Изобретение относится к уплотнителям для строительных элементов. Эти уплотнители обычно предназначены для выполнения, по крайней мере, одной из двух следующих функций: они могут закрывать внутреннюю полость каждого из строительных элементов, когда это необходимо из-за специфики их структуры. Они могут также использоваться для уплотнения, сборки ряда расположенных в непосредственной близости элементов, формирующих стену.
Из уровня техники известно выполнение уплотнителя на гибком полимере, предназначенном для уплотнения строительных элементов (патент US 5171629, кл. В 32 В 17/06, 1992). Данное уплотнение обладает низкими теплоизолирующими свойствами.
Известен также уплотнитель, который имеет на своей поверхности, предназначенной для контакта со строительным элементом, поверхностное покрытие, изготовленное из материала, который является несгораемым, и/или сохраняющим свою форму при высокой температуре, например из металла, при этом уплотнитель используется как для уплотнения внутренней полости строительного элемента, так и для уплотнения между двумя соседними строительными элементами, которые могут быть стеновыми панелями (заявка ЕР 0568227 A1, кл. E 04 C 2/26, 1993). Из того же источника информации известна строительная панель, содержащая металлические стенки, ограничивающие полость, заполненную теплоизолирующим материалом из полимерной пены, и уплотнитель, размещенный, по крайней мере, на одной из сторон панели в области соединения с соседней панелью. Недостатки изложенных выше технических решений станут очевидными при последующем изложении заявленного изобретения.
Настоящее изобретение относится, в частности, к уплотнителям для изоляции стенных панелей, часто называемых панелями типа сэндвич, которые состоят, в основном, из металлических стенок, ограничивающих полость, заполненную материалом, имеющим хорошие тепловые и/или акустические изоляционные свойства, состоящие, например, из такого полимера, как полиуретан. Подобные панели имеют преимущество в том, что они комбинируют жесткость, легкость и высокие тепло/акустические свойства.
В очень широком смысле слова производство таких панелей выполняется следующим образом, хотя существует много различных вариантов: сплошные листы металла, которые расположены горизонтально и обращены друг к другу, удерживаются на определенном расстоянии друг от друга, при более прогрессивной технологии, на конвейере. Между этими металлическими листами помещается высокоактивная жидкая смесь, которая расширяется во всех направлениях, формируя полимерную пену. Для предотвращения вытекания пены наружу эти металлические листы имеют по сторонам специальный бандаж, на соединении с которым они постоянно сдавливаются уплотнителями еще до того, как пена начинает расширяться.
После того, как пена полностью расширится, металлические листы разрезаются поперек для того, чтобы получить панели необходимой длины. Эти панели будут последовательно соединяться вместе друг с другом для формирования стены, перегородок, потолка и т.д. Уплотнители, помещенные рядом друг с другом, которые первоначально служили для удержания расширения пены внутри полости, ограниченной металлическими листами и, таким образом, замыкали эту полость, в дальнейшем служат как уплотнители пространства между расположенными рядом панелями, защищая, в частности, против влаги и предохраняя от образования теплового моста в тех случаях, когда эти панели используют вне помещений, что обычно и имеет место.
