Изобретение относится машиностроению, а именно к абразивным, преимущественно алмазным, дисковым инструментам, предназначенным для сухой резки твердых и хрупких неметаллических материалов типа гранит, мрамор, бетон, огнеупоры, кирпич, керамическая плитка, камень и т.п.
Из уровня техники известны отрезные абразивные круги, содержащие корпус и закрепленный по его периферии абразивный, преимущественно алмазоносный слой, на торцовых поверхностях которого выполнены чередующиеся выступы и впадины, что улучшает процесс охлаждения и удаления отходов реза [1 4]
К недостаткам известных отрезных кругов можно отнести относительно невысокую скорость резки и необходимость жидкостного охлаждения.
Известен также отрезной абразивный круг, содержащий корпус в виде металлического диска, и закрепленный по периферии корпуса алмазоносный слой, торцевые поверхности которого выполнены с чередующимися выступами и впадинами [5]
Торцовые выступы и впадины алмазоносного слоя имеют коническую форму, что повышает эффективность удаления шлама, но существенно усложняет конструкцию и технологию изготовления отрезного круга и несколько снижает качество реза в процессе износа режущей кромки.
Наиболее близким к изобретению является отрезной абразивный круг, содержащий корпус в виде двух соединенных между собой металлических дисков с прорезями, образующими зубья, на периферии которых закреплены абразивные, преимущественно алмазоносные, элементы, формирующие зигзагообразный профиль на торцевой поверхности в виде чередующихся выступов и впадин [6]
К недостаткам данного решения можно отнести конструктивную сложность, непрочность и относительно невысокую износостойкость, что ограничивает режущую способность абразивного инструмента.
Кроме того, известен способ изготовления отрезного абразивного круга, включающий формирование на металлическом корпусе алмазоносного слоя и их соединение путем холодной напрессовки и последующего спекания [7]
Однако при изготовлении отрезных кругов, режущая кромка которых имеет сложный профиль, состоящий, например, из чередующихся выступов и впадин, данный способ становится технологически трудоемким, требует сложную оснастку и не обеспечивает высокую прочность соединения абразивного слоя с корпусом.
Задача изобретения упрощение конструкции и процесса изготовления отрезного абразивного, преимущественно, алмазного круга, обеспечивающего скоростную и высококачественную сухую резку твердых и хрупких неметаллических материалов типа гранит, мрамор и др. камень, огнеупоры, бетон, кирпич, керамическая плитка и т. п. при повышении его режущей способности и износостойкости.
Это обеспечивается тем, что в отрезном абразивном круге, содержащем металлический корпус из двух соединенных между собой дисков с прорезями, образующими зубья, на периферии которых закреплены абразивные, преимущественно алмазоносные, элементы с образованием абразивного слоя зигзагообразного профиля в виде чередующихся выступов и впадин на торцовой поверхности, согласно изобретению, алмазоносные элементы выполнены в виде сегментов, а диски смещены относительно друг друга в окружном направлении с расположением зубьев одного диска напротив межсегментных прорезей другого, при этом на периферийной поверхности зубьев каждого диска выполнены выступающие ступеньки, на которых с условием перекрытия прорезей закреплены указанные алмазоносные сегменты.
При этом алмазоносные сегменты на каждом из дисков расположены дискретно, а окружное расстояние между ними равно половине длины сегмента и в два раза превышает величину перекрытия между сегментами.
Кроме того, ступеньки на зубьях каждого из дисков выполнены заподлицо с внешним торцом зубьев и их высота меньше высоты зубьев.
Решение задачи изобретения обеспечивается также тем, что в способе изготовления отрезного абразивного круга, при котором на металлическом корпусе холодным методом напрессовывают шихту и затем спекают абразивный, преимущественно алмазоносный, слой, согласно изобретению, в качестве корпуса используют два диска, на каждом из которых первоначально формируют сплошной кольцевой абразивный слой, который располагают заподлицо с одним из торцев диска и с нависанием относительно другого торца, затем в каждом диске и алмазоносном слое выполняют прорези с образованием сегментов, после чего диски соединяют, обеспечивая размещение нависающей стороны абразивного алмазоносного слоя на внешних торцах корпуса и расположение сегментов одного диска напротив прорезей другого.
