Предлагаемое изобретение относится к области лазерной сварки металлов с высокой теплопроводностью и высокой отражающей способностью.
Известны способы лазерной сварки металлов с высокой теплопроводностью и высокой отражающей способностью, при котором свариваемые части соединяют, расплавляя их сфокусированным лазерным лучом при его перемещении относительно сваренных частей по линии сварки [1, 2]. Сложность сварки металлов с высокой теплопроводностью и высокой отражающей способностью (например, алюминия, меди, серебра, а также сплавов на их основе) заключается в том, что большая часть мощности лазерного луча отражается от поверхности. Кроме того, из-за большой теплопроводности поглощенная часть мощности быстро рассеивается на всю массу металла и расплавления соединяемых частей по линии сварки затруднено. В результате требуется достаточно высокая мощность лазера, а иногда и дополнительный лазер для предварительного прогрева линии сварки и снижения отражающей способности.
Известен также способ лазерной сварки металлов с высокой теплопроводностью и высокой отражающей способностью, в котором на поверхность свариваемого металла со стороны лазерного луча наносят предварительно слой присадочного материала с меньшей отражающей способностью и с более высокой температурой плавления [3]. При наличии такого слоя присадочного материала существенно увеличивается первоначальное поглощение мощности лазерного луча, что способствует появлению на поверхности каверны и снижению общей мощности, необходимой для сварки.
Основной недостаток прототипа заключается в нерегламентированных размерах слоя присадочного материала, в результате чего при некоторых режимах сварки его эффективность невелика и может иметь место снижения коэффициента полезного действия (КПД) сварки и появление дефектов в сварном шве. Кроме того, нанесение слоя присадочного материала часто является трудоемкой операцией, что приводит к снижению общего технологического цикла получения сварных соединений.
Технические задачи предлагаемого способа лазерной сварки металлов с высокой теплопроводностью и высокой отражающей способностью состоят в повышении КПД сварки, повышении качества сварного соединения и увеличение производительности.
Поставленные задачи в предложенном техническом решении реализуются за счет того, что присадочный материал наносят ровным слоем симметрично относительно линии сварки толщиной h, значения которой находятся в интервале h= dn/2-dn, где dn - диаметр сфокусированного лазерного луча, и шириной, равной или больше ширины зоны термического влияния на поверхности присадочного материала.
По п. 2. перемещение лазерного луча относительно свариваемых частей осуществляют по заданной программе, а присадочный материал предварительно наносят в виде ленты, вырезаемой из листа с помощью лазерного луча, перемещаемого по той же программе, по которой производят перемещение лазерного луча при сварке, вводя в программу эквидистантное смещение траектории перемещения по обе стороны от линии сварки.
Регламентация толщины присадочного материала h таким образом, что ее значения ограничены с одной стороны половиной диаметра сфокусированного луча, а с другой диаметром сфокусированного лазерного луча приводит к тому, что основная начальная фаза формирования каверны протекает в слое присадочного материала. При достаточно высокой плотности мощности лазерного излучения (≈106 Вт/см2) ширина зоны оплавления в начальный момент формирования каверны примерно соответствует диаметру сфокусированного лазерного луча. В предположении полусферической формы каверны на начальной фазе в момент достижения лазерного луча донной части каверны и поверхности основного свариваемого металла с высокой теплопроводностью и высокой отражающей способностью боковые стенки каверны на поверхности присадочного материала займут положение, близкое к вертикальному. Это обстоятельство приводит к началу многократного переотражения лазерного излучения от стенок каверны и к началу интенсивного развития канала глубокого проплавления, при котором резко снижается отражение лазерного излучения и повышается КПД сварки. При толщине присадочного материала, меньшем половине диаметра сфокусированного лазерного луча, боковые стенки каверны на поверхности присадочного материала в момент достижения донной части поверхности основного свариваемого металла расположены под углом к падающему лазерному лучу, что не приводит к началу многократного переотражения лазерного излучения от стенок каверны и КПД сварки снижается.
Применение присадочного материала толщиной больше, чем диаметр сфокусированного лазерного луча нецелесообразно, так как присадочный материал потребует большей доли мощности лазерного излучения на его расплавление, а на расплавление основного свариваемого металла идет меньшая доля мощности. В результате глубина проплавления основного металла снижается.
