Изобретение относится к способам изготовления предохранителей с плавким перегораемым элементом, плоскими штырями и пластмассовым литым корпусом. Изобретение может быть использовано на предприятиях, выпускающих автомобильную электроарматуру, и предприятиях электротехнической промышленности.
Существует способ изготовления предохранителей (смотри патент Франции N 2531569, заявка N 8213847 от 9 августа 1982 г., H 01 H 69/02, 85/10). Этот способ принят за прототип. Он заключается в следующем:
- для изготовления предохранителей используют две металлические ленты 1, 4, фиг 1, 2;
- из металлической ленты 1 вырубают штыри 8 с технологической перемычкой;
- вырубку сматывают в рулон и передают на автомат, в котором к штырям приваривают цинковую ленту, образующую перегораемую часть 12 предохранителя;
- перегораемую часть калибруют по номиналу, затем штыри с перегораемой частью собирают с корпусом, вырубают технологическую перемычку.
Недостатки:
- конструкция предохранителя сварная, а значит, более сложная и менее качественная;
- требуется до 5 типоразмеров ленты;
- требуется как штамповочное, так и сварочное оборудование, что усложняет технологию и делает ее менее качественной.
Технический результат и задача изобретения:
- упростить технологию изготовления плавкой вставки путем замены сварки плавкой вставки с перегораемой частью на штамповку в последовательном штампе.
Это достигнуто следующей совокупностью существенных признаков:
- в способе изготовления предохранителей, состоящем из подачи цинковой ленты из размотчика, изготовлении из цинковой ленты плавкой вставки, сборки плавкой вставки с корпусом предохранителя, маркировки и проверки целостности электрической цепи, отличительными от прототипа признаками являются:
- подача цинковой ленты из размотчика в последовательный штамп, в котором производят вырубку плавкой вставки и формирование ее перегораемой части по толщине;
- подача из вибробункера корпуса предохранителя в механизм автоматической сборки, совмещенный со штампом;
- сборка корпуса предохранителя с плавкой вставкой, скрепление их холодной осадкой;
- вырубка технологической перемычки;
- съем изделия в тару и передача изделия на автомат маркировки номинала и проверки целостности электрической цепи.
На фиг. 1 - принципиальная схема автомата для изготовления плавкой вставки предохранителя и ее сборки с корпусом.
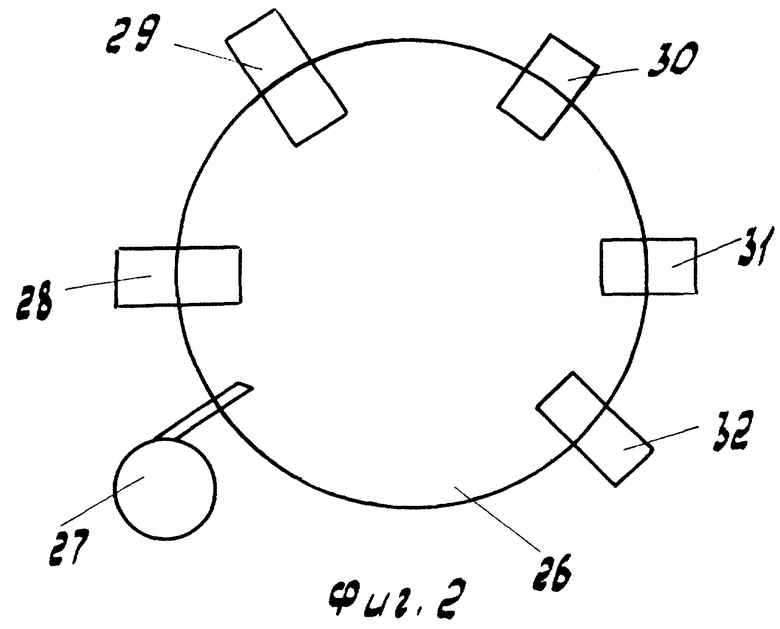
На фиг. 2 - принципиальная схема автомата маркировки номинала предохранителя и проверки целостности электрической цепи.
