Изобретение относится к области машиностроения, в частности к технологии изготовления пар трения скольжения с высокой износостойкостью, работающих в средах с повышенной абразивностью механических примесей.
Известен способ изготовления контактных поверхностей торцевых пар трения [1] , включающий выполнение торцевого кольцевого паза, заполнение его шихтой из твердосплавного материала на основе карбида вольфрама с последующим прессованием и пропиткой материалом при температуре плавления связующего материала.
Известен также способ изготовления контактных поверхностей торцевых пар трения [2] , включающий вытачивание кольцевого паза на поверхностях трения, последовательную засыпку и прессование шихты нижнего и верхнего слоев износостойкого покрытия и совместную пропитку металлическим сплавом.
При этом кольцевой паз вытачивают с одной из поверхностей трения. После прессования нижнего слоя устанавливают металлическое кольцо с отверстиями, после чего засыпают верхний слой шихты и прессуют совместно с кольцом, а пропитку проводят со стороны верхнего слоя.
Шихта содержит 70% рэлита - литой карбид вольфрама с зернистостью 0,200 мм и 30% порошка ВК-6. Выполнение канавок повышает качество пропитки спрессованной шихты металлическим сплавом. Кроме того, повышается качество самого прессования за счет последовательной обработки сначала нижнего, а затем верхнего слоев шихты.
Известен также способ изготовления контактных поверхностей торцевых пар трения [3], включающий формирование на заготовке детали пары трения кольцевого паза, заполнения его твердосплавной шихтой, прессование последней и пропитку путем нагрева заготовки в защитной атмосфере и выдержку при температуре плавления пропиточного материала. При этом паз формируют с концентричной и эксцентричной ступенями. На противоположной торцевой поверхности детали формируют вспомогательную кольцевую канавку, соединяют ее с кольцевым пазом отверстиями с последующим заполнением канавки и отверстий пропиточным материалом.
Выполнение вспомогательной канавки, в которую укладывают основную часть пропиточного сплава, и отверстий повышает качество пропитки шихты. Использование кольцевого паза с эксцентричной ступенью, которую заполняют твердосплавной шихтой без содержания алмазных частиц, уменьшает расход алмазосодержащей твердосплавной шихты, кроме того, образующаяся нижняя кольцевая ступень в пазу стальной детали в местах припоя воспринимает вращающие моменты, возникающие от высоких осевых нагрузок, например, в опорах забойных буровых двигателей или гидропят насосов. Последнее обстоятельство улучшает эксплуатационные характеристики пар трения.
Однако различие в составе шихты в слоях, заполняющих паз, создает резкую границу между слоями, в частности из-за различной смачиваемости шихты пропиточным материалом. Это в свою очередь влияет на распределение внутренних напряжений по всей поверхности пары трения. Такая поверхность имеет пониженную прочность при больших осевых нагрузках.
Задача изобретения - повышение износостойкости контактной поверхности торцевой пары трения в процессе эксплуатации.
Дополнительной задачей изобретения является снижение коэффициента трения, в частности при восприятии вращающих моментов, возникающих от высоких осевых нагрузок.
Поставленная задача решается способом изготовления контактных поверхностей торцевых пар трения, включающим формирование на одной торцевой поверхности заготовки детали пары трения кольцевого паза с концентричной и эксцентричной ступенями, заполнение концентричной ступени кольцевого паза одной твердосплавной шихтой, а эксцентричной ступени паза другой шихтой, имеющими разные антифрикционные характеристики, прессование всей шихты и пропитку путем нагрева заготовки в защитной среде, выдержку при температуре плавления пропиточного материала, отличающимся тем, что для заполнения ступеней кольцевого паза используют шихту одного и того же базового химического состава на основе карбида вольфрама, с различной зернистостью, причем более мелкозернистую шихту используют для заполнения концентричной ступени кольцевого паза.