При этом межсегментные прорези в диске и алмазоносном слое выполняют посредством лазерного луча, а соединяют диски точечной сваркой.
При этом возможно выполнение дисков корпуса и алмазоносного слоя как с радиальными, так и наклонными (т. е. расположенными под углом к радиусу) прорезями.
Выполнение абразивного алмазоносного слоя в виде двух перекрывающих друг друга рядов сегментов, каждый из которых закреплен на соединенных между собой дисках с межсегментными прорезями, и наличие соответствующих пазов-впадин, образованных при этом на торцевых поверхностях алмазоносного слоя и корпуса, обеспечивает эффективное охлаждение режущей кромки отрезного круга и вынос шлама из зоны реза, что существенно повышает скорость и качество сухой резки неметаллических материалов. При этом процесс изготовления круга из двух одинаковых частей-половинок, сегменты одной из которых располагают напротив межсегментных прорезей другой, технологически достаточно прост, не требует сложной оснастки для формирования профилированного зигзагообразного абразивного слоя в виде чередующихся выступов и впадин на торцевой поверхности и обеспечивает высокие прочностные характеристики отрезного круга с сегментами, выполненными как из алмазоносного, так и из любого другого абразивного материала, что также повышает его режущие способности и износостойкость.
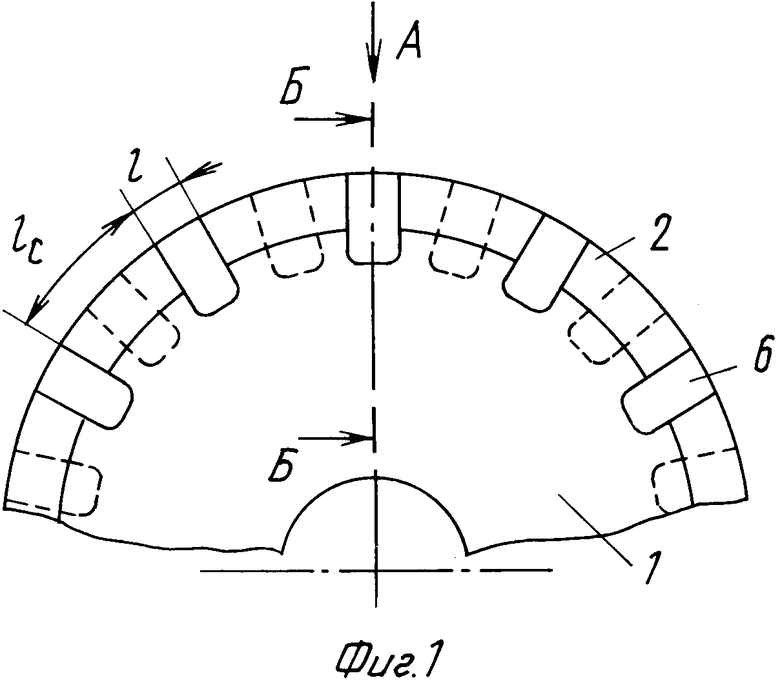
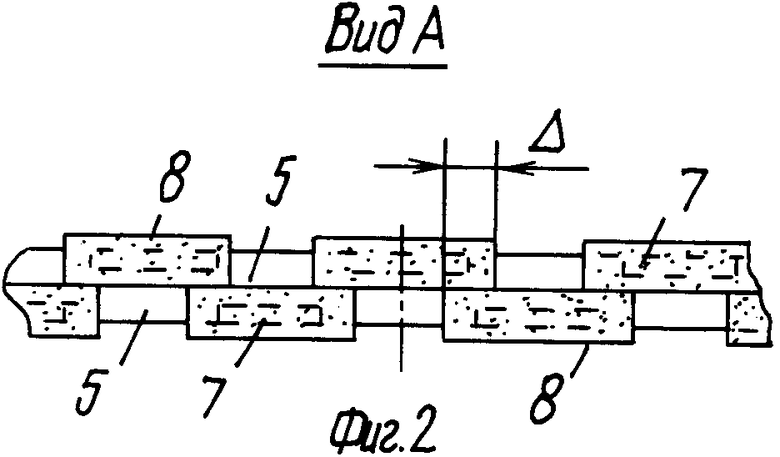
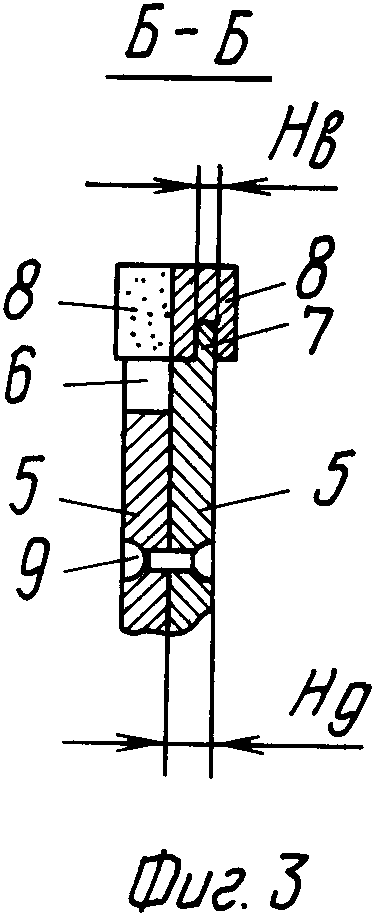
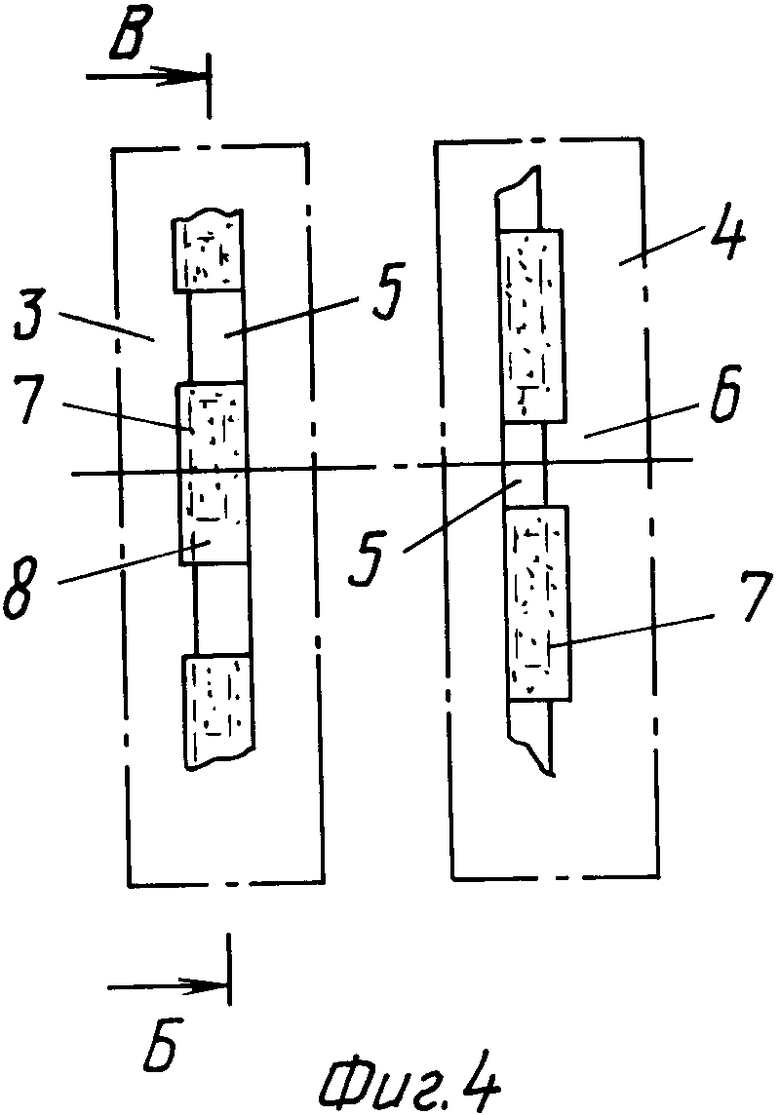
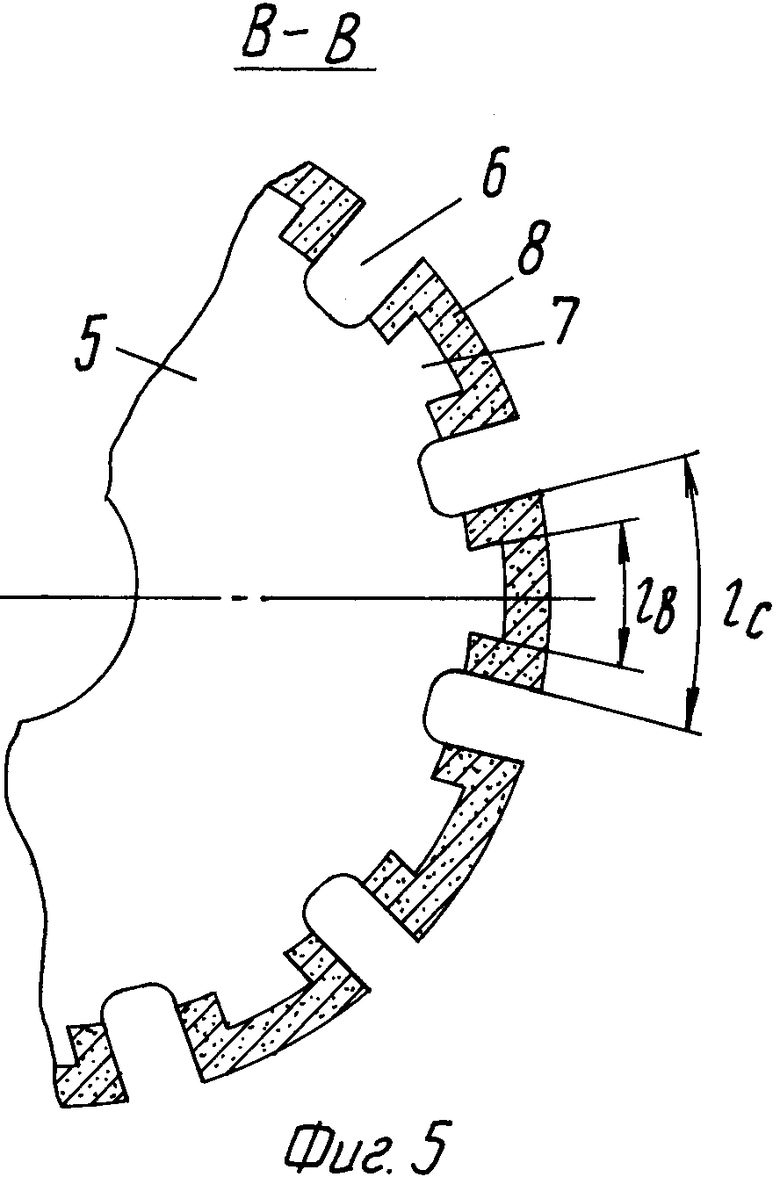
На фиг. 1 изображен общий вид отрезного круга в плане; на фиг. 2 вид А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. 4 части-половинки круга; на фиг. 5 сечение В-В на фиг. 4.
Отрезной круг содержит корпус 1 и абразивный, преимущественно алмазоносный зигзагообразный слой 2, и состоит из двух одинаковых частей - половинок 3 и 4 (фиг. 4), каждая из которых выполнена в виде металлического диска 5 с радиальными межсегментными прорезями 6 и фигурными периферийными выступающими ступеньками 7, на которых закреплены алмазные сегменты 8. При этом периферийные выступающие ступеньки 7 выполнены заподлицо с внешней торцевой стороной диска 5 и имеют высоту "Hв" меньшую, чем высота диска "Hд". Диски 5 могут быть соединены между собой посредством точечной сварки 9 или склеены.
