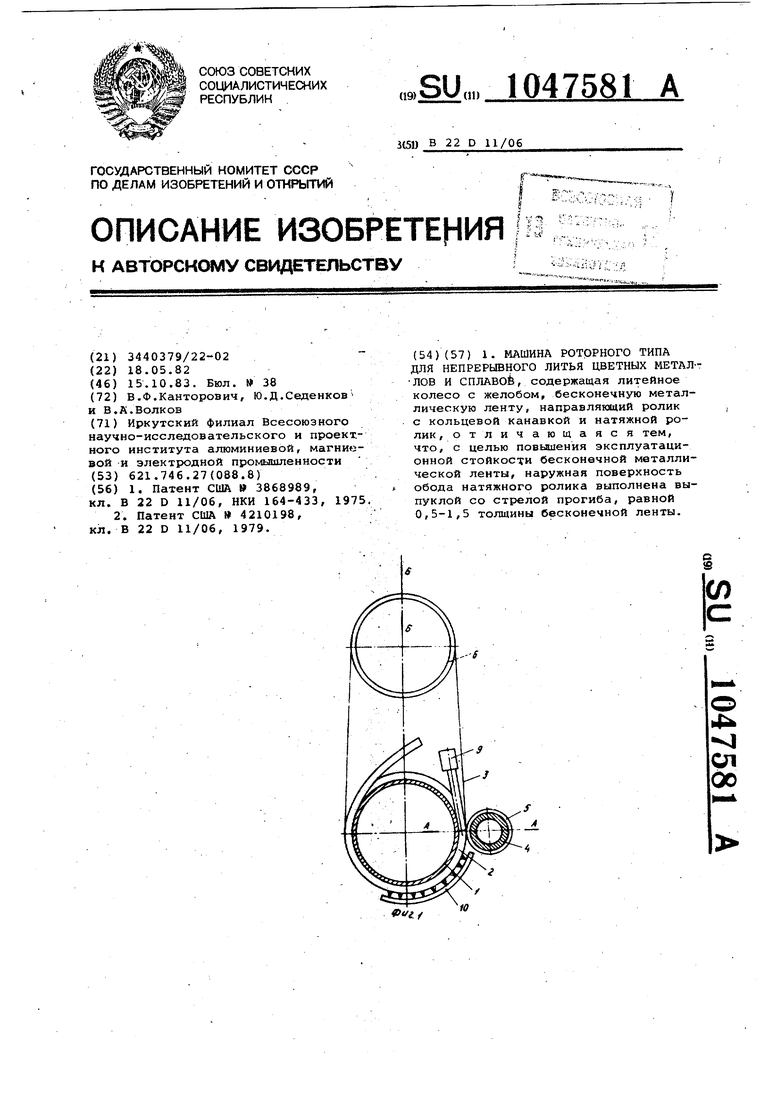
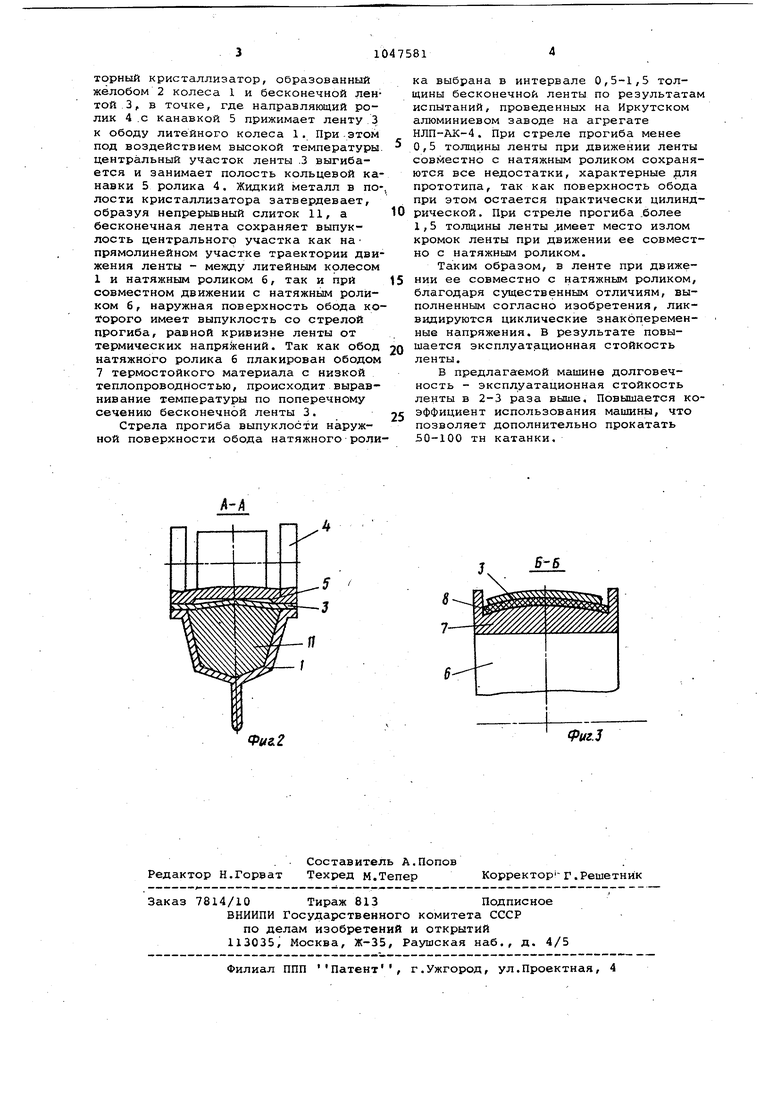
Изобретение относится к литейном производству, в частности к литейным машинам для непрерывного литья слит ков цветных металлов и сплавов. Известна машина для непрерывного литья цветных металлов, включающая роторный кристаллизатор, выполненный в виде литейного колеса с желобом на ободе и бесконечной стальной ленты, перекрывающей часть желоба. Для натяжения ленты машина содержит натяжной ролик, установленный на одном рычаге с литейным колесом, и направляющий ролик, прижимающий бесконечную ленту к литейному колесу в точке подачи жнркого металла 1 Недостатком известной машины является низкая стойкость стальной лен ты, находящийся в непосредственном контакте с жидким металлом, испытывает высокое термическое напряжение приводящее к изгибу ленты, так как периферичные участки ленты, контактирующие с ободом колеса, охлаждаются сильнее. В результате лента испытывает неравномерные циклические напряжения, приводящие к разрушению ленты и остановке процесса литья. Наиболее близкой к предлагаемой по своей технической сущности является машина роторного Типа для непрерывного литья цветных металлов и сплавов, в которой направляющий ролик , обеспечивающий прижим ленты к ободу литейного колеса, имеет кольцевую канавку, диаметр центрального участка которой меньше, чем диаметр боковых выступов ролика. При этом кольцевая канавка ролика совпадает по ширине с желобом на литейном колесе 121. При разливке металла под воздейст виеМ высоких температур лента изгибается в поперечном направлении и за нимает полость, образованную кольцевой канавкой направляющего ролика. При таком перемещении лента не испытывает повторных перегибов, что способствует повышению ее эксплуатацион ной стойкости. Однако при дальнейшем движении, имея выпуклую Форму центральнолго участка, лента контактирует с цилиндрической поверхностью обода натяжного ролика только периферийными участками, которые вследствие этого сильнее охлаждаются, чем центральный. Кроме того, при движении вместе с ободом натяжного ролика лента изгибается по окружности обода в направлении, перпендикулярном поперечцой кривизне от термических напряжений. Возникающие при этом в ленте неравномерные знакопеременные напряжения, циклически повторяясь, приводят к разрушению ленты, а следовательно, остановке литья. Таким образом, недостатком известного устройства также является низкая эксплуатационная стойкость бесконечной металлической ;1енты. Цель изобретения - повьацение эксплуатационной стойкости бесконечной металлической ленты. Указанная цель достигается тем, что в машине роторного типа для непрерывного литья цветных металлов и сплавов, содержащей литейное колесо с желобом, бесконечную ленту, направляющий ролик с кольцевой канавкой и натяжной ролик, наружная поверхность обода натяжного ролика выполнена выпуклой со стрелой прогиба равной 0,5-1,5 толщины бесконечной ленты, обод натяжного ролика выполнен с покрытием из низкотеплбпроводного термостойкого метариала. На фиг. 1 показана схема машины, общий вид; на фигi 2 - разрез А-А на фиг. .1 на фиг. 3 - разрез Б-В на фиг. 1. Машина состоит из литейного колеса 1 с желобом 2, перекрытым на части окружности колеса 1 бесконечной лентой 3, направляющего ролика 4 с кольцевой канавкой 5 и натяжного ролика б с ободом 7, наружная (рабочая) поверхность которого имеет кривизну со стрелой прогиба, равной 0,5-1,5 -толщины бесконечной ленты 3. Обод 7 натяжного ролика б плакирован равномерным слоем 8 термостойкого материала с низкой теплопроводностью, например, термостойкой резиной. Кроме того, машина снабжена дозатором 9 для подачи жидкого металла форму, образованную желобом 2 коеса 1 и бесконечной лентой 3, а таке оросителем 10 для подачи охлаждащей жидкости на литейное колесо 1 и ленту 3. Машина работает следующим образом, В процессе литья жидкий металл чепез трубку дозатора 9 подается в ро- торный кристаллизатор, образованный желобом 2 колеса 1 и бесконечной лентой 3 , в точке, где направляющий ролик 4 .0 канавкой 5 прижимает ленту 3 к ободу литейного колеса 1. При .этом под воздействием высокой температуры центральный участок ленты .3 выгибается и занимает полость кольцевой канавки 5 ролика 4. Жидкий металл в полости кристаллизатора затвердевает, образуя непрерывный слиток 11, а бесконечная лента сохраняет выпуклость центрального участка как на прямолинейном участке траектории движения ленты - между литейным колесом 1 и натяжным роликом б, так и при совместном движении с натяжным роликом 6, наружная поверхность обода ко торого имеет выпуклость со стрелой прогиба, равной кривизне ленты от термических напряжений. Так как обод натяжного ролика 6 плакирован ободом 7 термостойкого материала с низкой теплопроводностью, происходит выравнивание температуры по поперечному сечению бесконечной ленты 3. Стрела прогиба выпуклости наружной поверхности обода натяжного роли ка выбрана в интервале 0,5-1,5 толщины бесконечной ленты по результатам испытаний, проведенных на Иркутском алюминиевом заводе на агрегате НЛП-АК-4. При стреле прогиба менее 0,5 толщины ленты при движении ленты совместно с натяжным роликом сохраняются все недостатки, характерные рля прототипа, так как поверхность обода при этом остается практически цилиндрической . При стреле прогиба .более 1,5 толщины ленты ,имеет место излом кромок ленты при движении ее совместно с натяжным роликом. Таким образом, в ленте при движении ее совместно с натяжным роликом, благодаря существенным отличиям, выполненным согласно изобретения, ликвидируются циклические знакопеременные напряжения. В результате повышается эксплуатационная стойкость ленты. В предлагаемой машине долговечность - эксплуатационная стойкость ленты в 2-3 раза выше. Повышается коэффициент использования машины, что позволяет дополнительно прокатать 50-100 тн катанки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3868989, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 4210198, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
