Изобретение относится к области ионно-лучевых технологий получения материалов с заданными свойствами, а именно к способу повышения износостойкости твердосплавного режущего инструмента, применяемого при резании стали.
Обработанный по предлагаемому способу инструмент применяется в отраслях промышленности, связанных с металлообработкой твердыми сплавами (резание, фрезерование, сверление).
Известен способ обработки стальных изделий (а/с СССР N 1670968, кл. C 23 C 14/48, БИ N 47-48, 1993), включающий закалку и ионную имплантацию, отличающийся тем, что, с целью повышения износостойкости изделия путем увеличения глубины модифицированного слоя, его микротвердости и производительности процесса, имплантацию проводят интенсивными импульсными пучками положительных ионов азота, или азота и водорода, или азота и гелия с энергией 10-20 КэВ, флюенсом 2•1016-2•1017см-2 при плотности тока 1-500 мA/см2 и длительности импульса тока ионов 1 - 20 A, определяемой следующим соотношением:
τn= (Tдоп-T)2pck4(jE)2,
где
Tдоп - допустимая температура поверхности изделия, приведенная в градусы по Цельсию; T - начальная температура поверхности изделия, приведенная в градусы по Цельсию;
p, c, k - соответственно плотность, удельная теплопроводность и коэффициент теплопроводности стали;
j и E - соответственно плотность тока и энергия ионов.
Для дальнейшего повышения износостойкости за счет дальнейшего увеличения глубины модифицированного слоя после имплантации проводят отпуск при температуре 520 - 700oC.
Недостатком данного способа является то, что облучение осуществляется только ионами газов. При этом не происходит образования тугоплавких соединений по типу карбидов, отличающихся высокой прочностью и термостойкостью.
Известен (патент РФ N 2001974, кл. C 23 C 14/48, БИ N 39-40, 1993) способ обработки режущего инструмента, включающий имплантацию ионов азота в рабочую поверхность режущей кромки, отличающийся тем, что, с целью повышения срока службы, имплантацию ионов азота осуществляют в импульсном режиме при длительности импульса 1 - 100 мс, плотности ионного тока 10 - 150 мA/см2, энергии 15 - 40 кэВ до набора дозы ионов (2,3-4,7)•1016 ион/см2.
Недостатком способа является относительно низкая доза внедряемых ионов и ограниченность выбора типа ионов (азот).
Известен (заявка Японии N 61-15967, кл. C 23 C 14/48, ИСМ N 7, 1993) способ обработки поверхности инструмента, при котором пары металла ионизируют с использованием высокочастотного источника энергии и направляют их к обрабатываемой поверхности, на которую одновременно воздействуют ускоренным пучком ионов неметалла. На поверхности с приложенным отрицательным напряжением формируют поверхностный слой на основе металла и неметалла.
Недостатком способа является относительно низкая доза внедряемых ионов, невысокая глубина модифицированного слоя, а также наличие переходного слоя.
Известен способ получения режущего инструмента из металло-керамического материала, подвергнутого поверхностной обработке (заявка Японии N 2-15159, кл. C 23 C 14/06, C 23 C 14/48, ИСМ N 7, 1991). Режущий инструмент изготавливают из металло-керамического материала, содержащего 5-30% металлической связки (кобальт, никель, железо) и карбидонитрида (дисперсная фаза) формулы (TiM)CN, где M - тантал, ниобий, вольфрам и молибден, на поверхности материала осаждают слой карбида, нитрида, карбонитрида, оксикарбида, оксинитрида и оксикарбонитрида титана, например способом осаждения из паровой фазы, толщиной 0,1 - 1,5 мкм. Поверхность подвергают ионной имплантации, в ходе которой необходимые ионы проникают через слой покрытия и подложки, что улучшает сцепление покрытия с подложкой и повышает твердость покрытия.
Недостатком данного способа является наличие переходного слоя, а также то, что проникновение ионов на значительную глубину сопровождается интенсивным распылением нанесенного покрытия и, тем самым, образованием сильно неоднородных приповерхностных структур по глубине, снижающих прочность поверхностных слоев материала.
Известен способ формирования слоя карбида титана, имеющего хорошую адгезию к стали и твердость (заявка Японии N 61-213369, кл. C 23 C 14/06, 14/48, ИСМ N 5, 1988). В стальную поверхность внедряют ионы титана (5•1016 ион/см2) при ускоряющем напряжении >= 40 кэВ, при этом образуется слой сплава толщиной 0,5 средней глубины внедрения ионов титана, содержащий атомы титана в количестве, выше предела растворимости и имеющего частично или полностью аморфную структуру и неравновесную фазу.
Недостатком данного способа является наличие переходного слоя и относительно низкая доза внедряемых ионов, а также незначительная глубина модифицированного слоя.
Известен способ повышения износостойкости инструментов и деталей машин, изготовленных из твердого материала на основе карбида вольфрама, без использования ядовитых или экологически вредных веществ (экономический патент ГДР N 251362, кл. C 23 C 14/48). Согласно изобретению осуществляют внедрение ионов азота, причем в процессе внедрения ионов азота, проводимого в обычных условиях (≈(2-6)•1017 ион/см2 с энергией 30-150 кэВ при 20oC), на обрабатываемую заготовку дополнительно воздействуют газом. В качестве газа для продувки используют углеводород с отношением C к H > 0,2. Парциальное давление углеводорода составляет 10-3-10-2 Па. Эффективно также использование ацетилена в качестве газа для продувки.
Недостатком известного способа является то, что внедрение в поверхностные слои WC - Co атомов водорода может существенно снизить пластичность материала и, тем самым, повысить вероятность его хрупкого разрушения в условиях эксплуатации.
Наиболее близким к заявляемому является (а.с. N 1825820, кл. C 23 C 14/48, БИ N 25, 1993) способ обработки поверхности режущего инструмента, включающий имплантацию ионов титана и нанесение покрытия из нитрида титана, отличающийся тем, что, с целью повышения износостойкости инструмента, перед имплантацией проводят предварительную обработку поверхности режущего инструмента в положительном коронном разряде на воздухе в течение 2,5-3 ч при токе разряда 160 - 240 мкА.
Недостатком известного способа является существование хрупкого переходного слоя между основой и покрытием. Такая конструкция поверхностных слоев не обеспечивает стабильности эксплуатационных свойств из-за повышенной вероятности выкрашиваний и сколов при циклических термомеханических напряжениях, сопровождающих процесс резания.
Кроме того, малая глубина модифицированного слоя приводит к его быстрому истиранию и, как следствие, к потере приобретенных положительных свойств. К числу недостатков способа можно также отнести длительное время предварительной подготовки инструмента к обработке.
Основным недостатком прототипа является относительно низкий уровень адгезионного взаимодействия системы модифицированный поверхностный слой - основная рабочая поверхность и связанные с этим эффекты разрушения.
Задачей настоящего изобретения является создание способа обработки поверхности режущего инструмента, обеспечивающего повышение износостойкости рабочих поверхностей режущего инструмента за счет направленной модификации структуры поверхностного слоя, приводящей к повышению его твердости и снижению адгезионной активности при взаимодействии с обрабатываемым материалом.
Сущность изобретения заключается в том, что в способе обработки поверхности режущего инструмента, основанном на имплантации ионов титана, последовательно воздействуют на поверхность режущего инструмента ионами Ti с энергией E = 25-35 кэВ при давлении P = 5•10-5 Торр и дозой 2•1017 - 5•1017 ион/см2 и импульсным облучением мощным пучком ионов углерода C+ и водорода H+ с энергией E = 300 кэВ, плотностью тока в пределах 50 - 150 A/см2, дозой ионов 1014 ион/см2.
В процессе проведенного поиска не выявлены способы обработки режущего инструмента, в которых используется мощный пучок ионов указанного состава, энергии и дозы.
При последовательном воздействии на твердосплавный режущий инструмент, например сплава Т15К6, ВК8, ионами различной энергии и различных элементов, осуществляется проникновение легирующих элементов на большую глубину. Достигается компромисс между хрупкими и пластичными свойствами твердого сплава за счет образования твердосплавных хрупких карбидных зерен и сохранения пластичной кобальтовой прослойки. Не образуется переходных слоев, при определенных режимах резания достигается повышение сопротивляемости поверхности твердосплавного режущего инструмента адгезионным и диффузионным видам износа.
Указанный технический результат достигается за счет последовательного воздействия на твердосплавный режущий инструмент ионами различных энергии и сорта, что обеспечивает проникновение легирующих элементов на большую глубину, и при этом не образуется переходного слоя. Благодаря использованию мощного ионного пучка (C+, H+) с большой эффективностью осуществляется "перемешивание" имплантированных ионов, образование карбидных и оксидных фаз по типу TiC, TiO2, а также их проникновение по глубине (до 200  ) в материал основы. Заявленный способ обеспечивает воздействие непосредственно на структуру основы твердого сплава, при котором не образуется переходного слоя и зон контакта по типу пленка-подложка.
) в материал основы. Заявленный способ обеспечивает воздействие непосредственно на структуру основы твердого сплава, при котором не образуется переходного слоя и зон контакта по типу пленка-подложка.
Облучение на приведенных режимах не приводит к распылению слоя, содержащего имплантированные элементы, при этом увеличивается суммарная доза облучения: (ионов Ti доза Ф = 5•1017 ион/см-2 и C+, H+ - 1014 ион/см2, формируются высокопрочные гомогенные структуры, содержащие карбидные и оксидные фазы.
Как показали проведенные испытания, заявляемый способ обеспечивает снижение адгезионно-диффузионной активности взаимодействия режущего инструмента и обрабатываемого материала.
В приведенном ранее патенте ГДР N 251362, кл. C 23 C 14/48, "Способ повышения износостойкости инструмента и деталей машин" в процессе внедрения ионов азота, проводимого в обычных условиях, на обрабатываемую заготовку дополнительно воздействуют газом. В качестве газа для продувки используют углеводород с отношением C к H > 0,2.
Однако в известном способе используется газ, а не мощный ионный пучок, что не позволяет достигать эффектов глубокого легирования инструмента, кроме того, присутствие водорода в газе приводит к снижению пластичности кобальтовой связки в твердосплавном режущем инструменте и, как следствие, к повышению вероятности его хрупкого разрушения в процессе эксплуатации.
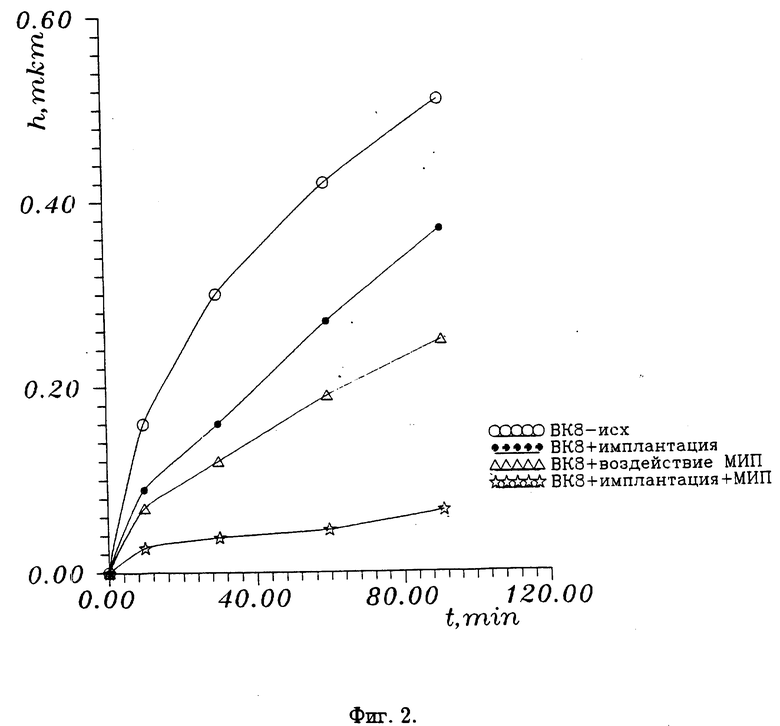
Способ поясняется графиками, приведенными на фиг. 1-2, где на фиг. 1 приведена зависимость профиля распределения концентрации примесных атомов Ti (в единицах % ат.) по глубине, полученная способом электронной Оже-спектроскопии; на фиг. 2. приведены зависимости скорости изнашивания режущих пластин, подвергнутых ионно-лучевому воздействию в различных условиях, при резании стали марки 40 X.
Способ обработки режущего инструмента осуществлялся следующим образом.
Пример 1.
В качестве образцов использовались пятигранные пластины из сплава Т15К6 (15% - Ti, 6% - Co, 79% - WC). Очистка производилась ионами Ti с энергией 2-3 кэВ, при давлении P = 5•10-5 Торр в течение времени t = 5 мин.
Имплантация производилась ионами Ti с энергией E = 30 кэВ при давлении P = 5•10-5 Торр до достижения дозы 2•1017 ион/см2.
Очистка и имплантация проводились в одном вакуумном цикле на установке "Композит". Имплантер смонтирован на базе серийно выпускаемой установки и имеет основные узлы, традиционные для применяемых имплантеров: вакуумную систему, рабочую камеру с источником ионов и подставкой для обрабатываемых образцов, системы энергопитания, охлаждения и защиты.
Схема работы имплантера: после создания предварительного вакуума 10-4 Торр в рабочей камере, в ионный источник подается газ для ионизации в скрещенных магнитном и электрическом полях. Ионы полученной низкотемпературной плазмы за счет потенциала вытягиваются из газоразрядного промежутка и производят катодное распыление металлической мишени. Полученная смесь ионов газа и металла (Ti) при подаче ускоряющего напряжения бомбардирует подложку с находящимися на ней образцами.
"Перемешивание" осуществлялось на ускорителе ионов "Темп", конструкционно состоящем из следующих основных частей: генерирующей части, вспомогательных систем и систем управления и контроля, мощным пучком ионов с составом
70%C+, 30%H+ с энергией E = 300 кэВ, при плотности тока j = 50 A/см2 и дозой ионов Ф = 1014 ион/см2. Число импульсов - 1. Давление в рабочей камере P = 10-4 Торр.
Обработанные в соответствии с заявляемым способом режущие пластины были испытаны при резании сталей марки 40X.
Как показывают графики на фиг. 1-2, глубина модифицированного слоя после дополнительного воздействия мощным импульсным пучком ионов (C+, H+) возрастает приблизительно в 6 раз, износостойкость при резании стали 40X в 2-3 раза.
Сравнительные испытания на износостойкость при резании стали марки 40X твердосплавными пластинами ВК8, обработанными по предлагаемому способу и с нанесенным покрытием, приведены на фиг. 2.
Исследования процесса резания показали, что в результате комбинированной обработки режущего инструмента по описываемому способу снижается уровень адгезионного взаимодействия между режущим инструментом и обрабатываемым материалом. Исследования проводились по классическим схемам испытания на износостойкость при резании стали на различных скоростных режимах. Износ оценивали по ширине фаски задней поверхности резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2117073C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАДИЕНТНОЙ ТВЕРДОЙ КОРРОЗИОННОСТОЙКОЙ КОМПОЗИЦИИ НА ПОВЕРХНОСТИ ОБРАЗЦОВ ИЗ ТВЕРДЫХ СПЛАВОВ И ЛЕГИРОВАННЫХ СТАЛЕЙ | 2004 |
|
RU2268323C1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 1997 |
|
RU2155243C2 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1990 |
|
SU1707997A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1997 |
|
RU2152455C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩИХ ПЛАСТИН | 1993 |
|
RU2067919C1 |
| СПОСОБ ПОВЫШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА НА ОСНОВЕ СТАЛИ | 1999 |
|
RU2156831C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1992 |
|
RU2039126C1 |
Изобретение относится к ионно-лучевым технологиям получения материалов с заданными свойствами, а именно к способу повышения износостойкости твердосплавного режущего инструмента. Сущность изобретения заключается в последовательном воздействии на поверхность твердосплавного режущего инструмента ионами титана с энергией в диапазоне 25 - 35 кэВ и дозой 2 • 1017 - 5• 1017 ион/см2 и импульсным облучением мощным пучком ионов углерода и водорода с энергией 300 кэВ, плотностью тока в пределах 50 - 150 А/см2, дозой ионов 1014 ион/см2. Благодаря воздействию мощного ионного пучка с большой эффективностью осуществляется "перемешивание" имплантированных ионов, образование карбидных и оксидных фаз по типу TiC, TiO2, а также их проникновение в материал основы на глубину до 200  2 ил.
2 ил.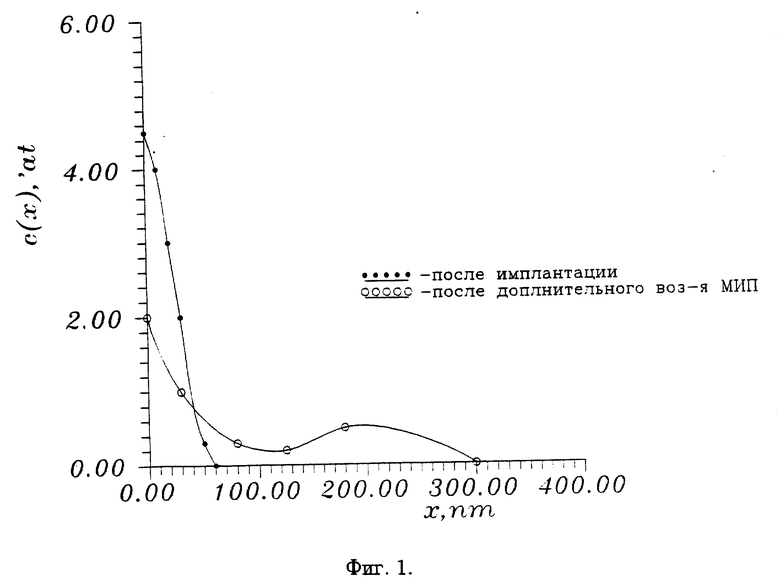
Способ обработки твердосплавного режущего инструмента, включающий имплантацию ионов титана, отличающийся тем, что после имплантации ионов титана с энергией в диапазоне 25 - 35 кэВ и дозой в пределах 2 • 1017 ион/см2 дополнительно проводят импульсное облучение мощным пучком ионов углерода и водорода с энергией Е = 300 кэВ, плотностью тока j в пределах 50 - 150 А/см2, дозой ионов Ф = 1014 ион/см2.
| Способ обработки поверхности режущего инструмента | 1991 |
|
SU1825820A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| АППАРАТ ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ЖИДКИХ И ПЮРЕОБРАЗНЫХ ПРОДУКТОВ | 0 |
|
SU251362A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU 2001974 C1, 30.10.93 | |||
| Способ обработки стальных изделий | 1989 |
|
SU1670968A1 |
| АРИЛ-S(О)ЗАМЕЩЕННЫЕ КАРБОНОВЫЕ/ГИДРОКСАМОВЫЕ КИСЛОТЫ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 1996 |
|
RU2175316C2 |

