Изобретение относится к машиностроению и может быть использовано для сборки гидропневмоагрегатов с уплотнительными элементами радиального сжатия, требующих высокой степени герметичности и надежности уплотнения полостей.
Известен способ установки уплотнительных колец между корпусом и валом, включающий установку уплотнительных колец на вал, установку вала с уплотнительными кольцами в технологическую оправку, в которой выполнено цилиндрическое отверстие, размеры которого соответствуют размерам отверстия корпуса, и осаживание уплотнительных колец по наружному диаметру в технологической оправке, извлечение вала с уплотнительными кольцами из оправки [патент РФ №2167353, кл. F16J 15/00, 1999 г.].
Недостатком указанного способа является невозможность его применения при размещении нескольких уплотнительных элементов (колец, манжет и неразрезных защитных колец) в канавке вала.
Наиболее близким к предложенному способу - прототипом - является способ установки уплотнительных элементов между корпусом и валом [патент РФ №2386872, кл. F16J 15/00, 2008 г.], включающий растяжение внутреннего диаметра каждого элемента до величины диаметра вала, заведение уплотнительного элемента в канавку на валу, осаживание уплотнительных элементов по наружному диаметру путем заведения вала с уплотнительными элементами в технологическую оправку.
Недостатком указанного способа является недостаточная надежность из-за отсутствия объективного контроля осаживания и возможность срезания уплотнительных элементов в штатном корпусе при больших скоростях перемещения вала в случае недостаточного осаживания в технологической оправке.
Задачей предложенного способа установки уплотнительных элементов между корпусом и валом является повышение надежности и предохранение от срезания уплотнительных элементов при установке.
Техническим результатом настоящего изобретения является повышение надежности за счет предохранения уплотнительных элементов от срезания путем введения объективного контроля осаживания и ускорение процесса осаживания.
Технический результат достигается тем, что в известном способе установки уплотнительных элементов между корпусом и валом, включающем растяжение внутреннего диаметра каждого элемента до величины диаметра вала, заведение уплотнительного элемента в канавку на валу, осаживание уплотнительных элементов по наружному диаметру путем заведения вала с уплотнительными элементами в технологическую оправку, извлечение вала из оправки, в соответствии с изобретением предварительно определяют усилие установки в корпус нерастянутых уплотнительных элементов, размещенных на разборном технологическом валу, осаживание уплотнительных элементов по наружному диаметру осуществляют под действием приложенного к валу усилия, превышающего усилие установки, после заведения вала с уплотнительными элементами в оправку производят нагружение вала усилием установки, после чего устраняют остаточную деформацию уплотнительных элементов путем выдержки вала с уплотнительными элементами в технологической оправке под действием вибрационной нагрузки, направленной перпендикулярно оси вала, при этом осуществляют поворот оправки с валом в окружном направлении относительно оси вала, причем процесс выдержки завершают в момент страгивания вала с уплотнительными элементами относительно оправки под действием усилия установки.
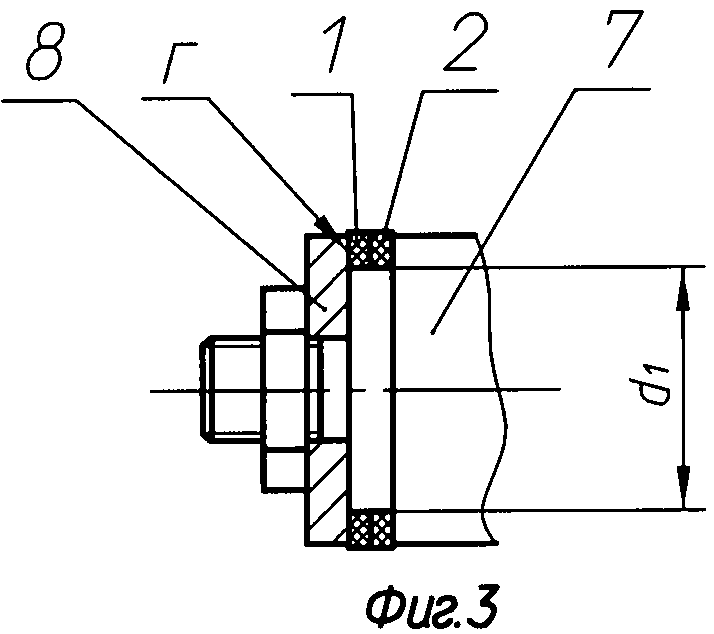
Осуществление заявляемого способа поясняется с помощью графических материалов. На фиг.1 представлены приспособление для растяжения внутреннего диаметра уплотнительного элемента с валом и двумя уплотнительными элементами в его канавке, на фиг.2 представлен вал с двумя уплотнительными элементами и технологическим разделителем в его канавке, заведенный в оправку, после осаживания первого уплотнительного элемента. На фиг.3 представлены уплотнительные элементы, установленные на разборном технологическом валу.
Устройства, приведенные на фиг.1, 2, включают уплотнительные элементы 1 и 2, приспособление для растяжения внутреннего диаметра уплотнительного элемента, выполненное, например, в виде конусной оправки 3, вал 4 с канавкой, технологический разделитель, состоящий из двух полуколец 5, технологическую оправку 6 с цилиндрическим отверстием, имеющим такой же диаметр, как и отверстие корпуса. Уплотнительные элементы 1 и 2 своим внутренним диаметром размещаются на посадочном диаметре d1 разборного технологического вала 7, соответствующем диаметру d канавки вала 4, при этом торец Г образован съемной втулкой 8, закрепленной на разборном технологическом валу 7, например, гайкой.