Для обеспечения этих различных функций уплотнители должны отвечать определенным критериям. Так они должны иметь хорошую гибкость и хорошую способность к сжатию, и поэтому они чаще всего основаны на полимерной пене. Они также должны обладать хорошими "соединяющими" свойствами и обладать хорошим сцеплением с пеной, заполняющей полости панели, с которой они находятся в контакте, что может быть трудным для обеспечения, если они имеют слишком гладкую внешнюю поверхность, что иногда бывает в случае, если они изготовлены из пены с закрытыми ячейками. Для того чтобы осуществить это, возможно применение двух решений, но каждое имеет свои недостатки: поверхность уплотнителя, предназначенная для того, чтобы быть в контакте с пеной, заполняющей панель, может быть сделана грубой с помощью обработки абразивными инструментами, истирающими поверхность пены уплотнителя, но этот метод сложен и при его применении получается много пыли и отходов, с которыми затем необходимо что-то делать. Уплотнителю могут быть приданы адгезивные свойства с использованием адгезивных веществ, например типа акриловых. Но присутствие определенных пластификаторов в пене уплотнителя может ухудшить силу связи этого вещества. Более того, адгезивы, как правило, легко воспламеняемы, что может уменьшить обычно высокую противопожарную устойчивость панели. Причиной этого является то, что металлические листы способны, в значительной степени, противостоять распространению огня и только места стыков могут быть их "слабыми местами", поскольку уплотнитель может быть подвергнут прямому воздействию пламени и может возникнуть риск того, что огонь будет распространяться через них в боковом направлении к пене внутри панели.
Задачей настоящего изобретения является разработка уплотнителей для конструкционных элементов, которые обладают лучшими свойствами и, в частности, в которых отсутствуют упомянутые выше недостатки, с помощью улучшения их огнеупорности без ухудшения их способности сцепляться с элементами, на которые они были нанесены.
Задачей настоящего изобретения является разработка уплотнителя, основанного на гибком/сжимаемом полимере, предназначенном специально для уплотнения внутренней полости строительного элемента и/или для уплотнения между двумя расположенными рядом строительными элементами, причем эти элементы являются стенными панелями. Этот уплотнитель разработан таким образом, что, по крайней мере, на одной из его поверхностей, которая предназначена для того, чтобы быть в контакте с указанным элементом, наносится поверхностное покрытие, изготовленное из материала, который является негорючим и/или сохраняет свою целостность при высоких температурах.
Таким образом, это поверхностное покрытие формирует эффективный барьер для распространения огня внутрь панели через уплотнитель. Это имеет два основных преимущества. С помощью такого улучшения огнестойкости уплотнителя, время распространения пламени из-за эффекта дымохода, в слабых местах панели, т.е. в местах стыков, значительно увеличивается. Во-вторых, что касается, в частности, строительных элементов типа панели с внутренней полостью, содержащей изолирующий продукт в форме полимерной пены, этот полимер до настоящего времени выбирался таким образом, чтобы соответствовать определению "трудновоспламеняемый", в соответствии со стандартом DIN 4102, что соответствовало классу, называемому В1. Применяя же уплотнители, в соответствии с настоящим изобретением, которое уже существенно увеличивает время до того, как пена панели входит в контакт с пламенем, становится возможным рассмотреть замену этой пены по классификации В1 на пену, имеющую несколько худшее свойство по отношению к воспламеняемости, в частности это касается пены, определяемой термином "нормально воспламеняемая", в соответствии со стандартом DIN 4102, что соответствует классу, называемому В2. Такая замена, хотя и не влечет ухудшение сопротивляемости огнеупорности панели этого типа, приводит к довольно существенной экономии в отношении стоимости сырья, поскольку так называемые лены типа В2 имеют гораздо более низкую рыночную стоимость, чем так называемые пены В1, и дополнительные затраты, связанные с присутствием дополнительного поверхноствого покрытия уплотнения, в сравнении с этим будут весьма незначительными.
Более того, следует отметить, что простым поверхностным покрытием, которое по определению является относительно тонким, можно еще более увеличить огнеупорные свойства уплотнителей и, следовательно, огнеупорность строительного элемента, применяемого в уплотнителе такого типа.
Предпочтительно, чтобы поверхностное покрытие выбиралось, по крайней мере, из одного материала среди следующей группы: стекло, керамика, металл, углерод, графит и арамид. Важным достоинством является то, что эти материалы, фактически, используются в форме волокон, причем эти волоконные материалы могут быть как ткаными, так и неткаными, но связанными с помощью связующего вещества.
Эти волоконные материалы, предпочтительно, собраны в пряжу, которая сама по себе, состоит из отдельных нитей. В частности, в случае, когда они изготовлены из стекла и получены с помощью механической вытяжки, с помощью втулки, эти отдельные нити обычно имеют диаметр от 5 до 12 микрометров, и особенно, приблизительно от 7 до 9 микрометров. Десятки их собраны вместе, причем они могут быть закручены, либо не закручены, образуя пряжу, имеющую линейный вес, предпочтительно от 10 до 150 текс (1 текс соответствует 1 грамму на 1000 м пряжи), в частности приблизительно от 22 до 68 текс.
Преимущество волоконных материалов состоит, в частности, в том факте, что они позволяют изготовить поверхностное покрытие, которое имеет определенную шероховатость поверхности, что существенно облегчает "соединение" уплотнителя со строительным элементом и, в частности, в случае, если этот элемент имеет форму изолирующей панели, содержащей полимерную пену, это "соединение" уплотнителя с расширившейся пеной. При этом отпадает необходимость использовать адгезивные материалы на поверхностном покрытии, такие адгезивные материалы дороги и часто создают проблемы при воздействии высокой температуры, Волоконные материалы также имеют преимущество, состоящее, в частности, в том, особенно в случае тканых волокон они обладают способностью легко покрывать любую соединительную поверхность, независимо от того, является ли она плоской, изогнутой или имеющей углы.
Таким образом, предпочтительный вариант осуществления настоящего изобретения для такого поверхностного покрытия представляет собой покрытие, основанное на ткани или сплетении стекловолокон, которые изготовлены из материалов, имеющих высокую сопротивляемость температуре порядка 500oC, и имеют структуру, обеспечивающую гибкость, а также определенную поверхностную шероховатость, которая является весьма желательной для обеспечения хорошего сцепления с полиуретановой расширяющейся полимерной пеной.
В целом, предпочтительно выбрать поверхностное покрытие, имеющее толщину порядка от 50 до 250 мкм, в частности приблизительно от 100 до 200 мкм, этот диапазон толщины является достаточным для получения требуемого эффекта замедления распространения огня,
Аналогичным образом предпочтительно выбирать поверхностное покрытие, имеющее плотность поверхности от 50 г/м2 до 300 г/м2, в частности приблизительно от 100 до 300 г/м2. Такая весовая характеристика соответствует покрытию, в достаточной степени плотному, чтобы быть способным сыграть роль барьера для распространения огня.
Уплотнитель, в соответствии с настоящим изобретением, в дополнение к поверхностному покрытию изготавливается из полимера, предпочтительно выбранного из гибких пен, по крайней мере, одного из следующих полимеров, поливинил хлорид ПВХ, полиуретан ПУР, полиэтилен ПЭ, терполимер полиэтилена и полипропилена ЕРОМ, силикон, полипропилен ПП, резина, стирол-бутадиен-нитрильного полимера СБН и неопрен, причем эти полимеры, по возможности, подвергаются обработке и, в частности, пластифицируются, чтобы получить требуемую гибкость. Пенистая структура имеет преимущество, заключающееся в том, что она делает полимер в высокой степени поддающимся сжатию, что является желательным, когда уплотнитель "сжимается" между двумя строительными элементами, причем они должны сжиматься в большей или меньшей степени таким образом, чтобы полностью заполнять промежуток между элементами, учитывая производственный допуск указанных элементов. Фактически, для таких соединений не является необычным обладать свойством сжатия по толщине, по крайней мере, от 30% до 50% и больше.
Предпочтительно, чтобы такой полимер обрабатывался таким образом, чтобы улучшилась его сопротивляемость к высоким температурам и огню, в частности с помощью ввода в его состав огнеупорных добавок. Эти добавки могут быть, в частности, выбраны, по крайней мере, из одного из следующих компаундов: окись сурьмы Sb2O3, гидроокись алюминия или гидроксид алюминия, борат цинка, бромированный углеводород или хлорированный парафин. Детали, касающиеся этих компаундов и их пропорций, по отношению к полимерам можно найти, например, в американском патенте US-4.806.162.
