Изобретение относится к области термической обработки движущегося синтетического текстильного материала, преимущественно шинного корда, в камерах термообработки конвективного типа.
Известен способ термообработки шинного корда, при котором осуществляется обдув движущегося в камере термообработки шинного корда, нагретым теплоносителем, подающимся к поверхности корда через нагнетательные сопла, отвод теплоносителя через всасывающие сопла, подогрев и подача нагретого теплоносителя при помощи циркуляционного вентилятора постоянной производительности через раздаточный воздуховод в нагнетательные сопла. В процессе термообработки осуществляется поддержание температуры нагретого теплоносителя на заданном постоянном уровне путем регулирования теплового потока, передающегося теплоносителю в подогревателе [В.И. Коновалов, А.М. Коваль. Пропиточно-сушильное и клеепромазочное оборудование. - М.: Химия, 1989, с. 144].
Недостатком данного способа является то, что он не позволяет поддерживать на заданном уровне показатели качества обработки корда. Например, в результате изменения начальных условий термообработки, температуры или изменения его теплофизических свойств при смене типа корда должна меняться продолжительность прогрева корда до температуры теплоносителя и соответственно должна меняться продолжительность выдержки корда в прогретом состоянии, от которой во многом зависят физико-механические свойства корда по окончании обработки [Ю.В. Васильков, А.В. Романов. Термообработка текстильных изделий технического назначения. - М.: Легпромбытиздат, 1990, с. 196].
Наиболее близким к предлагаемому по достигаемой цели является способ термообработки синтетического текстильного материала, при котором осуществляется подача нагретого теплоносителя циркуляционным вентилятором через раздаточный воздуховод в нагнетательные сопла, подача нагретого теплоносителя к поверхности материала через нагнетательные сопла, отвод отработанного теплоносителя в подогреватель и подогрев теплоносителя в подогревателе, при этом операцию термообработки разделяют на стадии нагрева и выдержки материала при заданной температуре и осуществляют поддержание на заданном уровне продолжительности нагрева материала до температуры теплоносителя путем регулирования объемного расхода теплоносителя, которым определяется скорость истечения теплоносителя из нагнетательных сопел и интенсивность подвода тепла к корду [Заявка ФРГ N 3741876, кл. D 06 С 7/00, 22.06.89, 8 л.]. В процессе термообработки управляющее устройство обеспечивает такую частоту вращения рабочего колеса циркуляционного вентилятора, при которой скорость движения теплоносителя обеспечивает заданное время прогрева материала, необходимое для обеспечения заданного значения времени выдержки корда в прогретом состоянии. Таким образом, способ предусматривает управление продолжительностью выдержки корда в прогретом состоянии, что позволяет обеспечить стабильность физико-механических свойств обрабатываемого корда.
К недостаткам этого способа относится необходимость в специальном оборудовании, предназначенном для регулирования частоты вращения циркуляционного вентилятора, и отличающемся сложностью устройства и эксплуатации, в результате чего снижается надежность функционирования системы управления тепловыми режимами в целом. Кроме того, объемный расход теплоносителя является одним из факторов, от которых зависит температура теплоносителя на выходе из подогревателя, что обусловливает изменение температуры нагретого теплоносителя в процессе управления продолжительностью выдержки корда. Таким образом, возникает необходимость в одновременном регулировании двух взаимозависимых параметров теплового режима - температуры и расхода теплоносителя, за счет чего усложняется система управления тепловыми режимами, снижается ее эффективность, что сказывается на качестве обработки корда.
Изобретением решаются задачи повышения качества обработки текстильного синтетического материала и повышения надежности функционирования оборудования, обеспечивающего заданный тепловой режим термообработки текстильного материала.
Сущность заявленного изобретения заключается в том, что в способе, включающем подачу нагретого теплоносителя, циркуляционным вентилятором через раздаточный воздуховод в нагнетательные сопла, подачу нагретого теплоносителя - к поверхности движущегося в камере термообработки материала через нагнетательные сопла, разделение операции термообработки на стадии нагрева и выдержки материала при заданной температуре и поддержание на заданном уровне продолжительности нагрева материала до температуры теплоносителя, согласно изобретению осуществляют отвод теплоносителя от поверхности материала через всасывающие сопла в подогреватель и подогрев теплоносителя в подогревателе, при этом нагретый теплоноситель разделяют на два потока, один из которых подают в нагнетательные сопла, расположенные на стадии нагрева, а другой - в нагнетательные сопла, расположенные на стадии выдержки через индивидуальные раздаточные воздуховоды, а поддержание на заданном уровне продолжительности нагрева материала до температуры теплоносителя осуществляют путем регулирования соотношения расходов теплоносителя в индивидуальных раздаточных воздуховодах стадий нагрева и выдержки при постоянном расходе теплоносителя через подогреватель, что обеспечивает постоянный расход теплоносителя через подогреватель и хорошее качество обработки материала.