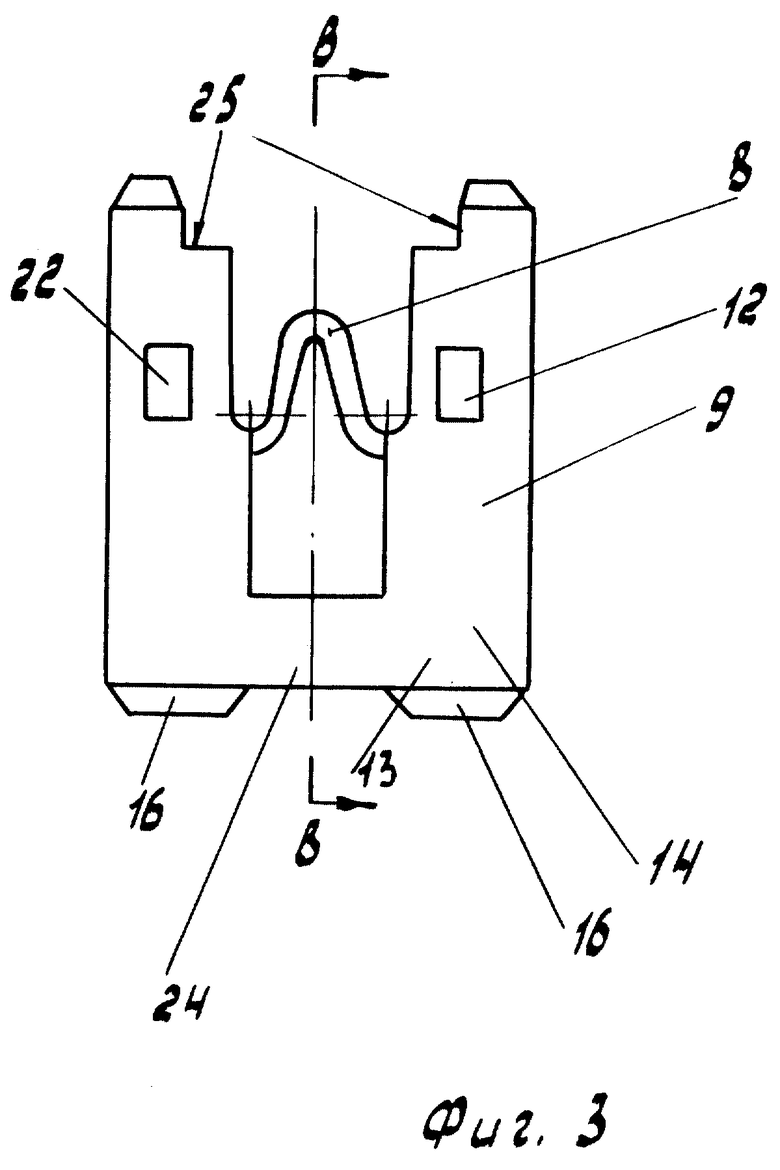
На фиг. 3 - перегораемая часть плавкой вставки с технологической перемычкой 24.
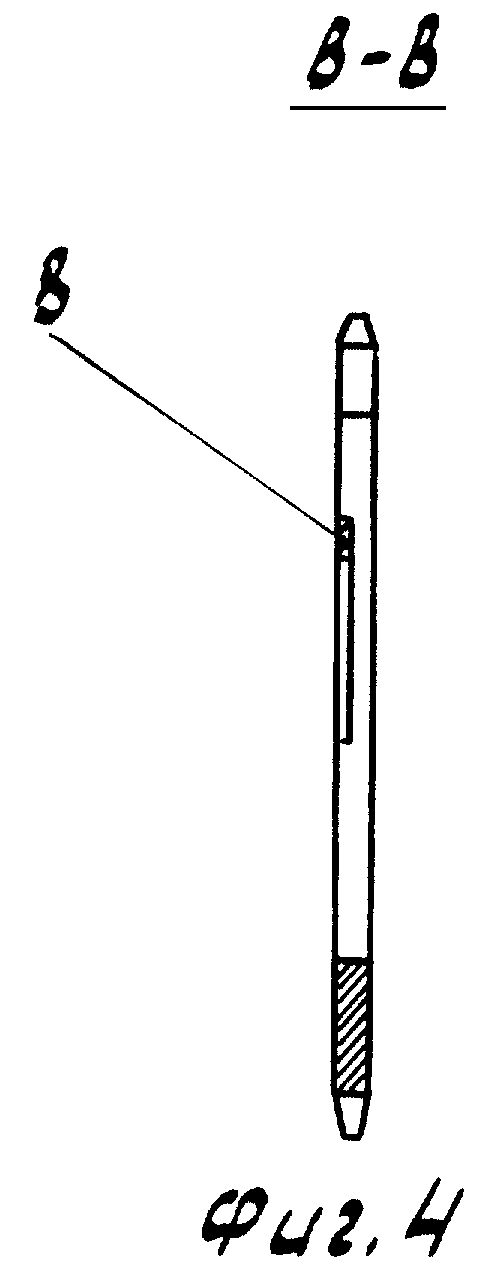
На фиг. 4 - разрез по В-В фиг. 3.