Правильно выбранный и обработанный полимер уплотнителя в соответствии с настоящим изобретением может сам по себе соответствовать стандарту DIN 4102, относясь, в частности, к классу В1, и поэтому он будет усиливать эффект создания барьера для огня, создаваемых с помощью его поверхностного покрытия.
Один из предпочтительных вариантов осуществления настоящего изобретения, относящегося к настоящему полимеру, состоит в выборе пены из пластифицированного поливинилхлорида, в который была введена одна из добавок, упомянутых выше, и который, в частности, получался из пластизолей и пенообразующих веществ, например из основанных на азотосодержащих продуктах, таких как сульфогидразиды или азодикарбонамиды. Более детальное описание, в частности что касается пластификаторов ПВХ и пластизолей, можно найти в главе, посвященной ПВХ в книге "Пластики - применение химии" Жана Боста, опубликованной в 1980 году, "Технология и документация". Более детально о ячеистом ПВХ можно также прочитать в книге Титова "Технология ПВХ", опубликованной Эльзевьер в 1984 году, Глава 25.
Пена такого типа фактически имеет преимущества, состоящие в ее способности к сжатию, и имеет приемлемую плотность приблизительно в 100 кг/м3 и процесс ее производства легко контролируются.
В общем случае полимер, применяемый для уплотнителя, выбирается таким, чтобы он имел плотность приблизительно от 80 до 150 кг/м3. Если он представляет собой пену, она может быть типа с закрытыми ячейками. В случае если ячейки, по меньшей мере, частично открыты, целесообразно импрегнировать эту пену с помощью влагоотталкивающего средства.
Уплотнитель в соответствии с настоящим изобретением может иметь самую разную форму. Обычно он выполняется в форме непрерывной ленты, с определенным поперечным сечением, причем это поперечное сечению, в частности, имеет четырехугольную форму, такую как квадрат, прямоугольник, трапеция или параллелограмм. Однако его поперечное сечение может также быть выбрано круглой или овальной формы.
Различные модели производства существуют для придания уплотнителю требуемой формы, в частности требуемой формы полимера, который формирует его основной компонент. Этот полимер, предпочтительно основанный на пене, может, таким образом, быть получен непосредственно требуемых размеров с помощью технологии выдавливания. Поверхностное покрытие может затем быть нанесено сразу же по мере выдавливания, в частности используя устройство обматывающего покрытия. Более того, может оказаться необходимым использовать какое-либо адгезивное вещество для улучшения связи между пеной и ее покрытием.
В частности, основанный на пене полимер может также производиться в форме непрерывного стержня, пропуская его через печь с подходящей температурой и давлением, на опоре, которая предпочтительно состоит из самого поверхностного покрытия, лежащего на конвейере. Такой стержень, когда пена полностью расширится, может последовательно разрезаться для того, чтобы получить уплотнители, имеющие требуемые размеры, в частности с требуемой шириной. Применяя процессы этого типа, пена производится и соединяется с поверхностными покрытиями за один этап, причем пена "сцепляется" с покрытием без необходимости использования адгезивного вещества.
Уплотнитель в соответствии с настоящим изобретением может иметь первое поверхностное покрытие, основанное на волокнистом материале на поверхности, предназначенной для сцепления с панелью таким образом, чтобы обеспечить сцепление с этим уплотнителем, и второе поверхностное покрытие, по меньшей мере, на части остальной внешней поверхности, причем это второе покрытие может быть в форме непрерывною пленки, в частности металлической пленки. Фактически, поскольку это второе покрытие но предназначено для того, чтобы иметь сцепление с пеной в изолирующей панели, оно, поэтому, не вызывая каких-либо затруднений, может иметь очень гладкую поверхность.
Таким образом, становится возможным выбрать покрытие всей внешней поверхности уплотнителя с одним или большим количеством поверхностных покрытий в соответствии с настоящим изобретением: этим способом можно гарантировать наилучший эффект замедления распространения огня через уплотнитель.