Обычно распределение интенсивности по сечению сфокусированного лазерного луча близко к Гауссовому или близкому к нему закону, т.е. имеется центральная часть с высокой интенсивностью, которая приводит к расплавлению поверхности, и периферийная часть с низкой интенсивностью, которая приводит к нагреву до температур, меньше температуры плавления. Регламентация ширины присадочного материала, равной или больше ширины зоны термического влияния на поверхности присадочного материала позволяет сформировать начальную каверну с наибольшей эффективностью. При ширине присадочного материала меньше, чем ширина зоны термического влияния на поверхности присадочного материала периферийные части лазерного луча расходуются неэффективно: они могут проходить мимо присадочного материала и попадать на поверхность материала высокой теплопроводимостью и высокой отражающей способностью. Тогда часть энергии лазерного луча не идет на нагрев присадочного материала и формирование каверны затрудняется. Кроме того, в этом случае диссипация энергии излучения в горизонтальном направлении затруднительна, толщина стенок твердой фазы присадочного материала, ограничивающих каверну очень мала, стенки могут терять вертикальное положение из-за расплавления, в результате уменьшается многократность переотражения лазерного луча от стенок каверны и снижается доля поглощенной энергии.
Симметричность расположения присадочного материала относительно линии сварки приводит к равномерному расплавлению присадочного материала и свариваемых частей, формированию симметричного сварного шва, а следовательно, и к повышению качества сварки.
Перемещение лазерного луча относительно свариваемых частей по заданной программе, нанесение присадочного материала в виде ленты, вырезаемой из листа с помощью лазерного луча, перемещаемого по той же программе, по которой производят перемещение лазерного луча при сварке, с вводом в программу эквидистантного смещения траектории перемещения по обе стороны от линии сварки позволяет сократить время на подготовку программ для вырезки присадочного материала, обеспечивает симметричность присадочного материала относительно линии сварки, осуществить его изготовление на том же оборудовании и тем самым увеличить производительность и повысить качество сварного шва.
Схема способа лазерной сварки металлов с высокой теплопроводностью и высокой отражающей способностью показана на фиг. 1.
Лазерный луч 1 фокусируют с помощью линзы 2 до диаметра dr на поверхности присадочного материала 3, наносимого ровным слоем на свариваемые части изделия 4, которые перемещаются в процессе сварки с заданной скоростью V. Толщина h присадочного материала 3 имеет значения, которые находятся в интервале h= dn/2-dn. Ширина присадочного материала 3 больше ширины зоны термического влияния bЗТВ на поверхности присадочного материала 3.
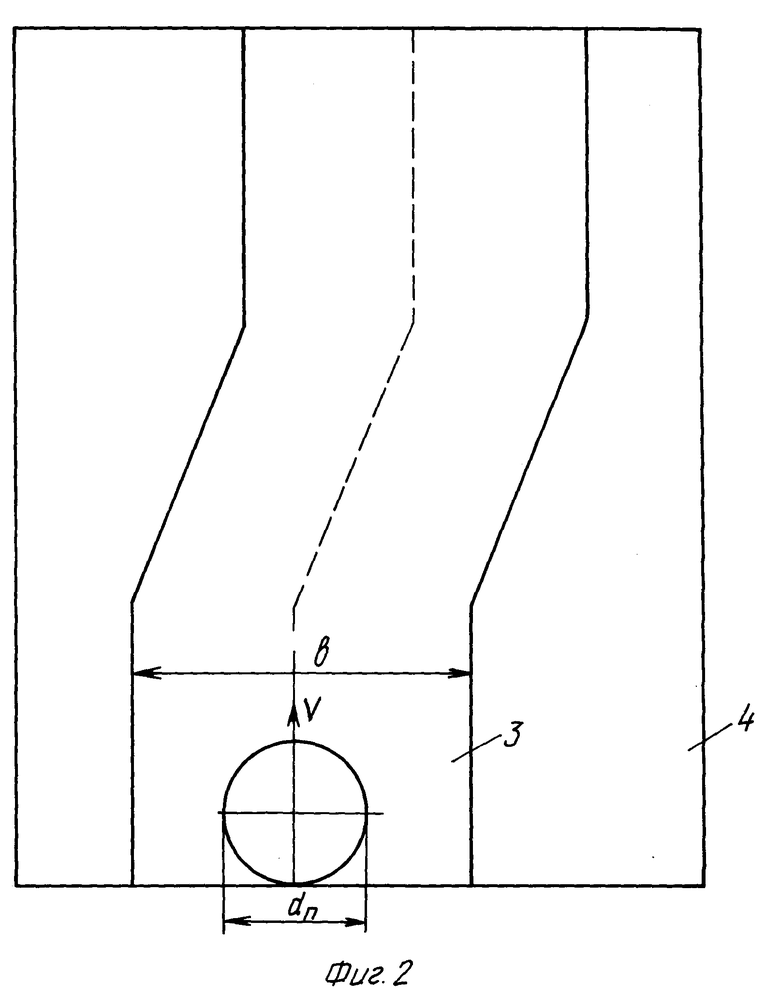
На фиг. 2 показана схема перемещения лазерного луча диаметром dn с заданной скоростью V по сложной траектории соединяемых частей 4. Присадочный материал 3 в виде ленты вырезают из листа с помощью лазерного луча, перемещаемого по той же программе, по которой производят перемещение лазерного луча при сварке, вводя в программу эквидистантное смещение траектории перемещение по обе стороны линии сварки на величину b/2.