Поставленная задача решается также:
- если для заполнения концентричной ступени кольцевого паза используют шихту, содержащую карбид вольфрама зернистостью 0,18 - 0,28 мм, а для заполнения эксцентричной ступени кольцевого паза 0,28 - 0,8 мм.
- дно обеих ступеней кольцевого паза выполняют зубчатым.
Использование мелкозернистой шихты для заполнения концентричной ступени кольцевого паза в сочетании с добавлением дисульфида молибдена позволяет в 2 - 3 раза снизить коэффициент трения при восприятии вращающих моментов, возникающих от осевых нагрузок, например, в опорах забойных буровых двигателей или гидропятах насосов.
Способ осуществляется следующим образом. В стальной заготовке детали 1 (см. чертеж) выполняют кольцевой торцовый паз с эксцентричной 2 и концентричной 3 ступенями.
В кольцевом пазе эксцентричную ступень 2 заполняют твердосплавной шихтой 4 с содержанием карбида вольфрама с зернистостью 0,28 - 0,8 мм, а концентричную ступень 3 кольцевого паза заполняют твердосплавной шихтой 5 с содержанием карбида вольфрама с зернистостью 0,18 - 0,28 мм. Причем в мелкозернистую шихту добавляют дисульфид молибдена в вес.% к общему количеству шихты 0,5 - 1,5%. Шихта на каждой ступени прессуется соответствующим пуансоном (не показан). Добавка дисульфида молибдена позволяет снизить коэффициент трения за счет того, что он выполняет роль твердой смазки. Кроме того, дно обеих ступеней паза выполняют зубчатым для лучшего сцепления шихты с поверхностью стальной заготовки. Такой прием особенно эффективен при использовании мелкозернистой шихты. Затем в оставшееся после прессования пространство кольцевого паза укладывают пропиточный сплав 6. Пропиточный сплав представляет из себя медноникелевый сплав (Cu - 90%, Ni - 10%), взятый в соотношении 40-60% к весу твердосплавной шихты. Деталь с пропиточным сплавом помещают в печь нейтральной или восстановительной средой, или вакуумом. Нагревают в течение 1,5-2 часов. В печи при температуре 1153 - 1200oC происходит плавление пропиточного материала в канавке, что позволяет пропитать шихту и припаять ее к детали 1. Выдержку при данной температуре осуществляют в течение 3 - 5 мин. Охлаждение постепенное в течение 1,5 ч.
Нижняя эксцентричная кольцевая ступень в пазу стальной детали в местах припоя воспринимает вращающие моменты, возникающие от высоких осевых нагрузок, например в опорах забойных буровых двигателей или гидропят насосов.
После охлаждения в печи и извлечения детали износостойкая поверхность шлифуется, притирается до высокой степени чистоты, а деталь обрабатывается до окончательных размеров.
Источники информации
1. А.с. N 226353, МКИ B 22 F 3/00, F 16 J 15/16, B 23 K 1/00, 1968.
2. А.с. N 1235064, МКИ B 22 F 3/26, 7/08, 1984.
3. А.с. N 847763 МКИ F 16 J 15/54, B 23 P 11/00, B 22 F 3/26, 1980.4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2197561C1 |
| Способ изготовления пар трения | 1990 |
|
SU1724982A1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ТРЕНИЯ ТОРЦОВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2221673C1 |
| Матрица для алмазного инструмента на основе карбида вольфрама со связкой из эвтектического сплава Fe-C и способ её получения | 2020 |
|
RU2754825C1 |
| Способ изготовления изделий | 1990 |
|
SU1752518A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО СЛОЯ НА РАБОЧИХ ПОВЕРХНОСТЯХ ТОРЦЕВЫХ УПЛОТНЕНИЙ ВРАЩАЮЩИХСЯ ВАЛОВ | 1991 |
|
RU2021078C1 |
| Торцевое уплотнение роторно-поршневого двигателя внутреннего сгорания | 2020 |
|
RU2738814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОИЗНОСОСТОЙКОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2572903C2 |
| Способ изготовления элемента трения торцового уплотнения | 1980 |
|
SU969458A1 |
Изобретение относится к машиностроению, в частности к технологии изготовления пар трения скольжения с высокой износостойкостью, работающих в средах с повышенной абразивностью механических примесей. Способ включает формирование на одной торцевой поверхности заготовки детали пары трения кольцевого паза с концентричной и эксцентричной ступенями, заполнение концентричной ступени кольцевого паза одной твердосплавной шихтой, а эксцентричной ступени паза другой шихтой, имеющими разные антифрикционные характеристики, прессование всей шихты и пропитку путем нагрева заготовки в защитной среде, выдержку при температуре плавления пропиточного материала, при этом для заполнения ступеней кольцевого паза используют шихту одного и того же базового химического состава на основе карбида вольфрама, с различной зернистостью, причем более мелкозернистую шихту используют для заполнения концентричной ступени кольцевого паза. Изобретение позволяет повысить износостойкость контактной поверхности торцевой пары трения в процессе эксплуатации. 3 з.п.ф-лы, 1 ил.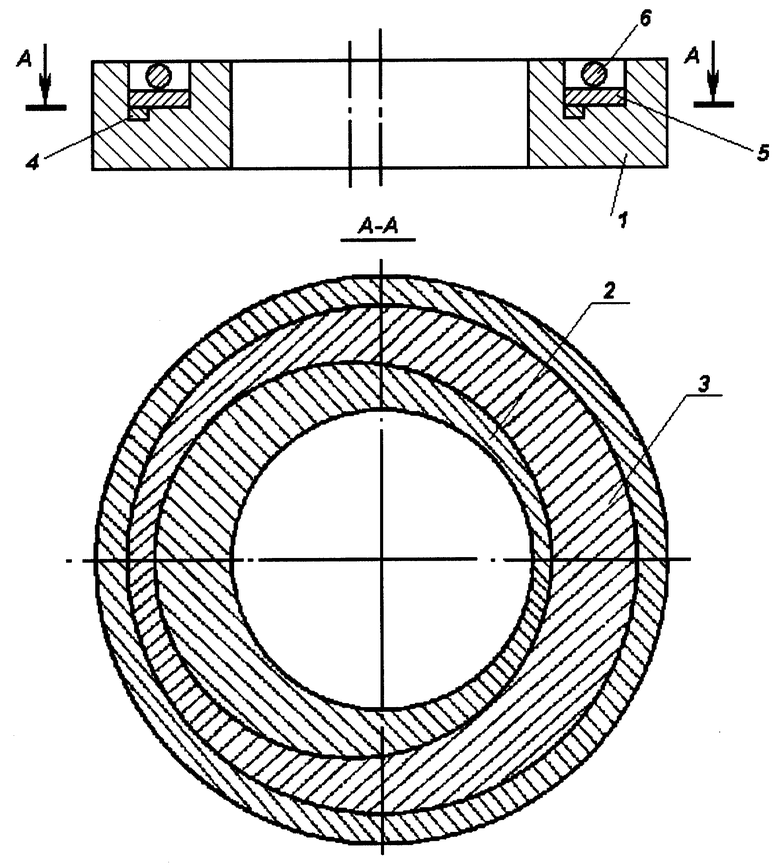
| SU 1826542 A1, 20.05.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО СЛОЯ НА РАБОЧИХ ПОВЕРХНОСТЯХ ТОРЦЕВЫХ УПЛОТНЕНИЙ ВРАЩАЮЩИХСЯ ВАЛОВ | 1991 |
|
RU2021078C1 |
| СПОСОБ РАЗРУШЕНИЯ ЭЛАСТИЧНЫХ МАТЕРИАЛОВ | 1993 |
|
RU2050276C1 |
| Горный компас | 0 |
|
SU81A1 |
| DE 1233574 A, 02.02.1967. | |||