Как было указано ранее, использование уплотнителей, в соответствии с настоящим изобретением практически рекомендуется для уплотнителей строительных панелей, содержащих в достаточной степени металлические стенки, ограничивающие полость, содержащую тепло и/или акустически изолирующий материал из твердой полимерной пены так, что, в частности, улучшается его сопротивляемость огню. Предпочтительным является размещение уплотнителей в соответствии с настоящим изобретением, по меньшей мере, на части поверхности "соединения" стенок из таких панелей, иногда называемых панели типа сэндвич.
Детали и характеристики настоящего изобретения будут пояснены на одном из вариантов осуществления, который будет подробно описан ниже, причем этот вариант осуществления не является ограничивающим и будет проиллюстрирован с использованием прилагаемых чертежей, которые представляют:
фигура 1: сборка изолирующих панелей, собранных в соответствии с настоящим изобретением;
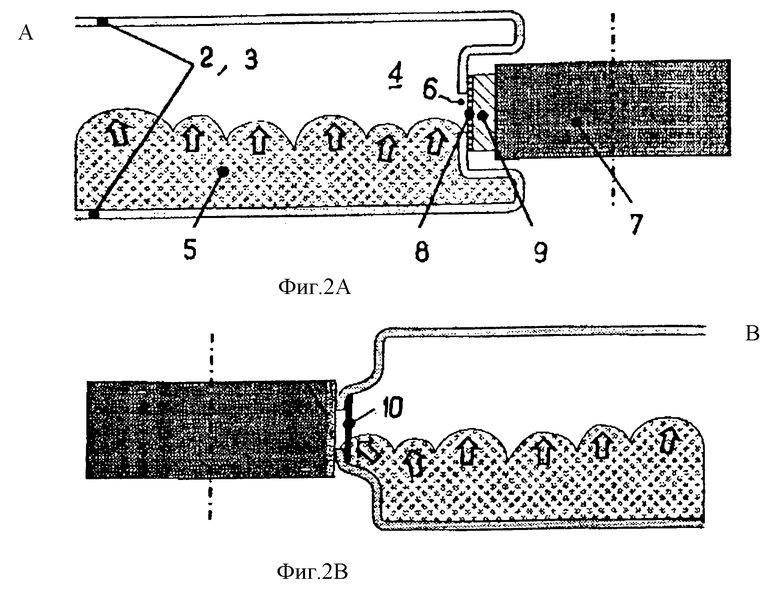
фигура 2a-2b: этап при производстве изолирующей панели с уплотнителем в соответствии с настоящим изобретением; а также
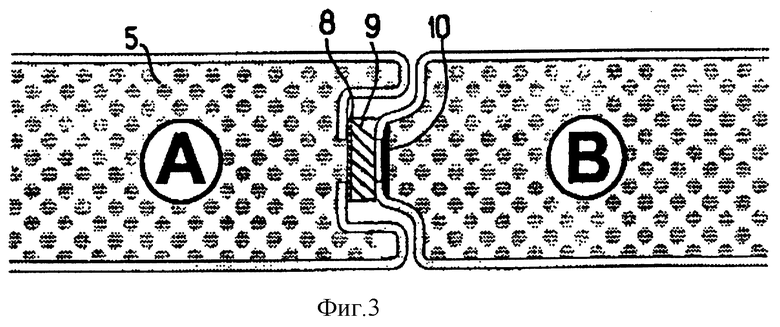
фигура 3: поперечное сечение горизонтальной плоскости заливаемого пространства между двумя панелями, собранными в соответствии с фигурой 1.
