Изобретение относится к области машиностроения, а в частности технологии изготовления режущего инструмента, и может быть использовано в других областях промышленности.
Изобретение может быть использовано для изготовления алмазного режущего инструмента.
Известен способ [1], включающий изготовление сегментов из алмазных порошков и металлической связки, путем прессования и спекания. Корпус изготавливается штамповкой. Сборка осуществляется на специальном сборочно-сварочном приспособлении. Принцип работы приспособления. На неподвижную основу устанавливается корпус, подается сегмент и прижимается прижимным устройством, после этого осуществляется сварка путем перемещения луча по двум координатам с регулируемым изменением мощности в начале и конце каждого сегмента, после этого отжимается прижим и корпус поворачивается, и затем цикл повторяется.
Недостатками известного способа, который мы принимаем за прототип, являются сложное сборочно-сварочное приспособление, в котором должны решаться проблемы установки сегментов относительно корпуса с необходимой точностью, низкая производительность в связи с необходимостью сваривать каждый сегмент с корпусом индивидуально и необходимость при этом уменьшать мощность лазерного излучения в начале и конце сварного шва каждого сегмента.
Целью изобретения является - повышение производительности, упрощение сборочно-сварочного приспособления, повышение качества приварки алмазосодержащей рабочей части к корпусу и вследствие этого повышение надежности работы алмазного отрезного круга, уменьшение количества брака при производстве изделия.
Поставленный результат достигается тем, что в известном способе изготовления алмазного отрезного круга, включающем сборку корпуса с алмазосодержащей рабочей частью и сварку их между собой, новым является то, что алмазосодержащую рабочую часть выполняют в виде кольца, толщина которого равна или больше толщины корпуса, внутренний диаметр равен внешнему диаметру корпуса, а внешний диаметр равен диаметру алмазного отрезного круга, при этом сварку корпуса с алмазосодержащей рабочей частью ведут лазером, после чего вырезают лазером в корпусе и алмазосодержащей рабочей части прорези, с образованием отдельных сегментов. Кроме того, сварку и вырезку прорезей ведут одним и тем же лазером, а поверхность внешнего диаметра корпуса и внутреннего диаметра алмазосодержащей рабочей части выполняют развитой в виде зубьев, имеющих возможность совмещения при сборке круга.
Сущность изобретения поясняется чертежами.
На фиг. 1 показан алмазный отрезной круг с межсегментными прорезями [2], который состоит из корпуса в виде металлического диска с вырезанными межсегментными прорезями (1), по периферии которого закреплены отдельные сегменты (2).
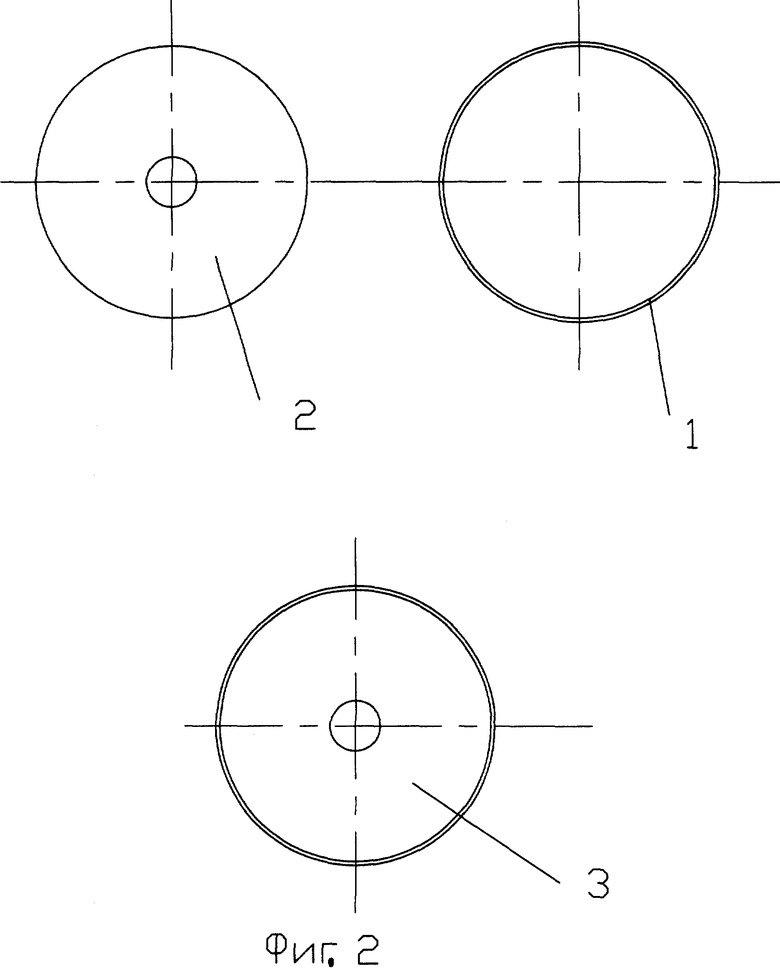
На фиг. 2 показаны алмазосодержащая рабочая часть в виде кольца (1), корпус в виде металлического диска (2), собранная заготовка под сварку (3).