Предлагаемый способ поясняется чертежом, на котором изображена схема установки для термообработки материала и схема движения теплоносителя. На чертеже показаны камера термообработки 1, нагреваемый материал 2, нагнетательные сопла 3, зона нагрева материала 4, зона выдержки материала при заданной температуре 5, циркуляционный вентилятор 6, всасывающие сопла 7, всасывающий воздуховод 8, подогреватель 9, главный раздаточный воздуховод 10, раздаточные воздуховоды 11 и 12 зон нагрева и выдержки, устройство 13, регулирующее соотношение расходов теплоносителя в раздаточных воздуховодах зон нагрева и выдержки материала при заданной температуре.
Способ осуществляется следующим образом. Материал 2 поступает в камеру термообработки 1, где происходит обдув материала нагретым теплоносителем из нагнетательных сопел 3, расположенных вдоль зоны термообработки и разделенных на две группы, соответствующие зоне 4 нагрева материала и зоне 5 выдержки материала при заданной температуре, равной температуре нагретого теплоносителя. При помощи циркуляционного вентилятора 6 охлажденный теплоноситель из зоны термообработки поступает во всасывающие сопла 7, далее во всасывающий воздуховод 8, подогреватель 9, главный раздаточный воздуховод 10, раздаточные воздуховоды 11 и 12 зон нагрева и выдержки и через нагнетательные сопла 3 подается к поверхности материала. Управление тепловыми режимами осуществляется при помощи устройства 13, установленного в месте соединения раздаточных воздуховодов 11 и 12 с главным раздаточным воздуховодом 10 и регулирующего соотношение расходов теплоносителя в раздаточных воздуховодах 11, 12 зон нагрева и выдержки. При этом изменяется скорость истечения теплоносителя из нагнетательных сопел зон нагрева и выдержки и интенсивность подвода тепла к материалу в этих зонах, за счет чего осуществляется регулирование продолжительности нагрева материала до температуры теплоносителя.
Например, если по причине изменения начальной температуры материала, его теплофизических свойств или по какой-либо иной причине, увеличивается продолжительность нагрева материала, то устройство 13 срабатывает таким образом, чтобы увеличить расход в раздаточном воздуховоде 11 зоны нагрева, при этом повышается скорость истечения теплоносителя из нагнетательных сопел зоны нагрева 4 и интенсивность подвода тепла к материалу на этом участке, за счет чего время нагрева материала сокращается и вновь становится равным заданному значению. Происходящее при этом уменьшение скоростей истечения теплоносителя из нагнетательных сопел зоны выдержки 5 не сказывается на температуре материала в этой зоне, поскольку температуры материала и теплоносителя в этой зоне равны и теплообмен материала и теплоносителя отсутствует.
Таким образом, предлагаемый способ позволяет:
- повысить качество обработки текстильного материала за счет того, что в процессе управления продолжительностью нагрева материала до заданной температуры объемный расход теплоносителя через подогреватель остается постоянным, вследствие чего исключается необходимость в одновременном регулировании температуры и расхода теплоносителя, что дает возможность более эффективно управлять параметрами теплового режима;