Панель 1, показанная очень схематично на фигуре 1 собирается в вертикальной плоскости таким образом, чтобы формировать внешнюю стену здания. Каждая панель имеет приблизительно форму параллелепипеда с толщиной приблизительно от 60 до 100 мм и шириной приблизительно от 2 до 3 м и длиной, которая может быть выбрана в диапазоне, в частности, от 3 до 16 м или более. Они собираются в вертикальной плоскости таким образом, чтобы формировать стену здания (и механически фиксируются с использованием металлических рам, не показаны). Каждая панель 2, 3 состоит из плоских или профилированных стенок листового металла, в частности изготавливаемого из стали и имеющего толщину от 0,6 до 0,9 мм, ограничивающих полость 4 и заполняемую твердой полиуретановой пеной 5, которая классифицируется как пена В1 или В2 в отношении ее огнеустойчивости, в соответствии со стандартом DIN 4102.
На фигурах 2a и 2b представлено схематическое детальное изображение производства таких панелей 1, каждый из противоположных боковых торцов которых обозначен соответственно буквой A или B: металлические листы 2, 3 размещены один над другим и удерживаются на расстоянии d, они последовательно движутся на конвейере, причем в месте соединения 6 между этими двумя листами имеется свободное пространство. Жидкость-реагент, основанная на подходящем предварительном и пенообразующем веществах, постоянно впрыскивается между этими двумя листами 2, 3. Хотя уже в это время этом начинается расширение пены, сдавливающие ролики 7 на стороне А постоянно давят на уплотнитель 8, 9 в соответствии с настоящим изобретением, который последовательно разматывается. Уплотнитель 8, 9 затем помещается таким образом, что его поверхностное покрытие 8 укладывается по направлению к месту соединения 6 и к свободному пространству, которое оно определяет. Давление прессующих роликов 7 поддерживается по всей длине, причем оно является необходимым для того, чтобы пена 5 в панели 1 сцепилась с поверхностным покрытием 8 и, таким образом, зафиксировала уплотнитель 8, 9 в этом положении.
Со стороны В возможно применение двух вариантов: либо производится такая же операция, как и на стороне A, с помощью помещения такого же типа уплотнителя 8, 9, либо, как показано на рисунке, в область соединения помещается металлическая пленка 10 из металла типа алюминия.
Стороны А и В имеют профилированный торец, сформованный таким образом, чтобы определить принимающую часть (сторона А) и входящую часть (сторона В), которые позволяют легко и последовательно собирать эти панели так, что они входят друг в друга.
Когда пена 5 полностью расширится, обрезающие инструменты (не показаны) разрезают листы поперек их оси по мере движения конвейера таким образом, чтобы получить законченные панели с требуемой длиной,
Вернемся теперь к более подробному описанию структуры и производства уплотнителя: уплотнитель 8, 9, используемый здесь, имеет прямоугольное поперечное сечение (шириной 45 мм и толщиной 6 мм) и снабжен на одной из своих сторон тканой стекловолоконной тканью 8 толщиной 100 микрометров, изготовленной из стекловолоконной пряжи, имеющей линейный вес 22 текс и, состоящей из комбинации индивидуальных нитей, диаметром 7 микрометров, причем эта ткань имеет поверхностную плотность 107 г/м2. Хорошие результаты также получались при использовании более толстых тканей, например толщиной приблизительно 180 микрометров и/или несколько более плотных, например от 200 до 210 г/м2, которые получались, в частности, из пряжи, имеющей больший линейный вес, например приблизительно 70 текс или более. Такой уплотнитель основан на пене 9 из пластифицированного ПВХ и имеет коэффициент сжатия своей толщины, по меньшей мере, 50% Такая пена 9, содержащая огнеупорные добавки, классифицируется по типу В1, в соответствии со стандартом DIN 4102.