Предложенный способ лазерной сварки металлов с высокой теплопроводностью и высокой отражательной способностью осуществляют так (фиг. 1). В предварительных экспериментах или с использование теоретических расчетов для данного технологического лазера и фокусирующей линзы 2 определяют диаметр сфокусированного лазерного луча dn и ширину зоны термического влияния bЗТВ. Значения диаметра dn можно определить по следу, оставляемому сфокусированным лазерным лучом на пластине из термостойкой керамики, а также определить расчетным путем в зависимости от апертуры излучения, фокусного расстояния линзы, длины волны излучения и угловой расходимости (Григорьянц А. Г. Основы лазерной обработки материалов. - М: Машиностроение, 1989.-304 с.) Ширину зоны термического влияния BЗТВ на поверхности присадочного материала можно определить по изменению микроструктуры на металлографических шлифах или по положению характеристических изотерм при тепловых расчетах. Затем на столе-манипуляторе лазерного технологического комплекса размещают свариваемые части изделия 4. На поверхность свариваемых частей изделия 4 ровным слоем наносят присадочный материал 3 симметрично относительно траектории сварки. Значения толщины h присадочного материала 3 выбирают в интервале h=dn/2-dn, а его ширина b должна быть равной или больше ширины зоны термического влияния bЗТВ. Обычно превышение ширины b присадочного материала 3 над шириной зоны термического влияния bЗТВ составляет несколько миллиметров.
Использование присадочного материала 3 с шириной b намного больше, чем ширина зоны термического влияния bЗТВ, нерационально, поскольку это приводит к нерациональному расходованию материала, увеличению времени изготовления присадочной полосы и в конечном счете - к снижению производительности всего цикла получения сварного соединения.
Лазерный луч 1 фокусируют с помощью линзы 2 на поверхности присадочного материала 3 и включают перемещение лазерного луча 1 относительно свариваемых частей изделия 4 со скоростью V. При этом на поверхности присадочного материала 3 формируется каверна, что приводит к образованию канала глубокого проплавления.
Присадочный материал 3 могут наносить в виде ленты, предварительно вырезаемой из листа с помощью лазерного луча. При этом для лазерной резки присадочного материала используют ту же программу, что и при сварке, но вводят при ее подготовке эквидистантное смещение траектории перемещения по обе стороны от линии сварки на величину b/2 (фиг. 2).
Примеры выполнения способа.
Лазерную сварку пластин из меди марки М1 (температура плавления 1083oC, поглощающая способность при длине излучения λ - 10,6 мкм 12%, теплопроводность при 0oC 4,2 Вт/(см.к)) в виде пластин толщиной 10 мм встык проводили на CO2 - лазере мощностью 8 кВт с кольцевой формой выходящего лазерного пучка, внутренним диаметром d=25 мм и внешним диаметром D=50 мм. Фокусировку лазерного пучка осуществляли линзой из хлористого калия с фокусным расстоянием F= 200 мм. Диаметр сфокусированного лазерного луча dn, определенный по оставленному на термостойкой керамике следу, составлял 1 мм.