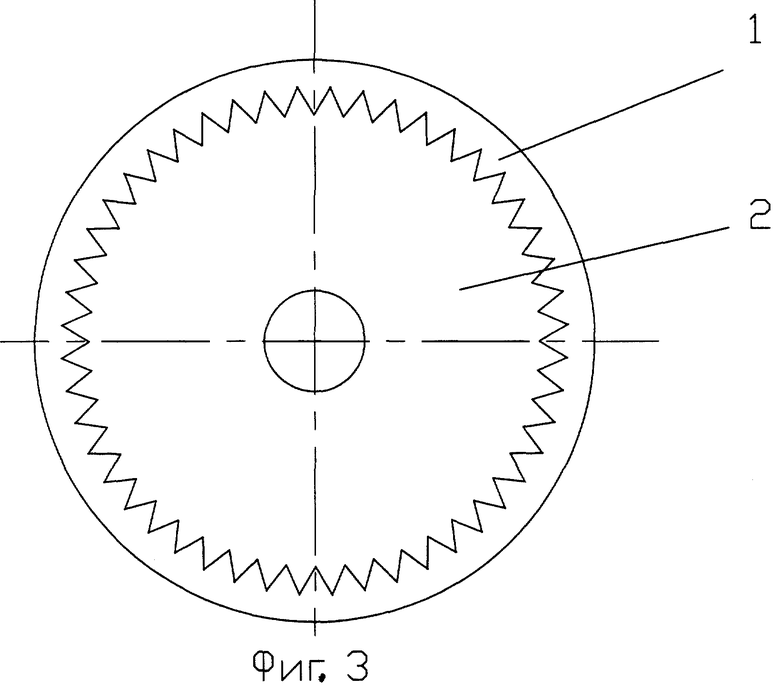
На фиг. 3 представлена собранная заготовка под сварку с развитой поверхностью алмазосодержащей рабочей части (1) и корпус в виде металлического диска (2).