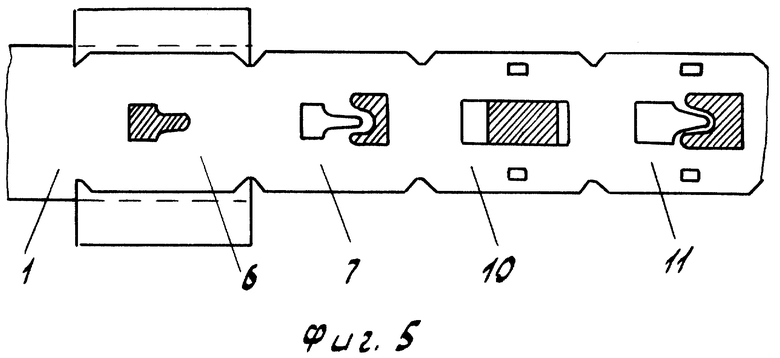
На фиг. 5 - процесс изготовления плавкой вставки и сборки ее с корпусом (начало) с разрывом. Зоны обработки заштрихованы.
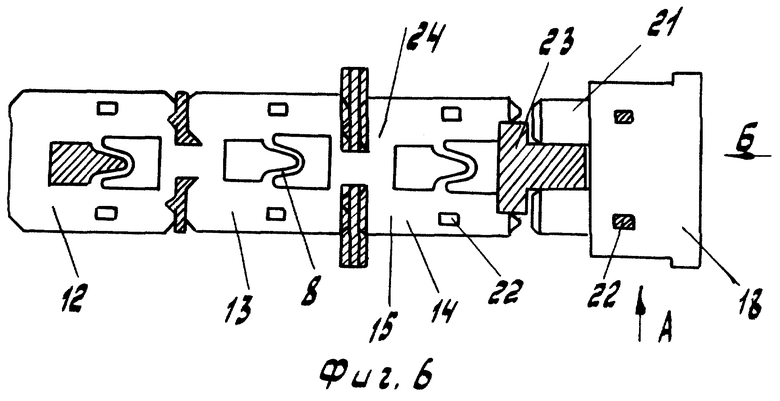
На фиг. 6 - продолжение процесса изготовления плавкой вставки и сборки ее с корпусом, начало на фиг. 5.
Способ осуществляют следующим образом. Для изготовления плавкой вставки используют цинковую ленту. Цинковую ленту 1 без предварительной обработки паза фрезерованием и резцом подают из размотчика 2 через автоматическую подачу 3 в последовательный штамп 4, установленный на кривошипном прессе 5. При изготовлении из цинковой ленты плавкой вставки в последовательном штампе 4, фиг. 5, 6, предварительно формируют на позициях 6, 7 перегораемую часть 8 плавкой вставки 9, фиг. 3, 4. На позиции 10 чеканочным пуансоном (не показан) производят формирование перегораемой части 8 по толщине. На позициях 11, 12 осуществляют чистовую зачистку перегораемой части 8 по контуру с обеих сторон. На позиции 13 осуществляют предварительное формирование штырей 14 по контуру. На позиции 15 чеканят фаски 16. Таким образом совмещают вырубку плавкой вставки с формированием перегораемой части по толщине в последовательном штампе 4. Затем из вибробункера 17 подают корпус 18 по стрелке А в зону сборки 19, где механизмом автоматической сборки 20, совмещенным со штампом 21, осуществляют подачу корпуса 18 по стрелке Б, сборку корпуса с плавкой вставкой и соединение холодной осадкой пластмассы корпуса в прямоугольные отверстия 22. На этой же позиции вырубают Т-образным пуансоном 23 технологическую перемычку 24 и пазы 25. Снимают изделие в тару, передают на автомат маркировки номинала и проверки целостности электрической цепи 26 (фиг. 2).
На автомат 26 подают предохранитель из вибробункера 27, где на поз. 28, 29 наносят маркировку номинальных характеристик предохранителя, на поз. 30 проверяют целостность электрической цепи. На поз. 31 проверяют сопротивление перегораемой части плавкой вставки. На поз. 32 производят автоматическую выгрузку предохранителя в тару.
Толщину перегораемой части 8 плавкой вставки 9 в зависимости от номинала предохранителя регулируют ходом чеканочного пуансона (не показан) на позициях 6, 7.
Предлагаемое изобретение обладает следующими преимуществами:
- исключена трудоемкая операция по сварке штырей с перегораемой частью. Эта операция заменена формированием перегорающей части в штампе;
- исключены ручные операции;
- за счет использования универсальных штампов сокращена номенклатура штампов до 3-х вместо 5-ти;
- сокращены производственные площади при неизменной программе выпуска, обслуживающий персонал, транспортные операции;
- существенно увеличена программа выпуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2523641C2 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ | 2012 |
|
RU2529130C2 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛЕНТЫ ИЛИ ПОЛОСЫ | 2013 |
|
RU2564652C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ КАРТОЧКИ (ВАРИАНТЫ) | 2005 |
|
RU2308343C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВКИ ПЛАВКОЙ ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА МЕТОДОМ ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ | 2010 |
|
RU2438207C1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2547063C2 |
| ПЛАВКИЙ ПРЕДОХРАНИТЕЛЬ | 1998 |
|
RU2138093C1 |
| СПОСОБ ВЫРУБКИ ЗАГОТОВОК ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПАНЕЛЕЙ ИЗ РУЛОНА ТОНКОЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2573464C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
Изобретение относится к способам изготовления предохранителей с плавким перегораемым элементом, плоскими штырями и пластмассовым литым корпусом. Технический результат заключается в замене операции изготовления паза в цинковой ленте менее трудоемкой и менее сложной операцией, в механизации ручных сборочных операций, в упрощении переналадки при изготовлении плавкой вставки в зависимости от номинала предохранителя. Цинковую ленту и бухты подают в последовательный штамп, в котором совмещают вырубку плавкой вставки с формированием перегораемой части по толщине, подают из вибробункера корпус предохранителя с плавкой вставкой в механизм автоматической сборки, совмещенный со штампом, где собирают корпус предохранителя с плавкой вставкой, скрепляют их холодной осадкой, вырубают технологическую перемычку, передают готовое изделие в автомат маркировки номинала предохранителя и проверки целостности электрической цепи. 6 ил.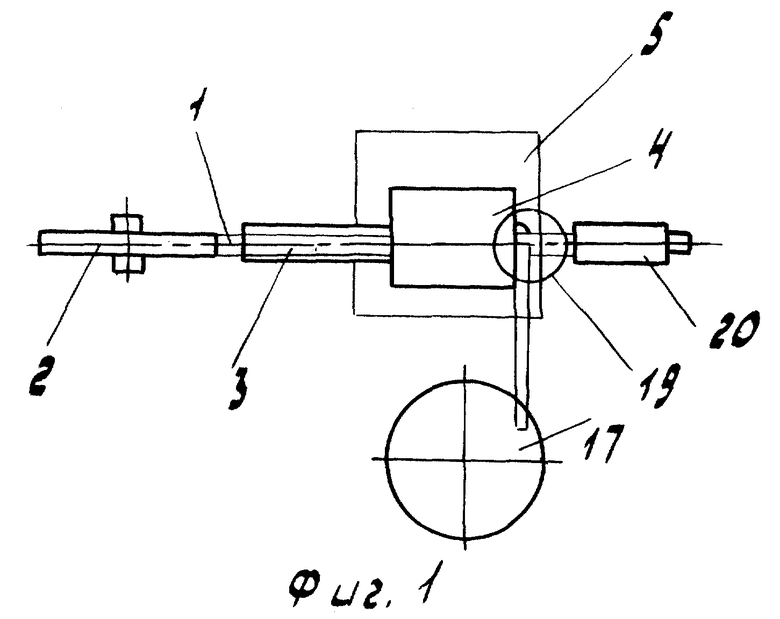
Способ изготовления предохранителей, включающий подачу цинковой ленты из размотчика, изготовление из цинковой ленты плавкой вставки, сборку плавкой вставки с корпусом предохранителя, маркировку и проверку целостности электрической цепи, отличающийся тем, что цинковую ленту из размотчика подают в последовательный штамп, в котором совмещают вырубку плавкой вставки с формированием перегорающей части по толщине, затем подают из вибробункера корпус предохранителя в механизм автоматической сборки, совмещенный со штампом, где собирают корпус предохранителя с плавкой вставкой, скрепляют их, например, холодной осадкой, вырубают технологическую перемычку, снимают изделие в тару и передают изделие на автомат маркировки номинала и проверки целостности электрической цепи.
| ЗАЩИЩЕННОЕ И КОНФИДЕНЦИАЛЬНОЕ ХРАНЕНИЕ И ОБРАБОТКА РЕЗЕРВНЫХ КОПИЙ ДЛЯ ДОВЕРЕННЫХ СЕРВИСОВ ВЫЧИСЛЕНИЯ И ДАННЫХ | 2010 |
|
RU2531569C2 |
| RU 21188867 C1, 09.10.1998 | |||
| US 4067103 A, 10.01.1978 | |||
| US 4099322 A, 11.07.1978 | |||
| СВЧ-генератор | 1985 |
|
SU1297206A1 |