- повысить надежность функционирования оборудования, обеспечивающего заданный тепловой режим термообработки текстильного материала, за счет исключения необходимости в специальном оборудовании, предназначенном для управления расходом теплоносителя путем изменения производительности циркуляционного вентилятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМООБРАБОТКИ СИНТЕТИЧЕСКОГО ТЕКСТИЛЬНОГО МАТЕРИАЛА | 2000 |
|
RU2164570C1 |
| МУЛЬТИОХЛАЖДАЮЩЕЕ УСТРОЙСТВО | 1999 |
|
RU2168136C2 |
| АППАРАТ ДЛЯ ТЕРМИЧЕСКОЙ бБРАБОТКИ КОрДА | 1969 |
|
SU244288A1 |
| КЛИМАТИЧЕСКАЯ СИСТЕМА ТРАНСПОРТНОГО СРЕДСТВА | 2014 |
|
RU2573514C1 |
| СИСТЕМА ЖИДКОСТНОГО ОХЛАЖДЕНИЯ ТЕПЛОВОЙ МАШИНЫ | 1992 |
|
RU2027033C1 |
| Система лучистого отопления здания | 2017 |
|
RU2668239C1 |
| Система лучистого отопления здания | 2018 |
|
RU2724144C2 |
| Конвейерная сушилка | 1978 |
|
SU765614A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЛИФТОВЫХ ТРУБ ТИПА "ТРУБА В ТРУБЕ" | 2012 |
|
RU2479647C1 |
| Хлебопекарная печь | 1983 |
|
SU1194348A1 |
Изобретение относится к термической обработке движущегося синтетического текстильного материала, преимущественно шинного корда, в камерах термообработки конвективного типа и обеспечивает повышение качества обработки текстильного синтетического материала надежности функционирования оборудования камеры термообработки. Теплоноситель циркулирует в замкнутом контуре, проходя через подогреватель, и подается к поверхности нагреваемого материала при помощи нагнетательных сопел. Предусмотрено разделение операции термообработки на стадии нагрева и выдержки материала в прогретом состоянии, разделение теплоносителя на два потока, подающихся в нагнетательные сопла стадий нагрева и выдержки и управление соотношением расходов потоков теплоносителя при постоянном расходе теплоносителя через подогреватель. Это позволяет поддерживать на заданном уровне продолжительность нагрева материала за счет изменения интенсивности обдува материала на стадии нагрева. 1 ил.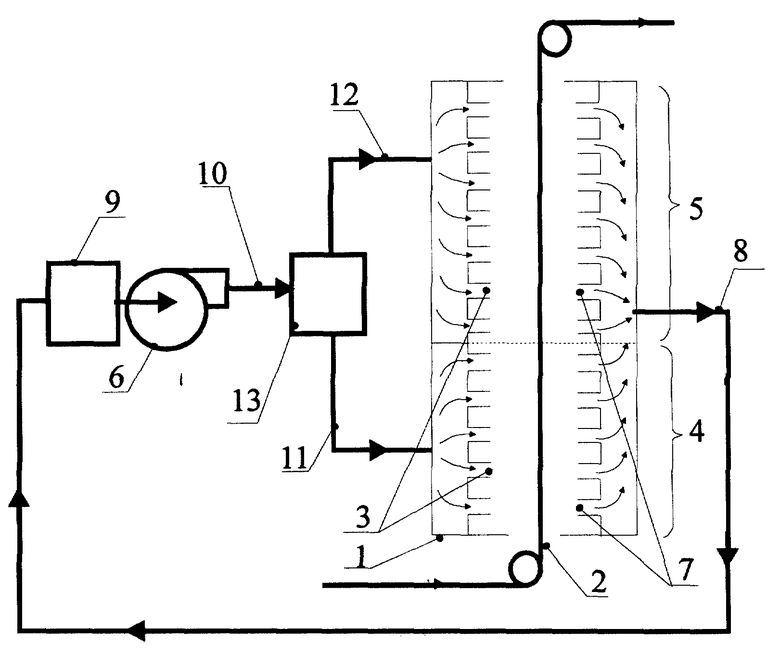
Способ термообработки синтетического текстильного материала, включающий подачу нагретого теплоносителя циркуляционным вентилятором через раздаточный воздуховод в нагнетательные сопла, подачу нагретого теплоносителя к поверхности движущегося в камере термообработки материала через нагнетательные сопла, отвод теплоносителя от поверхности материала в подогреватель, подогрев теплоносителя в подогревателе и поддержание на заданном уровне продолжительности нагрева материала до температуры теплоносителя, причем операцию термообработки разделяют на стадии нагрева и выдержки материала при заданной температуре, отличающийся тем, что нагретый теплоноситель разделяют на два потока, один из которых подают в нагнетательные сопла, расположенные на стадии нагрева, а другой - в нагнетательные сопла, расположенные на стадии выдержки через индивидуальные раздаточные воздуховоды, а поддержание на заданном уровне продолжительности нагрева материала до температуры теплоносителя осуществляют путем регулирования соотношения расходов теплоносителя в индивидуальных раздаточных воздуховодах стадий нагрева и выдержки при постоянном расходе теплоносителя через подогреватель.
| DE 3741876 A1, 22.06.1989 | |||
| Устройство для дозированной подачи смазки | 1987 |
|
SU1460521A1 |
| SU 1689470 A1, 07.11.1991 | |||
| Способ тепловой обработки ткани | 1974 |
|
SU554333A1 |
| УСТРОЙСТВО для ТЕРМООБРАБОТКИ ЛЕНТОЧНЫХ МАТЕРИАЛОВ, НАПРИМЕР КОРДНОГО ПОЛОТНА | 0 |
|
SU390340A1 |
| Способ получения хлорида свинца | 1988 |
|
SU1710509A1 |
