Изобретение относится к области металлургии и может быть использовано при изготовлении сортового проката в совмещенном процессе литья и прокатки.
Известен способ литья заготовки в 5-ти роликовой роторной литейной машине, включающий формирование литейного желоба между центральным колесом машины и охватывающей лентой, и заливку жидкого металла на вход этого желоба; при этом вход в литейный желоб расположен горизонтально (См. статью «Полосовые литейно-прокатные агрегаты для производства полос из цветных металлов». В.А. Чеботарев, А.Ю. Шевченко, А.В. Самсонов. Тяжелое машиностроение 5/1997. Стр. 10. Позиция 1 на рисунке).
Недостаток известного способа - большая масса и стоимость литейной машины.
Известен способ литья алюминиевой заготовки в 2-роликовой литейной машине, включающий формирование литейного желоба между нижним колесом и охватывающей лентой (См. статью «Литейно-прокатные агрегаты для производства алюминиевой и медной катанки». А.Ю. Шевченко, В.А. Чеботарев и др. Тяжелое машиностроение 5/1997. Стр. 12. Позиция 1 на рисунке).
Достоинство известного способа - меньше вероятность попадания газовых пузырьков в жидкий металл в процессе литья.
Недостаток известного технического решения - вероятность появления поперечных температурных трещин по середине нижнего основания поперечного сечения литой заготовки.
Технический результат от использования изобретения - ликвидация брака по поперечным трещинам по середине нижнего основания трапециевидного поперечного сечения заготовки, а также исключение обрывов заготовки по этим трещинам в процессе ее литья и последующей прокатки заготовки, за счет местного снижения температуры заготовки в местах локализации этих трещин благодаря повышению интенсивности процесса охлаждения заготовки в указанной области путем подачи на эту область охлаждающей воды с большей скоростью, чем в целом по заготовке.
Указанный технический результат достигают тем, что используют способ изготовления горячекатаного медного сортового проката, включающий непрерывное литье заготовки в машине роторного типа, причем заготовка имеет трапециевидное поперечное сечение, нижнее основание которого выполнено с выступом в виде равнобедренного треугольника, и последующую прокатку литой заготовки в непрерывном стане горячей прокатки, при этом середину нижнего основания поперечного сечения отливаемой заготовки охлаждают при скорости соударения охлаждающей воды с поверхностью заготовки в 2,0…2,5 раза выше, чем в остальной части поперечного сечения заготовки.
Предлагаемое изобретение проиллюстрировано следующими фигурами:
фиг. 1 - схема литейного участка литейно-прокатного агрегата, в литейной машине которого реализуется предлагаемый способ.
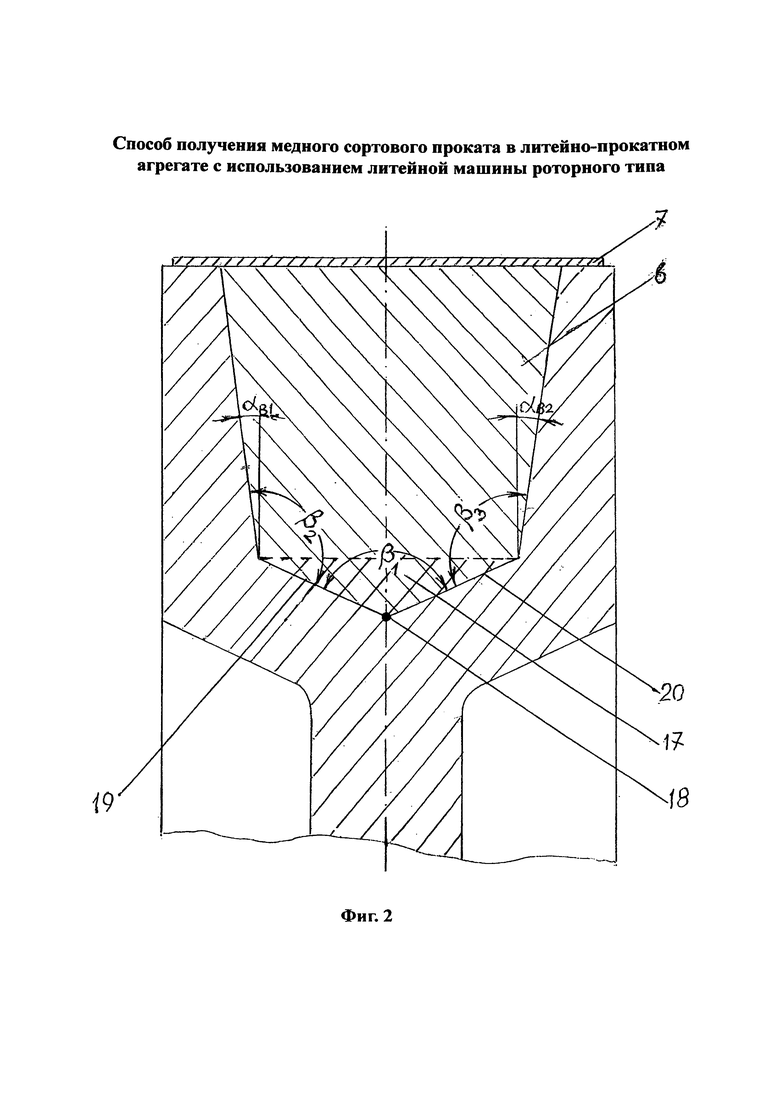
фиг. 2 - радиальное сечение литейного колеса (сечение А-А на фиг. 1).
