Изобретение относится к машиностроению и может быть использовано для сборки гидропневмоагрегатов с уплотнительными кольцами радиального сжатия, требующих высокой степени герметичности и надежности уплотнения полостей.
Известен способ установки вала с уплотнительными кольцами, включающий установку уплотнительных колец на вал и перемещение вала с кольцами в отверстии корпуса, имеющего радиальные подводящие отверстия, канавки и проточки [1].
Указанный способ позволяет установить вал с уплотнительными кольцами в отверстие корпуса, но не гарантирует надежность герметизации при больших скоростях установки вала и большом количестве уплотнительных колец из-за возможного срезания колец на радиальных подводящих отверстиях, канавках и проточках в отверстии корпуса.
Наиболее близким к предложенному способу - прототипом является способ установки уплотнительных колец между корпусом и валом [2], включающий установку уплотнительных колец на вал, нанесение смазки на элементы конструкции, установку вала с уплотнительными кольцами в технологическую оправку, в которой выполнено цилиндрическое отверстие, размеры которого соответствуют размерам отверстия корпуса, захолаживание вала совместно с оправкой и корпуса до температуры выше температуры замерзания смазки, но ниже температуры восстановления эластичных свойств материала уплотнительных колец, извлечение вала с уплотнительными кольцами из оправки и его установка в корпус, удаление жидкости из корпуса.
Однако указанный способ не гарантирует целостности уплотнительных колец при установке, т.к. при извлечении вала из оправки смазка с поверхности вала и уплотнительных колец удаляется, поэтому при установке вала в корпус возникает дополнительное поверхностное трение и возможно местное повышение температуры, способствующее восстановлению эластичных свойств материала уплотнительных колец и их срезанию на острых кромках в корпусе, кроме того, требуется повышенное усилие при установке вала в корпус.
Задачей способа установки уплотнительных колец между корпусом и валом является надежное разделение полостей разного давления и предотвращение несанкционированного перетекания рабочей жидкости в гидропневмоагрегатах.
Техническим результатом настоящего изобретения является повышение надежности способа путем предохранения уплотнительных колец от срезания, а также снижение усилия при установке вала с уплотнительными кольцами в корпус за счет введения дополнительного нанесения смазки на наружную поверхность вала и уплотнительных колец перед установкой вала в корпус.
Технический результат достигается тем, что в известном способе установки уплотнительных колец между корпусом и валом, включающем установку уплотнительных колец на вал, нанесение смазки на элементы конструкции, установку вала с уплотнительными кольцами в технологическую оправку, в которой выполнено цилиндрическое отверстие, размеры которого соответствуют размерам отверстия корпуса, захолаживание вала совместно с оправкой и корпуса до температуры выше температуры замерзания смазки, но ниже температуры восстановления эластичных свойств материала уплотнительных колец, извлечение вала с уплотнительными кольцами из оправки и его установка в корпус, удаление жидкости из корпуса в отличие от прототипа после извлечения вала с уплотнительными кольцами из оправки на наружную цилиндрическую поверхность вала и уплотнительные кольца дополнительно наносят смазку, причем температура захолаживания вала с уплотнительными кольцами и температура восстановления эластичных свойств материала уплотнительных колец связаны соотношением