В предварительном эксперименте проводили проплавление медных пластин толщиной 10 мм с разными скоростями перемещения V при наложении на их поверхность листа технического железа толщиной 0,7 мм (температура плавления 1500oC, поглощающая способность при длине излучения λ -10,6 мкм 39-42%, теплопроводность при 0oC 0,94 Вт/(см.к)). Полное проплавление медных пластин достигалось при V=1,0 м/мин, при этой скорости металлографически определяли ширину зоны термического влияния на поверхности железа bЗТВ, которая составляла 3,2 мм.
Для лазерной сварки медных пластин с формой линии сварки, показанной на фиг. 2, с длиной каждого из трех участков по 100 мм, составляли управляющую программу для УЧПУ 2С42 стола-манипулятора. Время составления программы по методу фиксирования координат узловых точек и ее введения составляло 10 мин. Вырезку присадочной ленты из технического железа осуществляли на этом же лазерном оборудовании в двух вариантах:
с разработкой отдельной программы перемещения манипулятора при резке за 18 мин,
с использованием той же программы, что и для сварки, но с вводом в программу эквидистантного расстояния от линии сварки на величину b/2 - за 4 мин.
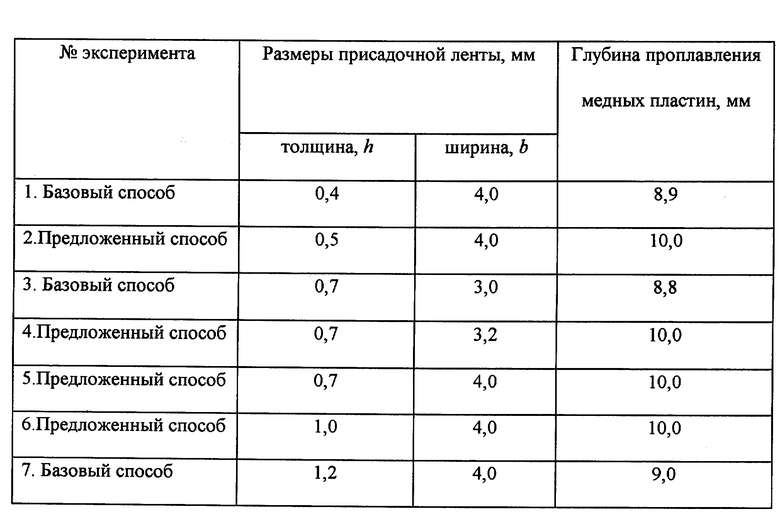
Лазерную сварку медных пластин по траектории, показанной на фиг. 2, проводили при V=l м/мин с наложением на поверхность присадочной ленты из технического железа толщиной 0,4; 0,5; 0,7; 1,0; 1,2 мм. При толщине ленты 0,7 мм ширину ленты делали разной: 3,0; 3,2 и 4,0 мм. Ленту накладывали симметрично линии сварки, поскольку несимметричность приводила к ухудшению качества шва.
Характеристики швов при разных способах ведения процесса приведены в таблице (см. в конце описания).
Таким образом, лазерная сварка в экспериментах 2, 4, 5, 6 по предложенному способу, т. к. h=dn/2-dn и b≥ bЗТВ, привела к увеличению глубины проплавления по сравнению с экспериментами 1, 3, 7, в которых размеры присадочного материала не регламентированы и которые можно принять в качестве базового объекта. При этом обеспечивается высокое качество, т. е. полное проплавление медных пластин.
Кроме того, ранее описанные эксперименты по вырезке присадочной ленты показали, что в предложенном способе с использованием программы лазерной сварки с введенной эквидистантой производительность всего цикла получения соединения повышается за счет сокращения времени подготовки управляющих программ.
Литература
1. Патент США N 4023005, НКИ 219-121LM (МКИ В 23 К 9/00). Заявл. 21.04.75. за N 570104, опубл. 1-.05.77. Bolin Stephen R. Лазерная сварка металлов с высокой отражающей способностью.
2. Патент США N 4879449, МКИ В 23 К 26/00. НКИ 219-121.6. Заявл. 12.05.88. за N 192921 опубл. 07.11.89. Duley Walter W., Kinsman Grant. Способ повышения проплавления металла при лазерной сварке.