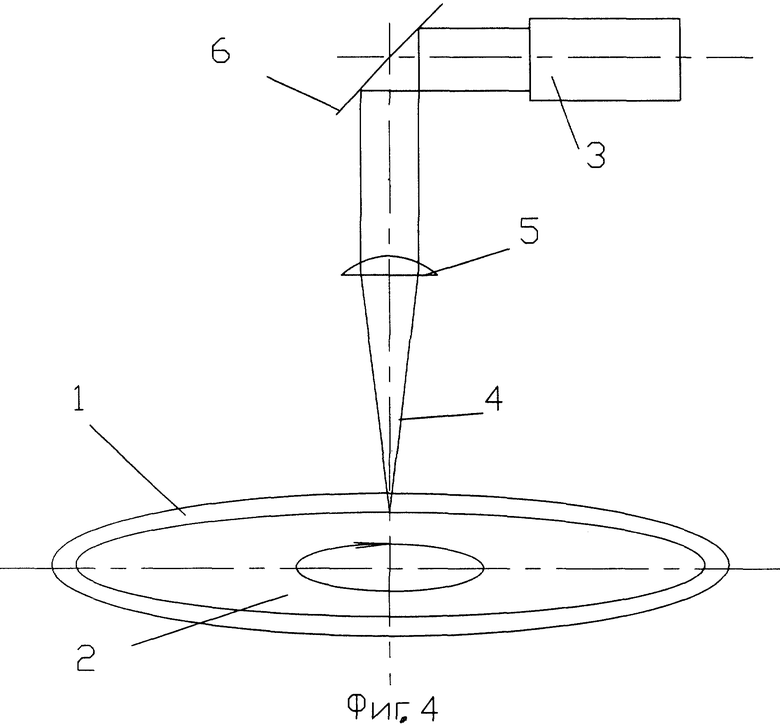
На фиг. 4 показана приварка алмазосодержащей рабочей части в виде кольца (1) к корпусу в виде металлического диска (2) с помощью лазера (3), лазерный луч (4), фокусирующая система (поз. 5), поворотное зеркало (6).
Сущность способа заключается в последовательном выполнении следующих операций.
1) Изготовление алмазосодержащей рабочей части в виде кольца (фиг. 2) методами порошковой металлургии, из алмазных порошков и металлической связки прессованием и спеканием, возможен вариант, когда изготавливают пластину, а из нее вырезают лазерной резкой кольца разных диаметров для разных типоразмеров алмазного отрезного круга. Можно изготавливать кольца с развитой внутренней поверхностью для более надежного сцепления алмазоносного слоя с корпусом (фиг. 3). Диск изготавливают из листа или заготовки штамповкой или лазерной резкой (фиг. 1). Для изготовления корпусов небольшими партиями целесообразно использовать лазерную резку. Преимуществом лазерной резки является возможность вырезания фигур любой формы и требуемой точности, это позволяет делать на диске также дополнительные вырезы, повышающие технико-эксплуатационные характеристики изделия, оперативно изменять конструкцию изделия.
2) Сборка корпуса с кольцом (фиг. 2). Возможно несколько способов сборки, холодная напрессовка, горячая напрессовка, сборка без натяга. Способ сборки выбирается в зависимости от материала и размеров кольца. Например, при сборке корпуса из стали 9ХФМ с алмазосодержащей рабочей частью в виде кольца, изготовленного из алмазного порошка и металлической связки на основе бронзы, можно применять горячую напрессовку, заключающуюся в нагреве кольца и напрессовке его на корпус.
3) Соединение кольца с диском способом лазерной сварки, сварка может быть односторонней для деталей толщиной от 0,1 до 3 мм и двухсторонней для деталей, большей толщины. Лазерная сварка позволяет сваривать алмазосодержащее кольцо с развитой внутренней поверхностью с корпусом с такой же развитой поверхностью, например в виде зубьев, входящих один в другой. Возможен случай, когда лазерный луч неподвижен, а вращается изделие с постоянной скоростью (фиг. 4). Например, при мощности лазера 5 кВт, толщине корпуса 3 мм, скорость сварки составляет около 2 м/мин. Возможен вариант, когда вращается лазерный луч, а изделие неподвижно. Изделие, изготовленное с помощью лазерной сварки, по сравнению с паяными, обладает значительными преимуществами: большая прочность соединения, большая теплостойкость сварных швов по сравнению с паяными соединениями. После сварки производится контроль качества приварки кольца к диску с помощью ультразвука или другим способом. Если обнаружен один неисправимый дефект длиной, меньшей ширины межсегментного паза, то его помечают и в том месте вырезают межсегментный паз, если дефектов больше одного, то решение о возможности вырезки в тех местах межсегментных пазов принимается для каждого случая индивидуально.
4) После контроля качества диска вырезаются межсегментные пазы на том же рабочем месте или специальном месте для резки. Преимуществом лазерной резки является возможность изготовления межсегментных пазов различной формы и размеров. Затем производится контроль торцевого и радиального биения диска, если изделие не укладывается в допуски, то лазерным лучом на специальном стенде-месте формируют требуемую поверхность, на нем же может формироваться и фигурная поверхность алмазоносного слоя. В случае необходимости увеличения жесткости корпуса лазерным лучом производят поверхностную закалку материала корпуса.
Литература
1. Industrial diamond review N 3, 1991, p. 126-128.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| ОТРЕЗНОЙ АЛМАЗНЫЙ СЕГМЕНТНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2073599C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ С ВЫСОКОЙ ТЕПЛОПРОВОДНОСТЬЮ И ВЫСОКОЙ ОТРАЖАЮЩЕЙ СПОСОБНОСТЬЮ | 1998 |
|
RU2133662C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| ОПТИКО-МЕХАНИЧЕСКИЙ ДЕФЛЕКТОР | 2002 |
|
RU2212045C1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| Алмазный сегментный отрезной круг с межсегментными прорезями | 1983 |
|
SU1133077A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА С НАНОМОДИФИЦИРОВАННОЙ РЕЖУЩЕЙ ЧАСТЬЮ | 2018 |
|
RU2685917C1 |
Изобретение относится к технологии изготовления режущего инструмента. Способ включает сборку корпуса с алмазосодержащей рабочей частью и сварку их между собой. Алмазосодержащую рабочую часть выполняют в виде кольца, толщина которого равна или больше толщины корпуса, внутренний диаметр равен внешнему диаметру корпуса, а внешний диаметр равен диаметру алмазного отрезного круга. Сварку корпуса с алмазосодержащей рабочей частью ведут лазером. Кроме того, лазером в корпусе и алмазосодержащей рабочей части вырезают прорези с образованием отдельных сегментов. Изобретение позволяет повысить качество изготовленных кругов и надежность их работы, а также уменьшить количество брака. 2 з.п. ф-лы, 4 ил.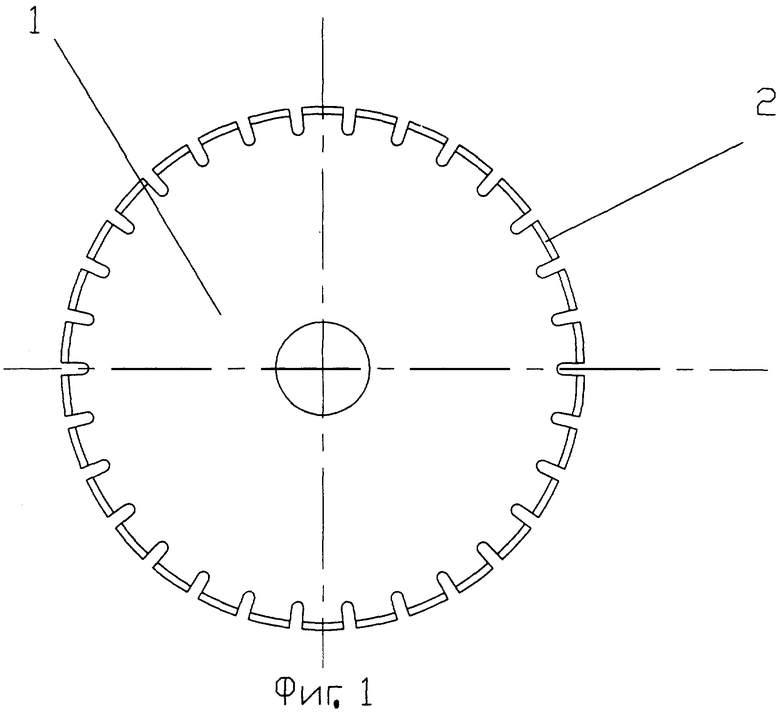
| WEBER G | |||
| Laser welding..., Industrial diamond review, № 3, 1991, p.126-128 | |||
| Алмазный сегментный отрезной круг с межсегментными прорезями | 1983 |
|
SU1133077A1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| RU 2063864 C1, 20.07.1996 | |||
| Совмещенная двухслойная обмотка (ее варианты) | 1984 |
|
SU1203639A1 |