где T1 - температура захолаживания вала с уплотнительными кольцами;
Т - температура восстановления эластичных свойств материала уплотнительных колец;
СВ - удельная теплоемкость материала вала;
МВ - масса вала;
СС - удельная теплоемкость смазки;
МС - масса смазки;
СК - удельная теплоемкость материала уплотнительных колец;
МК - масса уплотнительных колец.
Т3 - начальная температура смазки.
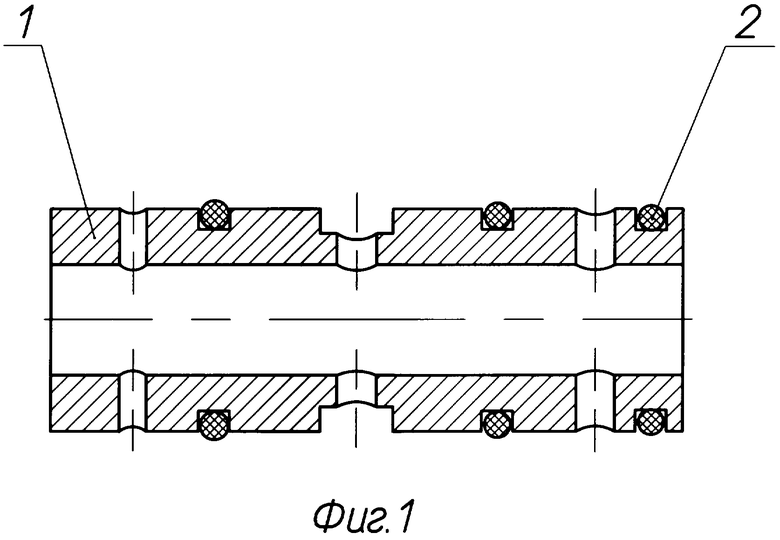
Осуществление заявляемого способа поясняется с помощью графических материалов. На фиг.1 представлен вал с уплотнительными кольцами, на фиг.2 представлен вал с кольцами, помещенный в оправку, на фиг.3 представлен вал с уплотнительными кольцами, установленный в корпус.
Устройства, приведенные на фиг.1-3, включают вал 1 с уплотнительными кольцами 2, технологическую оправку 3 с цилиндрическим отверстием, имеющим такой же диаметр как и отверстие корпуса 4, что обеспечивает установку вала 1 с уплотнительными кольцами 2 в корпус 4, а длину большую, чем расстояние между крайними точками колец 2, максимально разнесенных вдоль оси вала 1, т.к. только при такой длине обеспечивается радиальная деформация всех уплотнительных колец.
Способ осуществляется следующим образом: на вал 1 устанавливают уплотнительные кольца 2 (фиг.1), смазывают кольца 2 и посадочные поверхности вала 1, оправки 3 и корпуса 4 смазкой, заводят вал 1 с кольцами 2 в отверстие оправки 3 (фиг.2), обеспечивая на заходной фаске радиальную деформацию колец 2 в размер отверстия корпуса 4. Затем захолаживают вал 1 с оправкой 3 до температуры Т1, которая выше температуры замерзания смазки, для устранения эластического восстановления и фиксации радиальной деформации колец 2 после снятия технологической оправки, а корпус 4 захолаживают для устранения нагрева при установке вала. После этого снимают оправку 3 с вала 1 и на наружную цилиндрическую поверхность вала и уплотнительные кольца дополнительно наносят смазку, после чего устанавливают вал 1 с кольцами 2 в отверстие корпуса 4 (фиг.3), после чего производят сушку для удаления жидкости из корпуса.
Известно, что вал с уплотнительными кольцами и оправкой захолаживается до температуры Т1. Дополнительное нанесение смазки изменяет температуру вала с уплотнительными кольцами. Обозначим температуру поверхности вала и уплотнительных колец после повторного нанесения смазки Т2. Для того, чтобы предотвратить восстановление эластичных свойств уплотнительных колец и их срезание при установке температура Т2 должна быть ниже температуры Т (температуры восстановления эластичных свойств материала уплотнительных колец), т.е. для надежного осуществления предложенного способа перед установкой вала с уплотнительными кольцами в корпус необходимо выполнение соотношения

Вместе с тем, принимая, что время после извлечения вала из оправки и до установки вала в корпус мало, можно пренебречь теплопередачей в окружающее пространство и составить согласно [3] уравнение теплового баланса

где СВ - удельная теплоемкость материала вала;
МВ - масса вала;
Т2 - температура поверхности вала и уплотнительных колец после повторного нанесения смазки;
Т1 - температура захолаживания вала с уплотнительными кольцами;
СК - удельная теплоемкость материала уплотнительных колец;
МК - масса уплотнительных колец;
СС - удельная теплоемкость смазки;
MС - масса смазки;
Т3 - начальная температура смазки.
Преобразуя (2), получим
(СВМВ+СКМК)(T2-T1)=ССМС(Т3-Т2), откуда

обозначив
за А, получим T2-T1=А(T3-T2) или
Подставляя (3) в (1), получаем
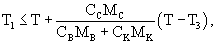
откуда T1≤(1+А)Т-AТ3 или T1≤Т+А(Т-T3), подставляя значение А, имеем

где T1 - температура захолаживания вала с уплотнительными кольцами;
Т - температура восстановления эластичных свойств материала уплотнительных колец;
СВ - удельная теплоемкость материала вала;
МВ - масса вала;
СС - удельная теплоемкость смазки;
МС -масса смазки;
СК - удельная теплоемкость материала уплотнительных колец;
МК - масса уплотнительных колец.
Т3 - начальная температура смазки.
Введение дополнительного нанесения смазки на наружную поверхность вала и уплотнительных колец перед установкой вала в корпус при выполнении указанного соотношения температур (4) позволяет гарантировать сохранение уплотнительными кольцами температуры ниже температуры восстановления эластичных свойств материала уплотнительных колец и снижает трение между уплотнительными кольцами и корпусом, что повышает надежность осуществления способа и снижает усилие при установке вала с уплотнительными кольцами в корпус.
Литература:
1. Т.М.Башта. Машиностроительная гидравлика. - М.: Машгиз, 1963 г., с.589-591, фиг.432.
2. Патент РФ №2167353, кл. F 16 J 15/00, 1999 г.
3. В.А.Лободюк, К.П.Рябошапка, О.И.Шулишова. Справочник по элементарной физике. - Киев: Наукова думка, 1978 г., с.162.

Изобретение относится к машиностроению и может быть использовано для сборки гидропневмоагрегатов с уплотнительными кольцами радиального сжатия, требующих высокой степени герметичности и надежности уплотнения полостей. Способ установки уплотнительных колец между корпусом и валом включает установку уплотнительных колец на вал, нанесение смазки на элементы конструкции, установку вала с уплотнительными кольцами в технологическую оправку, в которой выполнено цилиндрическое отверстие, размеры которого соответствуют размерам отверстия корпуса, захолаживание вала совместно с оправкой и корпуса до температуры выше температуры замерзания смазки, но ниже температуры восстановления эластичных свойств материала уплотнительных колец, извлечение вала с уплотнительными кольцами из оправки и его установка в корпус, удаление жидкости из корпуса. После извлечения вала с уплотнительными кольцами из оправки на наружную цилиндрическую поверхность вала и уплотнительные кольца дополнительно наносят смазку, причем температура захолаживания вала с уплотнительными кольцами и температура восстановления эластичных свойств материала уплотнительных колец связаны соотношением. Изобретение позволяет гарантировать сохранение уплотнительными кольцами температуры ниже температуры восстановления эластичных свойств материала уплотнительных колец и снижает трение между уплотнительными кольцами и корпусом, что повышает надежность осуществления способа и снижает усилие при установке вала с уплотнительными кольцами в корпус. 3 ил.
Способ установки уплотнительных колец между корпусом и валом, включающий установку уплотнительных колец на вал, нанесение смазки на элементы конструкции, установку вала с уплотнительными кольцами в технологическую оправку, в которой выполнено цилиндрическое отверстие, размеры которого соответствуют размерам отверстия корпуса, захолаживание вала совместно с оправкой и корпуса до температуры выше температуры замерзания смазки, но ниже температуры восстановления эластичных свойств материала уплотнительных колец, извлечение вала с уплотнительными кольцами из оправки и его установка в корпус, удаление жидкости из корпуса, отличающийся тем, что после извлечения вала с уплотнительными кольцами из оправки на наружную цилиндрическую поверхность вала и уплотнительные кольца дополнительно наносят смазку, причем температура захолаживания вала с уплотнительными кольцами и температура восстановления эластичных свойств материала уплотнительных колец связаны соотношением
где T1 -температура захолаживания вала с уплотнительными кольцами;
Т - температура восстановления эластичных свойств материала уплотнительных колец;
СВ - удельная теплоемкость материала вала;
МВ - масса вала;
СС - удельная теплоемкость смазки;
Мc - масса смазки;
СК - удельная теплоемкость материала уплотнительных колец;
МК - масса уплотнительных колец.
t3 - начальная температура смазки.
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ МЕЖДУ КОРПУСОМ И ВАЛОМ | 1999 |
|
RU2167353C1 |
| Машиностроительная гидравлика | |||
| - М.: Машгиз, 1963, с.589-591, фиг.432. | |||