Такой уплотнитель изготавливается следующим образом: на стекловолоконную ткань 8, имеющую определенные характеристики и помещенную на конвейер, наносится реагентная жидкость, основанная на пластизолях и специально подобранных раздувающих веществах, а затем эта сборка пропускается через печь, имеющую подходящую температуру и давление, при этом на стекловолоконной ткани 8 последовательно образуется и расширяется пена 9 из пластифицированного ПВХ, прочно сцепляясь с ней. Эта пена, кроме того, содержит огнеупорные добавки, включающие триоксид сурьмы в пропорции приблизительно 1,25% по весу, борат цинка в пропорции приблизительно 1,25% и хлорированный парафин 4% по весу по отношению к весу ПВХ, в частности этот парафин был выбран из ряда продуктов, продаваемых под названием ЦЕРЕКЛОР компанией Империал Кэмикалэ Индастриз плк. (Imperial Chemicals Industries plc. После охлаждения полученный из пены стержень разрезается специальными режущими инструментами типа циркулярной пилы, расположенными рядами над ним так, что их оси совпадают с направлением движения конвейера с получением множеств отрезков ленты, имеющих требуемое прямоугольное поперечное сечение, эти отрезки ленты будут последовательно наматываться перед использованием, как было описано выше. Этот метод производства имеет большие преимущества в отношении эффективности и затрат на производстве. Однако являются интересными также технологии изготовления уплотнителя непосредственно необходимого размера с помощью выдавливания таким образом, что они позволяют получать уплотнители 8, 9 с более сложным поперечным сечением, в частности круглым.
На фигуре 3 показано поперечное сечение заполняемого пространства между двумя панелями 1, собранными в соответствии с фигурой 1, при этом уплотнитель 8, 9 сжимается, по крайней мере, на 30% своей толщины, сторона В первой панели входит в сторону А второй панели с определенным "зазором", который фактически неизбежно получается при задании производственного допуска в этом типе панелей. Следовательно, в случае пожара уплотнители 8, 9 подвергаются непосредственному воздействию огня, поэтому было так важно улучшить их поведение в огне для того, чтобы предотвратить распространение огня от пены 5 одной панели 1 к пене соседней панели через уплотнители 8, 9, которые являются единственными слабыми местами в этой структуре, поскольку металлические листы 2 и 3 панели 1 обычно очень эффективно задерживают распространение огня.
Неожиданно оказалось, что стекловолоконная ткань 8 уплотнителей 8, 9 в соответствии с настоящим изобретением показала исключительную способность задерживать распространение огня, и ее структура оказалась весьма пригодной для этого, поскольку она дополнительно улучшает сцепление пены 5 в панели 1 с пеной 9 уплотнителя без необходимости дополнительной обработки пены уплотнителя и/или применения специального адгезивного вещества.
Тот факт, что пена уплотнителя сама обрабатывается с помощью огнеупорных добавок, создает очень хорошую огнеупорную способность уплотнителей в соответствии с настоящим изобретением.
Возможны многие варианты конструкции, при этом другие материалы, кроме стекла, могут использоваться как несгораемые или плохо сгораемые материалы, возможно также применение материалов различной толщины и поверхностной плотности в качестве поверхностных покрытий, при этом можно обеспечить такое их расположение, что покрытие будет покрывать несколько поверхностей уплотнителя вместо одной, в частности поверхности, обращенные наружу от уплотнителя и особенно всю их внешнюю поверхность.
Размеры уплотнителя могут также существенно изменяться в соответствии с требованиями, что в случае уплотнителя, имеющего прямоугольное поперечное сечение, может составить толщину, например от 3 до 20 мм и ширину, соответствующую размерам заполняемой панели, например от 10 до 100 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ПОРИСТЫЙ МАТЕРИАЛ, СОСТАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2229482C2 |
| СТРОИТЕЛЬНАЯ ИЗОЛЯЦИОННАЯ ПАНЕЛЬ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2616639C2 |
| Способ соединения уплотнителя плинтуса | 2020 |
|
RU2733348C1 |
| КАБЕЛЬ, СОДЕРЖАЩИЙ ПОКРЫТИЕ НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА | 2013 |
|
RU2624304C2 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 1993 |
|
RU2121100C1 |
| ГИПСОВЫЕ ПАНЕЛИ, ПОДХОДЯЩИЕ ДЛЯ ВЛАЖНЫХ ИЛИ СЫРЫХ ЗОН | 2015 |
|
RU2776074C2 |
| БЕСПРАЙМЕРНЫЙ СПОСОБ ПРОИЗВОДСТВА ПОЛИИЗОЦИАНУРАТНЫХ НЕГОРЮЧИХ СТРОИТЕЛЬНЫХ СЭНДВИЧ-ПАНЕЛЕЙ | 2014 |
|
RU2561119C1 |
| КАРКАСНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2460173C1 |
| ТКАНЬ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2009 |
|
RU2486216C2 |
| УЛУЧШЕННАЯ ОГНЕСТОЙКОСТЬ ДЛЯ ЛАМИНИРОВАННОЙ ДРЕВЕСНЫМ ШПОНОМ ПОТОЛОЧНОЙ ПЛИТКИ | 2016 |
|
RU2756645C2 |
Изобретение относится к уплотнителям для строительных панелей. Уплотнитель основан на гибком/сжимаемом полимере и предназначен специально для уплотнения внутренней полости строительного элемента и/или уплотнения между двумя расположенными в непосредственной близости строительными элементами. Уплотнитель имеет, по крайней мере, на своей поверхности, предназначенной для контакта с указанным элементом, поверхностное покрытие, изготовленное из материала, который является несгораемым и/или сохраняющим свою форму при высокой температуре, при этом для поверхностного покрытия используют тканые или нетканые волоконные материалы. Уплотнитель может быть использован для уплотнения строительных панелей, содержащих металлические стенки, ограничивающие полость, вмещающую тепло- и/или акустический изоляционный материал из твердой полимерной пены. Строительная панель содержит металлические стенки, ограничивающие полость, содержащую изолирующий материал, который имеет на одной из своих сторон уплотнитель. В результате улучшается огнеупорность конструкционных элементов. 3 с. и 16 з.п.ф-лы, 3 ил.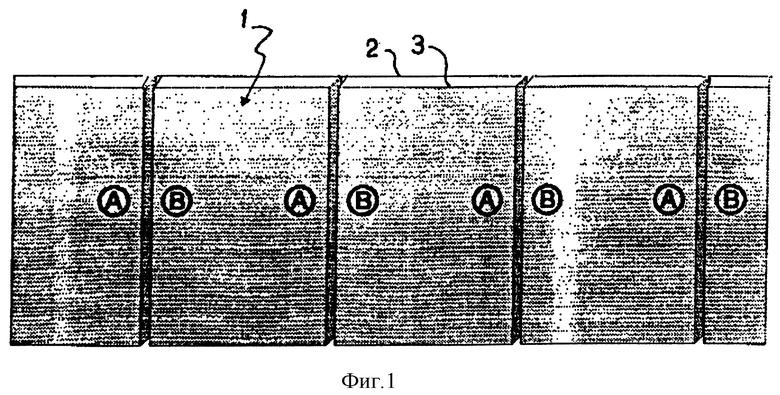
11 Уплотнитель (8, 9) по любому из пп.7 - 10, отличающийся тем, что гибкий/сжимаемый полимер (9) указанного уплотнителя основан на пене с закрытыми ячейками или на пене, имеющей ячейки, которые, по меньшей мере, частично открыты, причем в этом случае пена импрегнирована влагоотталкивающим веществом.
| ER 0568227 A1, 03.11.1993 | |||
| US 5171629 A, 15.12.1992 | |||
| УСТРОЙСТВО ЛИНЕЙНОГО УСИЛЕНИЯ МОЩНОСТИ | 1996 |
|
RU2142670C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УРОВНЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2000 |
|
RU2168732C1 |
| Строительная панель из композиционного материала | 1984 |
|
SU1268688A1 |
| Панель ограждения | 1989 |
|
SU1666669A1 |
| Стеновая панель | 1977 |
|
SU712036A3 |