Литейная машина входит в литейный участок литейно-прокатного агрегата, который состоит из литейной машины 1, правильной машины 2, ножниц 3 и короба 4 для сбора обрезков заготовки (см. фиг. 1).
Литейная машина 1 включает верхнее натяжное колесо 5 и нижнее литейное калиброванное колесо 6, которые охвачены бесконечной лентой 7. В литейном колесе 6 нарезан калибр, который совместно с лентой 7 образует литейный желоб 8, радиальное сечение которого показано на фиг. 2. В процессе вращения литейного колеса 6 по часовой стрелке (стрелка 9 на фиг. 1) литейный желоб 8 превращается в подвижный кристаллизатор, на вход 10 которого подают жидкий металл, а на выходе 11 получают литую заготовку (на фиг. 1 она показана траекторией ее движения 12).
Для жидкого металла имеется ванна 13, которая трубкой-питателем 14 соединена со входом 10 подвижного кристаллизатора. С целью получения геометрически правильной формы радиального сечения литейного желоба 8 литейное колесо оборудовано прижимным роликом 15, продольная ось которого установлена по своей высоте на одном уровне с осью 16 литейного колеса 6.
На выходе из правильной машины 3 (фиг. 1) готовая литая заготовка по стрелке 21 направляется на прокатный участок литейно-прокатного агрегата.
Для повышения производительности роторной литейной машины 1 в радиальном сечении калибра литейного колеса 6 дно калибра выполняют с впадиной в виде равнобедренного треугольника 17 (фиг. 2). Такое усовершенствование позволяет нижнюю часть трапеции разделить точкой 18 на две зоны охлаждения: 19 и 20; в результате разделяется на две зоны и тонкий газовый слой, в каждой из которых он становится в 2…3 раза тоньше; и, таким образом, улучшаются условия теплопередачи от охлаждаемого металла к литейному колесу 6, что в свою очередь, повышает производительность роторной литейной машины 1. Выполнение дна калибра с углом β1 (фиг. 2) позволяет увеличить углы β2 и β3. Увеличение указанных углов до максимально-возможной величины значительно снижает вероятность появления температурных трещин в литейном колесе 6. Максимальным каждый из углов β1; β2 и β3 будет в том случае, когда все три угла будут равны между собой и находиться в диапазоне, при этом 123…130°. Если углы β1; β2 и β3 будут меньше, то при выходе заготовки из калибра будет происходить ее закусывание в калибре и, как следствие, трещинообразование в слитке. Если углы β1; β2 и β3 будут больше, то форма поперечного сечения заготовки будет неоправданно искажена, что потребует в процессе ее прокатки дополнительных проходов.
Итак, при использовании калибра с такой геометрической формой в предлагаемом изобретении новые технические решения обеспечивают получение следующих результатов:
1. Выполнение дна калибра с впадиной в виде равнобедренного треугольника разделяет надвое газовый слой, содержащийся между отливаемой заготовкой и дном калибра, уменьшая тем самым его толщину и улучшая условия теплоотвода от заготовки и, в конечном счете, повышая производительность литейного комплекса.
2. Выполнение дна калибра с впадиной в виде равнобедренного треугольника позволяет увеличить углы у нижнего узкого основания трапециевидного радиального сечения калибра, что снижает вероятность появления термических трещин в углах калибра.