Абразивный слой 2 отрезного круга, который формируется из алмазных сегментов 8, характеризуется следующим соотношением геометрических параметров:
l 0,5 lc;
l = 2Δ (или Δ = 1/4lc),
где l окружное расстояние между сегментами 8;
lc длина сегмента 8;
Δ перекрытие между рядами сегментов 8, расположенными соответственно на частях половинках 3 и 4 круга.
Отрезной абразивный круг в соответствии с изобретением изготовляют следующим образом.
В пресс-форму закладывают металлический диск 5, заранее выполненный с периферийными фигурными выступающими ступеньками 7, окружная длина lв которых меньше, чем длина lc сегментов 8, засыпают шихту - алмазосодержащий порошок с металлическими добавками и производят холодную напрессовку сплошного кольцевого алмазоносного слоя на диск 5 с последующим спеканием в печи при температуре 600 850oC и горячей допрессовкой спеченного брикета. При этом кольцевой алмазоносный слой формируют, располагая одной стороной заподлицо с внутренней торцевой поверхностью диска 5, а другой с нависанием относительно противоположного внешнего торца диска 5. После охлаждения полуфабрикат-половинку 3 (4) круга со сплошным алмазоносным слоем извлекают из пресс-формы и выполняют посредством лазерного луча вырезы в сплошном алмазоносном слое и диске 5, образуя тем самым алмазные сегменты 8 и межсегментные радиальные прорези 6 в диске 5. Затем из полученных одинаковых сегментных частей-половинок 3 и 4 собирают отрезной круг, соединяя путем точечной сварки 9 диски 5 по гладким внутренним торцовым поверхностям с окружным смещением. При этом сегменты 8 одной части-половинки 3, закрепленные на выступающих ступеньках 7, устанавливают напротив межсегментных радиальных прорезей 6 другой части половинки 4, формируя зигзагообразный алмазоносный слой 2 с нависанием относительно торцов корпуса 1, который образуется за счет соединения дисков 5. Вырезание радиальных прорезей лазерным лучом и точечная сварка дисков 5 упрощает процесс изготовления круга, повышает точность сборки, качество и прочность собранного изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНОЙ АЛМАЗНЫЙ СЕГМЕНТНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2073599C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2103154C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ОТРЕЗНОГО КРУГА | 1999 |
|
RU2167758C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2519449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2000 |
|
RU2173252C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2150371C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2042496C1 |
| Абразивный инструмент | 1978 |
|
SU814771A1 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
Использование: сухая резка твердых и хрупких неметаллических материалов. Сущность изобретения: отрезной абразивный круг содержит металлический корпус и зигзагообразный абразивный, преимущественно алмазоносный слой, при этом корпус состоит из двух соединенных между собой дисков, выполненных с межсегментными прорезями и периферийными выступающими ступеньками, а абразивный слой образован из двух рядов сегментов, каждый из которых закреплен на периферийных выступающих ступеньках соответствующего диска напротив межсегментных прорезей другого диска. Способ его изготовления заключается в том, что круг собирают из двух одинаковых частей-половинок, каждую из которых приготовляют путем формирования на металлическом диске сплошного кольцевого абразивного, преимущественно, алмазоносного слоя, при этом одну торцевую сторону указанного слоя выполняют заподлицо с внутренней торцевой поверхностью диска, а другую - с нависанием. После этого в абразивном слое и диске вырезают прорези, образуя сегменты, а затем диски с абразивным слоем соединяют друг с другом по внутренним торцовым гладким поверхностям с окружным смещением друг относительно друга, причем сегменты одной части-половинки круга устанавливают напротив межсегментных прорезей другой, формируя на торцевой поверхности круга зигзагообразный абразивный слой. 2 с. и 3 з. п. ф-лы, 5 ил.