Способ установки уплотнительных элементов между корпусом и валом осуществляют следующим образом. Предварительно уплотнительные элементы 1 и 2 в нерастянутом виде устанавливают на разборном технологическом валу 7 после демонтажа и обратного монтажа съемной втулки 8. Вал 7 с уплотнительными элементами 1 и 2 заводят в штатный корпус, замеряя при этом усилие установки, например, с помощью динамометра. После этого уплотнительные элементы 1 и 2 снимают с разборного технологического вала 7 без деформации после демонтажа съемной втулки 8 и на конусной оправке 3, установленной на валу 4, растягивают по внутреннему диаметру до величины диаметра вала для перемещения их в канавку. Размещают уплотнительные элементы 1 и 2 в канавке вала 4 (например, уплотнительный элемент 1 у торца Б, а уплотнительный элемент 2 у торца В). Устанавливают между уплотнительными элементами 1 и 2 технологический разделитель, выполненный из двух полуколец 5. Сняв конусную оправку 3, заводят вал 4 с уплотнительными элементами 1 и 2, полукольцами 5 в отверстие технологической оправки 6 со стороны торца Б, на фаске оправки 6 начинается сжатие уплотнительного элемента 1 и сведение полуколец 5. Перемещение вала 4 внутри технологической оправки 6 производят до полного захода уплотнительных элементов 1 и 2, а также полуколец 5 технологического разделителя в отверстие диаметром D технологической оправки 6. Заведение вала 4 с уплотнительными элементами 1 и 2, полукольцами 5 в отверстие технологической оправки 6 производят под действием усилия, превышающего усилие установки. Т.к. уплотнительные элементы 1 и 2 имеют остаточную деформацию, то сила их заведения (включает силу формообразования, а также силу трения) по данным эксперимента превышает в 2÷2,5 раза усилие установки в зависимости от пластичности и коэффициента трения материала уплотнительных элементов, шероховатости поверхности отверстия технологической оправки, наличия смазки. После заведения устанавливают вал 4 с оправкой 6 на вибростол, прикладывают к валу 4 усилие, равное усилию установки, например, посредством груза. После этого устраняют остаточную деформацию с помощью воздействия вибрационной нагрузки, направленной перпендикулярно оси вала 4. Для ускорения процесса и равномерности воздействия осуществляют поворот оправки 6 с валом 4 в окружном направлении относительно оси вала 4. Процесс выдержки завершают в момент начала движения (страгивания) вала 4 относительно оправки 6, которое контролируют, например, по концевому выключателю.
Выдерживание вала с уплотнительными элементами в технологической оправке под действием вибрационной нагрузки обеспечивает ускорение процесса осаживания, а введение объективного контроля осаживания, путем контроля момента страгивания вала с уплотнительными элементами в оправке под действием усилия установки, повышает надежность способа.


Изобретение относится к уплотнительной технике. Техническим результатом изобретения является повышение надежности за счет предохранения уплотнительных элементов от срезания путем введения объективного контроля осаживания и ускорение процесса осаживания. Способ установки уплотнительных элементов между корпусом и валом включает предварительное определение усилия установки в корпус нерастянутых уплотнительных элементов, размещенных на разборном технологическом валу, осаживание уплотнительных элементов по наружному диаметру осуществляют под действием приложенного к валу усилия, превышающего усилие установки, при этом после заведения вала с уплотнительными элементами в оправку производят нагружение вала усилием установки, после чего устраняют остаточную деформацию уплотнительных элементов путем выдержки вала с уплотнительными элементами в технологической оправке под действием вибрационной нагрузки, направленной перпендикулярно оси вала. Осуществляют поворот оправки с валом в окружном направлении относительно оси вала, причем процесс выдержки завершают в момент страгивания вала с уплотнительными элементами относительно оправки под действием усилия установки. 3 ил.
Способ установки уплотнительных элементов между корпусом и валом, включающий растяжение внутреннего диаметра каждого элемента до величины диаметра вала, заведение уплотнительного элемента в канавку на валу, осаживание уплотнительных элементов по наружному диаметру путем заведения вала с уплотнительными элементами в технологическую оправку, извлечение вала из оправки, отличающийся тем, что предварительно определяют усилие установки в корпус нерастянутых уплотнительных элементов, размещенных на разборном технологическом валу, осаживание уплотнительных элементов по наружному диаметру осуществляют под действием приложенного к валу усилия, превышающего усилие установки, после заведения вала с уплотнительными элементами в оправку производят нагружение вала усилием установки, после чего устраняют остаточную деформацию уплотнительных элементов путем выдержки вала с уплотнительными элементами в технологической оправке под действием вибрационной нагрузки, направленной перпендикулярно оси вала, при этом осуществляют поворот оправки с валом в окружном направлении относительно оси вала, причем процесс выдержки завершают в момент страгивания вала с уплотнительными элементами относительно оправки под действием усилия установки.
| RU 2008122665 А, 10.12.2009 | |||
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ МЕЖДУ КОРПУСОМ И ВАЛОМ | 1999 |
|
RU2167353C1 |
| Способ установки уплотнительных колец | 1989 |
|
SU1652709A1 |
| Способ сборки уплотнительных соединений | 1980 |
|
SU885661A1 |
| US 3605239 A, 20.09.1971 | |||
| DE 1478798 A, 11.09.1969. | |||