3. Заявка 61- 20688, Япония, МКИ В 23 К 26/18. Заявл. 06.07.84. за N 59-140213, опубл. 29.01.86. Судзуки Кадзума. Способ сварки меди или медных сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ | 1996 |
|
RU2104137C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ | 2018 |
|
RU2678110C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 1992 |
|
RU2038937C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ МОДУЛИРОВАННЫМ ПО АМПЛИТУДЕ И ЧАСТОТЕ УГЛОВОГО ОТКЛОНЕНИЯ ЛУЧОМ | 2024 |
|
RU2833950C1 |
| Способ сварки стыковых соединений | 2017 |
|
RU2635680C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
Изобретение относится к лазерной сварке металлов с высокой теплопроводностью и может найти применение в различных отраслях машиностроения. Свариваемые части соединяют, расплавляя их сфокусированным лазерным лучом при его перемещении относительно свариваемых частей по линии сварки. На поверхность свариваемых металлов предварительно наносят слой присадочного материала с меньшей отражающей способностью и большей температурой плавления симметрично относительно линии сварки толщиной h, значения которой находятся в интервале h=dn/2-dn, где dn - диаметр сфокусированного лазерного луча, и шириной, равной или большей ширины зоны термического влияния на поверхности присадочного материала. Кроме того, перемещение лазерного луча относительно свариваемых частей осуществляют по заданной программе. Присадочный материал предварительно наносят в виде ленты, вырезаемой из листа с помощью лазерного луча, перемещаемого по той же программе, по которой производят перемещение лазерного луча при сварке. В результате достигается повышение КПД сварки, повышение качества сварного соединения и увеличение производительности. 1 з. п. ф-лы, 2 ил., 1 табл.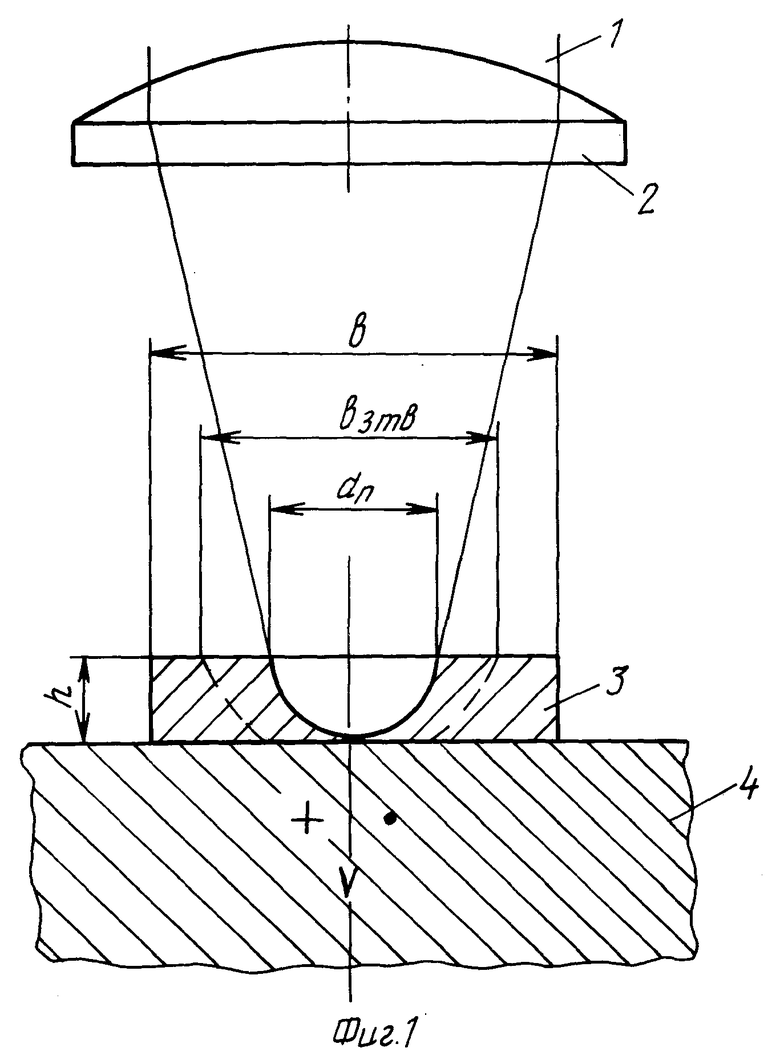
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1347295A1 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| Григорьянц А.Г | |||
| и др | |||
| Лазерная сварка металлов | |||
| - М.: Высшая школа, 1988, с.117 - 119. | |||