3. Выполнение всех трех углов у нижнего узкого основания трапециевидного радиального сечения калибра одинаковыми по своей величине позволяет дополнительно увеличить углы, которые образованы между дном калибра и его боковыми стенками, что дополнительно снижает вероятность появления термических трещин в углах калибра.
Однако, при наличии перечисленных достоинств, заготовка с поперечным сечением, представленным на фиг. 2, растрескивается в точке 18 поперечного сечения в момент перехода через точку 22 (фиг. 1), т.е. в момент перехода из криволинейного ее состояния в прямолинейное.
Во избежание указанного явления заготовку в точке 18 (и окружающей эту точку области) подстуживают более интенсивно с целью обеспечить температуру этой области на 40..60°С ниже, чем в целом по поперечному сечению заготовки.
Это достигают тем, что на выходе 11 (фиг. 1) литой заготовки из подвижного кристаллизатора на нее подают охлаждающую воду по стрелке 23, причем в точке 18 обеспечивают скорость соударения охлаждающей воды с поверхностью заготовки в 2,0…2,5 раза выше, чем в остальной части поперечного сечения заготовки
А это обеспечивает следующие преимущества:
а) ликвидируется опасность возникновения поперечных трещин по середине нижнего основания поперечного сечения заготовки, которые возникают в процессе ее разгибания перед входом в правильную машину;
б) как следствие, ликвидируются разрывы в заготовке, возникающие в процессе ее литья, а также при последующей ее прокатке; а это исключает аварийные ситуации в литейно-прокатном агрегате, в том числе обрывы раската между прокатными клетями;
в) ликвидируются скрытые трещины в заготовке, а в последующем, и в готовом прокате; а это исключает получение бракованной продукции.
При этом существует и отрицательное явление - для повышения интенсивности охлаждения в точке 18 поперечного сечения заготовки (фиг. 2) потребуется дополнительный расход охлаждающей воды. Но, в целом, перечисленные выше преимущества превосходят возникшее отрицательное явление и поэтому предложенное техническое решение является вполне актуальным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате | 2015 |
|
RU2628805C2 |
| Литейное колесо роторной литейной машины | 2015 |
|
RU2623559C1 |
| Литейно-прокатный агрегат для производства медной литой заготовки | 2016 |
|
RU2643286C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| ЛИТЕЙНАЯ РОТОРНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ МЕДНОЙ ЗАГОТОВКИ | 2014 |
|
RU2574915C2 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВКИ | 2019 |
|
RU2712683C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |

Изобретение относится к области металлургии и может быть использовано при изготовлении сортового проката в совмещенном процессе литья и прокатки. В роторной литейной машине непрерывным литьем получают заготовку, имеющую трапециевидное поперечное сечение, нижнее основание которого выполнено с выступом в виде равнобедренного треугольника. На выходе из подвижного кристаллизатора середину нижнего основания поперечного сечения заготовки охлаждают при скорости соударения охлаждающей воды с поверхностью заготовки в 20,-2,5 раза выше, чем в остальной части поперечного сечения заготовки, что приводит к повышению интенсивности охлаждения заготовки в данной области. Непрерывнолитую заготовку подвергают последующей прокатке в непрерывном стане горячей прокатки. Достигается устранение брака по поперечным трещинам по середине нижнего основания трапециевидного поперечного сечения заготовки, а также исключение обрывов заготовки по этим трещинам в процессе ее литья и последующей прокатки заготовки. 2 ил.
Способ получения горячекатаного медного сортового проката, включающий непрерывное литье заготовки в машине роторного типа, причем заготовка имеет трапециевидное поперечное сечение, нижнее основание которого выполнено с выступом в виде равнобедренного треугольника, и последующую прокатку литой заготовки в непрерывном стане горячей прокатки, отличающийся тем, что середину нижнего основания поперечного сечения отливаемой заготовки охлаждают при скорости соударения охлаждающей воды с поверхностью заготовки в 2,0…2,5 раза выше, чем в остальной части поперечного сечения заготовки.
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| RU 2014113719 A, 20.10.2015 | |||
| Кристаллизатор машин непрерывного литья роторного типа | 1975 |
|
SU550225A1 |
| US 2865067 A, 23.12.1958 | |||
| Эрхард Германн | |||
| Непрерывное литье | |||
| М.: Металлургиздат, 1961, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |

