Изобретение относится к металлургии, в частности к составам цементируемых сталей, и может быть использовано при изготовлении автомобильных шестерен.
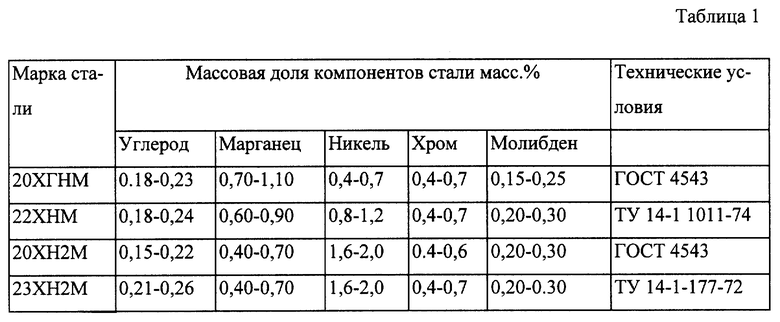
В производстве шестерен автомобилей, подвергаемых химико-термической обработке в виде цементации и нитроцементации, широко применяется сталь, комплексно легированная хромом, марганцем, никелем и молибденом, типа марок, представленных в табл. 1.
Содержание углерода и легирующих элементов в сталях данных марок обеспечивает определенный уровень прокаливаемости и высокую технологичность при механической, предварительной термической и химико-термической обработках. Однако, как показывает практика, при закалке в цементационных агрегатах, когда в качестве охлаждающей среды применяются минеральные масла, сталь указанных марок не обеспечивает достижения требуемой твердости (не менее HRC 30 - 32) сердцевины сравнительно массоемких деталей.
В связи с этим проводился анализ влияния состава стали данного класса на ее природную прокаливаемость, определяемую в прокате.
Для этого использовали результаты химических анализов и стандартных испытаний на прокаливаемость методом торцевой закалки (ГОСТ 5657), выполнявшихся перед промышленным использованием большого количества различных по условиям металлургического производства партий проката.
Прокаливаемость стали характеризовали величиной "L50" - расстоянием (мм) от водоохлаждаемого торца до границы твердости, соответствующей "полумартенситному состоянию" закаленной стали. Известно, что численное значение данной твердости ("HRC50") определяется содержанием углерода в стали. Учитывая сравнительно узкий диапазон содержания углерода, характерный для совокупности рассматриваемых марок, принималось, что "HRC50"=33, что соответствует "полумартенситной твердости" стали, содержащей 0,21-0,22% углерода.
Для выявления L50 в каждой пробе результаты испытаний прокаливаемости подвергали компьютерной обработке:
- рассчитывали коэффициенты (а, b, с) в аналитическом выражении кривой прокаливаемости, представляемом в виде зависимости расстояния (L, мм) от водоохлаждаемого торца до точки, в которой фиксировалась определенная твердость {HRC}, как
L = a+b{HRC}+c{HRC}2 (1);
- подстановкой в (1) значения {HRC} =33 определяли L50 в каждом из проводившихся испытаний на прокаливаемость.
Наряду с определением L50 производили оценку критических скоростей закалки Vпр, необходимых для достижения "полумартенситного состояния" стали различных партий. Для этого использовали известную по стандартным испытаниям торцевой закалкой графическую зависимость скорости охлаждения V от торцевого расстояния L. Ее аналитическая аппроксимация в виде V =512,78 L-1,38 позволяла с помощью компьютера вычислять численные значения VкрoC/с, соответствующие значениям L50.
Результаты лабораторных анализов стали, сгруппированные по отдельным маркам, отмеченным в табл. 1, в партиях, поступивших от различных производителей металла, практически совпали.
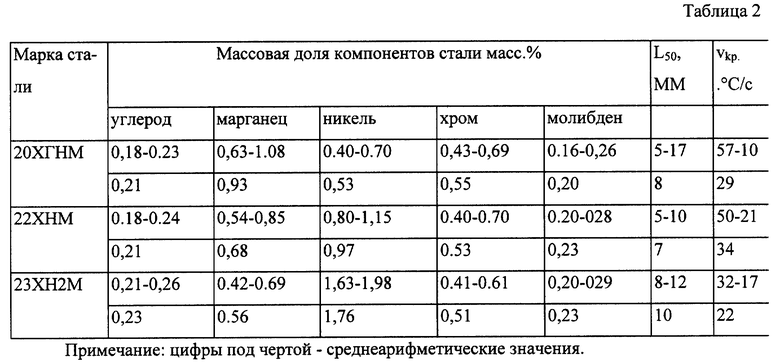
В табл. 2 приведены обобщенные данные, характеризующие химический состав и прокаливаемость анализировавшихся партий металла.
Известно, что скорость охлаждения при закалке в цементационных агрегатах характеризуется значительным разбросом значений. Как показали проводившиеся оценки, скорость охлаждения сердцевины сравнительно массоемких деталей может составлять 10-15oC/с. При таких сравнительно низких скоростях не приходится рассчитывать на удовлетворительное качество закалки стали, критическая скорость которой соответствуют данным табл. 2. Решение этой проблемы связывается с корректировкой химического состава, направленной на повышение прокаливающейся способности стали.
Ответ на вопрос, какие для этого необходимы изменения химического состава, получен расчетным путем в результате установления корреляционной зависимости:
L50=29,1{C}+9,7{Mn}+3,9{Ni}+0,7{Cr}-0,8{Mo}-9,3 (2)
(фигурными скобками обозначена массовая доля, %, соответствующего элемента).
Коэффициент детерминированности для данной регрессии представляется достаточно высоким (r2= 0.61) для возможности использования (2) при анализе вклада каждого из рассматриваемых легирующих элементов в повышение прокаливающейся способности стали. Как следует из выражения (2), наибольший вклад вносит увеличение углерода. Далее по степени влияния расставляются марганец, никель и хром. Отрицательное значение коэффициента при {Mo} может быть истолковано, как случайный результат, связанный с незначительными (с точки зрения проявления данного легирования) колебаниями содержания молибдена в исследовавшемся металле. Если при выявлении множественной корреляции по причине незначительности не учитывать влияние молибдена и хрома, а также исключить из корреляции "свободный коэффициент", не имеющий физического смысла, то характеристики вклада в повышение прокаливаемости содержания углерода, марганца и никеля выражаются коэффициентами, по которым "рейтинг" марганца представляется самым высоким:
L50=3{C}+6(Mn}+3{Ni}
Как видно, задача повышения прокаливаемости стали рассматриваемых марок решается увеличением содержания либо углерода, либо марганца или никеля. Рациональность конкретного решения определяется следующими моментами.
Известно, что повышение твердости сердцевины, достигаемое за счет увеличения исходного содержания углерода в стали, сопровождается возрастанием коробления деталей в процессе цементации. Поэтому нецелесообразно увеличивать содержание углерода свыше 0,25-0,26%. Увеличение содержания никеля свыше 3% нецелесообразно, так как при этом существенно возрастает устойчивость переохлажденного аустенита, что порождает проблемы обрабатываемости стали резанием и повышенного количества остаточного аустенита на цементованной поверхности.
Оптимальным вариантом повышения прокаливаемости является увеличение содержания в стали марганца.
В качестве наиболее близкого аналога может быть принята цементируемая сталь, известная из авторского свидетельства СССР N 138643, C 22 C 38/58, опубликованного 19.08.1961. Эта сталь содержит компоненты в следующем соотношении, мас.%:
Углерод - 0,15-0,2
Марганец - 1,6-2,0
Кремний - 0,9-1,3
Хром - До 0,3
Никель - До 0,5
Молибден - 0,3 - 0,4
Железо - Остальное
Заявленная сталь отличается от известной тем, что она содержит компоненты в ином соотношении. Количество кремния в заявленной стали меньше, чем в известной.
Технической задачей, на решение которой направлено изобретение, является оптимизация химического состава с обеспечением технического результата в виде снижения критических скоростей закалки стали при сохранении высоких технологических свойств стали при механической, предварительной термической и химико-термической обработках.
Для достижения указанного технического результата предлагается цементируемая сталь, содержащая углерод, марганец, хром, никель, молибден и железо, отличающаяся тем, что она содержит элементы в следующем соотношении, мас. %:
Углерод - 0,12-0,26
Марганец - 1,2-2,2
Хром - 0,30-0,70
Никель - 0,40-2,0
Молибден - 0,15-0,30
Железо - Остальное
Содержание остальных присутствующих в стали химических элементов соответствует нормам, устанавливаемым для случайных (остаточных) примесей при производстве качественной конструкционной стали (например, по ГОСТ 4543). Содержание кремния не превышает 0,37 мас.%. (Заявителю рекомендуется уточнить.)
Предложенная сталь содержит повышенное количество марганца. Устанавливаемый верхний предел содержания марганца будет достаточным для обеспечения требуемой твердости цементируемой стали при предельно низких скоростях закалки. Содержание остальных легирующих элементов и углерода позволяет сохранить технологические и служебные свойства, необходимые для стали, применяемой в цементации и нитроцементации при массовом производстве автомобильных шестерен. При этом присутствие в указанных количествах хрома, молибдена и никеля обеспечивает комплексность легирования как фактор повышения прокаливаемости; добавки молибдена и никеля необходимы также для компенсации отрицательного влияния на поверхностную твердость "внутреннего окисления" таких элементов, как хром и марганец; легирование никелем способствует также снижению "порога хладноломкости".
При этом удовлетворяется также "принцип рациональности легирования" цементируемой стали, согласно которому избыточное легирование (превышающее достаточное для достижения требуемой прокаливаемости и наследственной мелкозернистости) отрицательно влияет на работоспособность упрочняемых деталей, так как при этом повышается порог хладноломкости стали.
Варьирование углеродом, никелем, хромом и молибденом в указанных пределах с использованием математической модели (2) позволяет расчетным путем оптимизировать состав стали известных марок.
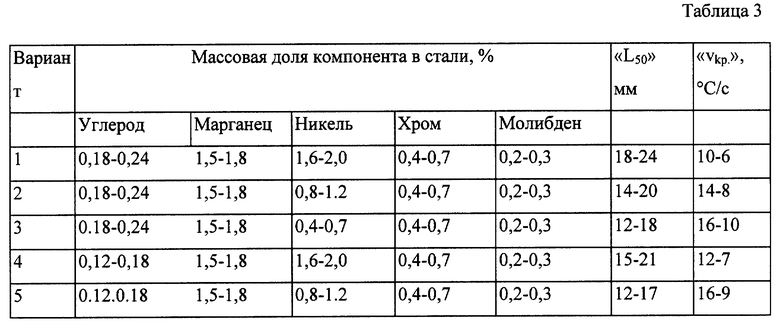
В табл. 3 приведены примеры таких расчетов. (Выбиравшийся диапазон содержаний углерода и легирующих элементов в каждом из вариантов составов соответствовал колебаниям, допускаемым для одной определенной марки стандартной конструкционной стали).
Вариант 1 предназначен для массоемких с точки зрения закалки и наиболее нагруженных в работе деталей. Этот состав рассматривается как заменитель стали марок 20ХН2М и 23ХН2М, значительно превосходящий их по прокаливаемости. Аналогичными заменителями марок 22ХНМ и 20ХГНМ представляется экономно легированная никелем сталь, выступающая соответственно под вариантами составов 2 и 3. Сталь составов по вариантам 4 и 5 фактически не имеет марочных аналогов и представляется полезной для деталей сложной конфигурации, цементация которых должна сопровождаться минимальными изменениями геометрии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬ ДЛЯ ЦЕМЕНТАЦИИ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2003 |
|
RU2247172C2 |
| СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ И ОБРАБАТЫВАЕМОСТИ | 2008 |
|
RU2363754C1 |
| СТАЛЬ ДЛЯ ПАРЫ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2333406C2 |
| КОНСТРУКЦИОННАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 1998 |
|
RU2127770C1 |
| СОРТОВОЙ ПРОКАТ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ ХРОМСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2006 |
|
RU2338794C2 |
| АВТОМАТНАЯ СВИНЕЦСОДЕРЖАЩАЯ СТАЛЬ | 2012 |
|
RU2484173C1 |
| ДВУХСЛОЙНЫЙ СТАЛЬНОЙ ЛИСТОВОЙ ПРОКАТ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2013 |
|
RU2532755C1 |
| КРУГЛЫЙ СОРТОВОЙ ПРОКАТ ИЗ БОРСОДЕРЖАЩЕЙ СТАЛИ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2011 |
|
RU2469106C1 |
| СОРТОВОЙ ПРОКАТ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ БОРСОДЕРЖАЩЕЙ СТАЛИ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2006 |
|
RU2329309C1 |
| Цементуемая теплостойкая сталь | 2020 |
|
RU2748448C1 |
Изобретение относится к металлургии, в частности к составам цементируемых сталей, и может быть использовано при изготовлении автомобильных шестерен. Предложена цементируемая сталь, содержащая углерод, марганец, хром, никель, молибден и железо, в следующем соотношении, мас.%: углерод 0,12-0,26; марганец 1,2 - 2,2; хром 0,30-0,70; никель 0,40-2,0; молибден 0,15-0,30; железо остальное. Техническим результатом изобретения является снижение критических скоростей закалки стали при сохранении высоких технологических свойств при механической, предварительной термической и химико-термической обработках. 3 табл.
Цементируемая сталь, содержащая углерод, марганец, хром, никель, молибден и железо, отличающаяся тем, что она содержит элементы в следующем соотношении, мас.%:
Углерод - 0,12-0,26
Марганец - 1,2-2,2
Хром - 0,30-0,70
Никель - 0,40-2,0
Молибден - 0,15-0,30
Железо - Остальное
| Цементуемая сталь для тяжело нагружаемых деталей | 1960 |
|
SU138643A1 |
| SU 82162, 15.11.1956 | |||
| Конструкционная сталь | 1960 |
|
SU142326A1 |
| Цементуемая сталь | 1979 |
|
SU852958A1 |
| ЦЕМЕНТИРУЕМАЯ СТАЛЬ | 1993 |
|
RU2074901C1 |
| ТЕЛЕФОННЫЙ АППАРАТ ДЛЯ СОТОВОЙ СВЯЗИ С ФУНКЦИЕЙ РЕЧЕВОГО НАБОРА НОМЕРА | 1998 |
|
RU2200369C2 |
| US 5094923 A, 10.03.1992 | |||
| US 5279902 A, 18.01.1996 | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |

