Изобретение относится к алмазно-абразивной обработке широкого класса материалов, а также к производству абразивного инструмента на органической связке, и может быть использовано в оптико-механической, электронной и других отраслях производства при обработке изделий из стекла, керамики, полупроводниковых материалов, сапфира, кварца и других материалов, а также в абразивной отрасли промышленности.
Известен шлифовальный инструмент для обработки деталей, содержащий планшайбу с закрепленными на нем абразивными таблетками (WO 94/17956, МКИ В 24 В 7/16, 18.08.1994 - прототип).
Недостатком данного шлифовального инструмента является трудность, а зачастую невозможность обработки тонких крупногабаритных деталей (с относительной толщиной h/D ≅ 1/50) без предварительного наклеивания деталей на подложку. Это объясняется следующим образом. Поскольку связанный абразивный инструмент может работать в режиме самозатачивания лишь при достаточно высоких удельных давлениях, то плотность заполнения поверхности планшайбы абразивными таблетками должна быть минимальной. Однако такое заполнение планшайбы абразивными таблетками неприемлемо при обработке деталей малых размеров, поскольку они просто проваливаются между таблетками. С другой стороны, при обработке тонких деталей с относительной толщиной h/D ≅ 1/50 низкая плотность заполнения поверхности планшайбы таблетками приводит к тому, что тонкие сепараторы-носители, в гнездах которых размещены обрабатываемые детали, деформируются под действием нагрузок в процессе эксплуатации. В результате деформаций сепараторы и детали задевают далеко отстающие друг от друга таблетки, разрушаются сами, а также разрушают шлифовальный инструмент. Чтобы исключить это, зачастую прибегают к заполнению пространства между таблетками различными наполнителями, например заливают пространство между таблетками эпоксидной смолой. Однако это приводит к засаливанию инструмента и невозможности его эксплуатации.
Известна также масса для изготовления абразивного инструмента, содержащая связующее, в качестве которого использована эпоксидная смола с отвердителем, абразив и наполнитель (WO 94/17956, МКИ В 24 В 7/16, 18.08.1994 - прототип).
Недостатком данной массы является то, что изготовленный на ее основе инструмент может работать только при достаточно высоких удельных давлениях, а следовательно, как уже отмечалось выше, плотность заполнения поверхности планшайбы должна быть невысокой. Это же, как было сказано выше, приводит к невозможности эксплуатации такого инструмента при обработке тонких деталей или деталей малых размеров.
В основу настоящего изобретения положена задача создать новый шлифовальный инструмент и массу для изготовления абразивного инструмента, которые помимо резкого увеличения производительности и качества обработки таких труднообрабатываемых материалов, как сапфир, кварц, керамика, полупроводниковые материалы, обеспечат также возможность эффективного применения данного шлифовального инструмента при обработке деталей малых размеров и тонких деталей с относительной толщиной h/D ≅ 1/50, обработка которых традиционными шлифовальными инструментами крайне затруднена.
Технический результат обеспечивается за счет повышения плотности заполнения поверхности планшайбы абразивными таблетками при одновременном сохранении высоких удельных давлений в зоне обработки, а также за счет применения вспомогательных абразивных таблеток специального состава, способствующих самозатачиванию шлифовального инструмента.
Поставленная задача решается тем, что шлифовальный инструмент, содержащий планшайбу с закрепленными на ней абразивными таблетками, образующими дискретную рабочую поверхность, дополнительно снабжен вспомогательными абразивными таблетками, закрепленными на поверхности планшайбы, при этом плотность массы вспомогательных таблеток составляет 0,2-0,8 от плотности массы основных абразивных таблеток, а зернистость основной фракции абразива вспомогательных таблеток составляет 0,01-0,5 от зернистости основной фракции абразива основных абразивных таблеток. Кроме того, соотношение количества основных и вспомогательных таблеток выбрано в диапазоне от 1:6 до 4:1.
Кроме того, поставленная в данном изобретении задача решается тем, что масса для изготовления абразивного инструмента, содержащая связующее, абразив и наполнитель, дополнительно содержит полигидридсилоксан, а в качестве наполнителя использована смесь двуокиси церия с аминопластами - термореактивными прессовочными массами на основе мочевино-, карбамидо-, меламино- или/и карбамидомеламиноформальдегидных смол и/или с фенопластами - термореактивными прессовочными массами на основе формальдегидных смол при следующем соотношении компонентов, масс. ч.:
эпоксидная смола - 100
отвердитель - 5-10
абразив - 0,5-60
смесь двуокиси церия с аминопластами и/или фенопластами - 5-80
полигидридсилоксан - 0,2-5,
при этом отношение количества двуокиси церия и аминопластов и/или фенопластов в смеси составляет 1:(0,1-10).
Кроме того, в массе для изготовления абразивного инструмента в качестве абразива использована смесь алмазного порошка и вспомогательного абразива - корунда или карбида кремния или карбида бора или нитрида бора или их смеси, при этом отношение количества алмазного порошка и вспомогательного абразива в смеси находится в диапазоне (0,01-10):(50-0,5) мас. ч.
Изобретение поясняется чертежами, где:
- на фиг. 1 изображен один из примеров шлифовального инструмента;
- на фиг. 2 - фотография станка двустороннего шлифования с использованием заявляемого шлифовального инструмента.
Данный шлифовальный инструмент может быть использован при односторонней и двусторонней обработке как плоских, так и иных поверхностей.
На фиг. 1 изображен шлифовальный инструмент, содержащий планшайбу 1, на поверхности которой закреплены чередующиеся вспомогательные абразивные таблетки 2 и основные абразивные таблетки 3. В данном примере шлифовального инструмента соотношение количества основных и вспомогательных абразивных таблеток выбрано равным, т.е. 1:1. Во втором примере шлифовального инструмента, изображенного на фиг. 2, соотношение количества основных и вспомогательных таблеток составляет 1:3.
При обработке деталей малых размеров, а также пери обработке плоских поверхностей тонких деталей с относительной толщиной h/D ≅ 1/50 с помощью связанного алмазно-абразивного инструмента возникают следующие противоречия. С одной стороны, необходимо максимально плотное заполнение поверхности планшайбы абразивными таблетками. С другой стороны, такое заполнение приводит к снижению удельного давления инструмента на обрабатываемую деталь, что приводит к засаливанию шлифовального инструмента и падению съемов материала. Эта проблема решается за счет применения вспомогательных абразивных таблеток, плотность и прочность которых значительно ниже, чем эти же параметры у основных абразивных таблеток. Это обеспечивается тем, что вспомогательные таблетки изготавливаются высокопористыми с содержанием пор от 20 до 80%. При плотности массы вспомогательных таблеток ниже 0,2 от плотности основных таблеток, т.е. при содержании газовой фазы в массе таблеток свыше 80% происходит их чрезвычайно высокий износ и выкрашивание отдельных крупных частей таблеток, что приводит к образованию царапин на обрабатываемой поверхности. Применение вспомогательных таблеток с плотностью массы выше 0,8 плотности массы основных абразивных таблеток не дает ощутимого положительного эффекта.
Износ вспомогательных таблеток происходит при более низком удельном давлении. Поэтому даже 50%-ное и более высокое заполнение поверхности планшайбы вспомогательными таблетками не приводит к резкому падению удельного давления и засаливанию инструмента.
Применение в массе вспомогательных абразивных таблеток более мелкого (от 2 до 100 раз) абразива обеспечивает эффект дополнительного принудительного вскрытия рабочей поверхности основных абразивных таблеток. Это позволяет эксплуатировать эти таблетки при значительно более низком давлении. Это означает, что некоторое уменьшение удельного давления на основные абразивные таблетки из-за высокой плотности заполнения вспомогательными таблетками компенсируется эффектом дополнительного вскрытия основных таблеток более мелким абразивом вспомогательных таблеток. Кроме того, снижение удельного давления приводит к повышению точности формообразования обрабатываемой поверхности, а присутствие в зоне обработки дополнительного мелкодисперсного абразива обеспечивает снижение шероховатости обрабатываемой поверхности. Следует отметить, что недопустимо применение в массе вспомогательных абразивных таблеток абразива с зернистостью основной фракции выше 0,5 от зернистости основной фракции абразива основных абразивных таблеток, так как это приводит к заметному ухудшению шероховатости поверхности и образованию глубоких отдельных царапин на обрабатываемой поверхности детали. Применение же в массе вспомогательных таблеток абразива а зернистостью менее 0,01 от зернистости основной фракции абразива основных абразивных таблеток не обеспечивает эффекта вскрытия рабочей поверхности шлифовального инструмента. Например, при использовании шлифовального инструмента, содержащего основные абразивные таблетки с алмазным порошком зернистостью 100/80 мкм эффективно работают вспомогательные таблетки применением в качестве абразива корунда с зернистостью 5 мкм.
Соотношение количества основных и вспомогательных абразивных таблеток находится в достаточно широком диапазоне от 1:6 до 4:1. При этом оптимальное соотношение основных и вспомогательных таблеток необходимо выбирать для каждого конкретного случая с учетом следующих факторов. Например, при обработке таких твердых, труднообрабатываемых материалов, как сапфир, синтетический кварц, карбид кремния, требуется применение высоких удельных давлений. Поэтому в данном случае оптимальным соотношением количества основных и вспомогательных таблеток будет от 1:1 до 1:4. Не следует использовать при изготовлении шлифовального инструмента для обработки любых материалов соотношение основных и вспомогательных таблеток менее 1:6, так как режущая способность такого инструмента будет весьма низкой.
Для выполнения поставленной в данном изобретении технической задачи помимо создания описанного выше шлифовального инструмента необходимо было создать массу для его изготовления, обеспечивающую работу инструмента при пониженных удельных давлениях. Масса для изготовления абразивных таблеток данного шлифовального инструмента содержит в качестве связующего эпоксидную смолу с отвердителем, например полиэтиленполиамин, а также абразив и наполнитель. Дополнительное применение кремнийорганической жидкости - полигидридсилоксана в количестве от 0,2 до 5 массовых частей по отношению 100 мас.ч. эпоксидной смолы приводит к образованию пористого газонаполненного материала. Образование пор происходит в результате реакции полиэтиленполиамина с полигидридсилоксаном, в результате которой происходит бурное выделение водорода, который и образует пузырьки в массе. Процесс вспенивания массы осуществляется в три стадии: образование пор, их рост и стабилизация. В зависимости от количества добавляемого в массу полигидридсилоксана, а также от режимов порообразования и полимеризации можно управлять количеством и размерами пор в получаемом материале в очень широком диапазоне. Очень существенно на процесс порообразования влияет температура окружающей среды, температура массы и температура используемых форм. Поэтому для получения массы для изготовления инструмента со стабильными заданными свойствами необходимо процесс проводить в строго контролируемых условиях с применением специальных форм и термостатов. Наличие газообразной фазы в массе благоприятно влияет на механические свойства инструмента. Он обладает повышенными динамическими противоударными характеристиками за счет амортизирующих способностей газонаполненного материала. Следует помнить при изготовлении пористых абразивных таблеток, что плотность массы абразивных таблеток существенно влияет на их прочность. Например, прочность при сжатии вспененной абразивной таблетки с плотностью массы 0,1 г/см3 составляет около 4 кгс/см2, а у таблетки с плотностью 0,4 кг/см3 прочность равна уже более 80 кгс/см2. Поэтому при изготовлении пористых абразивных таблеток не следует применять полигидридсилоксана более 5 мас.ч. по отношению к 100 мас.ч. эпоксидной смолы из-за низкой прочности получаемых таблеток.
В качестве наполнителя использована смесь двуокиси церия с аминопластами - термореактивными прессовочными массами на основе мочевино-, карбамидо-, меламино- или карбамидомеламиноформальдегидных смол и/или с фенопластами - термореактивными прессовочными массами на основе формальдегидных смол в количестве от 5 до 80 мас.ч., при этом отношение количества двуокиси церия и аминопластов и/или фенопластов составляет 1:(0,1-10). Применение в качестве наполнителя отдельно двуокиси церия, аминопластов или фенопластов не обеспечивает желаемого результата. Использование только двуокиси церия в качестве наполнителя в массе для изготовления абразивного инструмента приводит к ухудшению режущей способности инструмента и его склонности к засаливанию. Кроме того, из-за склонности двуокиси церия к конгломератности в массе для изготовления абразивного инструмента образуются комки, которые ухудшают эксплуатационные характеристики инструмента. Применение только аминопластов или фенопластов в качестве наполнителя приводит к чрезмерно высокой прочности каркаса абразивных таблеток, что требует повышенных удельных давлений при эксплуатации данного инструмента. Наилучшие результаты получены при использовании в качестве наполнителя при изготовлении абразивного инструмента смеси двуокиси церия и аминопластов и/или фенопластов в количестве 5-80 мас. ч. при их отношении в смеси 1:(0,1-10). Благодаря применению в качестве наполнителя данной смеси удалось наряду с повышением производительности шлифовального инструмента значительно улучшить качество обработки за счет снижения удельных давлений в зоне обработки. При использовании указанной смеси полностью исключено образование конгломератов при перемешивании компонентов.
К существенным улучшениям эксплуатационных характеристик инструмента приводит использование в массе для изготовления шлифовального инструмента в качестве абразива смеси алмазного порошка и вспомогательного абразива, в качестве которого могут быть использованы: корунд, карбид кремния, карбид бора, нитрид бора или их смесь. При этом в зависимости от решаемой задачи отношение алмазного порошка и вспомогательного абразива в общей смеси может изменяться в диапазоне (0,01-10): (50-0,5) мас.ч. Такой широкий диапазон обеспечивает возможность получения широкой гаммы шлифовального инструмента для различных применений. При изготовлении вспомогательных абразивных таблеток следует использовать минимальное количество алмазного порошка, но максимальное количество вспомогательного абразива. И, наоборот, при изготовлении основных абразивных таблеток необходимо использовать преимущественно алмазный порошок с незначительными добавками вспомогательного абразива. Как уже указывалось выше, в качестве вспомогательного абразива могут быть использованы: корунд, карбид кремния, карбид бора, нитрид бора или их смесь. При этом, чем выше твердость обрабатываемого материала, тем более высокая прочность должна быть у вспомогательного абразива.
Связанные абразивные таблетки из описанной выше массы изготавливают следующим образом. Отдельно приготавливают и тщательно перемешивают смесь алмазного порошка и вспомогательного абразива. Отдельно приготавливают смесь двуокиси церия и аминопластов и/или фенопластов. В эпоксидную смолу при комнатной температуре вводят при тщательном перемешивании компоненты в следующей последовательности: смесь алмазного порошка и вспомогательного абразива, смесь двуокиси церия и аминопластов и/или фенопластов, полигидридсилоксан и полиэтиленполиамин. Массу перемешивают до однородной консистенции и с помощью дозатора строго порционно заполняют формы. Выдерживают формы с массой до завершения процесса роста пор. После выдержки форм с массой при комнатной температуре в течение не менее 12 часов извлекают абразивные таблетки из форм и производят их термообработку при температуре 70-90 градусов Цельсия в течение 0,5-4 часов.
Шлифовальные инструменты, изготовленные в соответствии с пунктами 1 и 2 формулы изобретения с использованием абразивных таблеток на основе массы, описанной в пунктах 3 и 4 формулы изобретения, испытаны в лабораторных и производственных условиях на станке двустороннего шлифования типа СДП-100 (см. фиг. 2) при шлифовании различных материалов. Приведем результаты испытаний описанного инструмента и описанной массы при обработке сапфировых дисков диаметром 100 мм. Данные шлифовальные инструменты представляют собой алюминиевые планшайбы с наружным диаметром 500 мм и внутренним диаметром 287 мм, на поверхности которых наклеены с помощью двухкомпонентного эпоксидного клея основные и вспомогательные абразивные таблетки диаметром 16 мм и высотой 6 мм по 420 штук на каждой планшайбе. В качестве основных абразивных таблеток были использованы алмазные таблетки на органической связке типа РТ100Р1 фирмы ООО "Прецизионные процессы" (г. Москва). Зернистость алмазного порошка этих таблеток составляет 100/80 мкм. В качестве вспомогательных абразивных таблеток были использованы абразивные таблетки, изготовленные в соответствии с предлагаемым изобретением на основе заявляемой массы при следующем соотношении компонентов, мас.ч.:
эпоксидно-диановая смола ЭД-20 - 100
полиэтиленполиамин - 7
алмазный порошок 20/14 - 0,5
корунд М5 - 25
двуокись церия - 5
аминопласт марки КФМА - 25
полигидридсилоксан - 2
Режимы обработки:
скорость вращения планшайбы, об/мин - 50
удельное давление, кгс/см2 - 0,2
Достигнутый результат:
удельный съем материала, мкм/мин - 40
шероховатость поверхности, Rа, мкм - 0,2
Результаты, достигаемые с применением инструмента-прототипа при идентичных режимах обработки:
удельный съем материала, мкм/мин - 5
шероховатость поверхности, Rа, мкм - 0,4
Как следует из приведенных результатов, предлагаемый шлифовальный инструмент, изготовленный в соответствии с предлагаемым изобретением, обладает высокими режущими способностями и обеспечивает высокое качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2208511C2 |
| СОСТАВ ДЛЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2000 |
|
RU2169658C1 |
| СОСТАВ АЛМАЗНОГО ИНСТРУМЕНТА | 2007 |
|
RU2358852C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2000 |
|
RU2172235C1 |
| КОМПОЗИЦИЯ ДЛЯ СВЯЗАННОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2013 |
|
RU2526982C1 |
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2032522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 1991 |
|
RU2030286C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2023 |
|
RU2825806C1 |
| Абразивная масса | 1977 |
|
SU767165A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕГО УТОНЕНИЯ ПЛАСТИН | 2011 |
|
RU2478463C1 |
Изобретение относится к алмазно-абразивной обработке широкого класса материалов, а также к производству абразивного инструмента на органической связке, и может быть использовано в оптико-механической, электронной и других отраслях производства при обработке изделий из стекла, керамики, полупроводниковых материалов, сапфира, кварца и других материалов, а также в абразивной отрасли промышленности. Шлифовальный инструмент содержит планшайбу с закрепленными на ней абразивными таблетками, образующими дискретную рабочую поверхность, и вспомогательные абразивные таблетки, закрепленные на поверхности планшайбы, при этом плотность массы вспомогательных таблеток составляет 0,2 - 0,8 от плотности массы основных абразивных таблеток, а зернистость основной фракции абразива вспомогательных таблеток составляет 0,01 - 0,5 от зернистости основной фракции абразива основных абразивных таблеток. Кроме того, соотношение количества основных и вспомогательных таблеток выбрано в диапазоне 1:6 - 4:1. Масса для изготовления абразивного инструмента содержит связующее, абразив, наполнитель и полигидридсилоксан, а в качестве наполнителя использована смесь двуокиси церия с аминопластами - термореактивными прессовочными массами на основе мочевино-, карбамидо-, меламино- или/и карбамидомеламиноформальдегидных смол и/или с фенопластами - термореактивными прессовочными массами на основе формальдегидных смол, при этом отношение количества двуокиси церия и аминопластов и/или фенопластов в смеси составляет 1:(0,1-10). В массе для изготовления абразивного инструмента в качестве абразива использована смесь алмазного порошка и вспомогательного абразива - корунда и карбида кремния, или карбида бора, или нитрида бора, или их смеси, при этом отношение количества алмазного порошка и вспомогательного абразива в смеси находится в диапазоне (0,01-10):(50-0,5) мас.ч.. Технический результат - высокая режущая способность инструмента - обеспечивается за счет повышения плотности заполнения поверхности планшайбы абразивными таблетками при одновременном сохранении высоких удельных давлений в зоне обработки, а также за счет применения вспомогательных абразивных таблеток специального состава, способствующих самозатачиванию шлифовального инструмента. 2 с. и 1 з.п. ф-лы, 2 ил.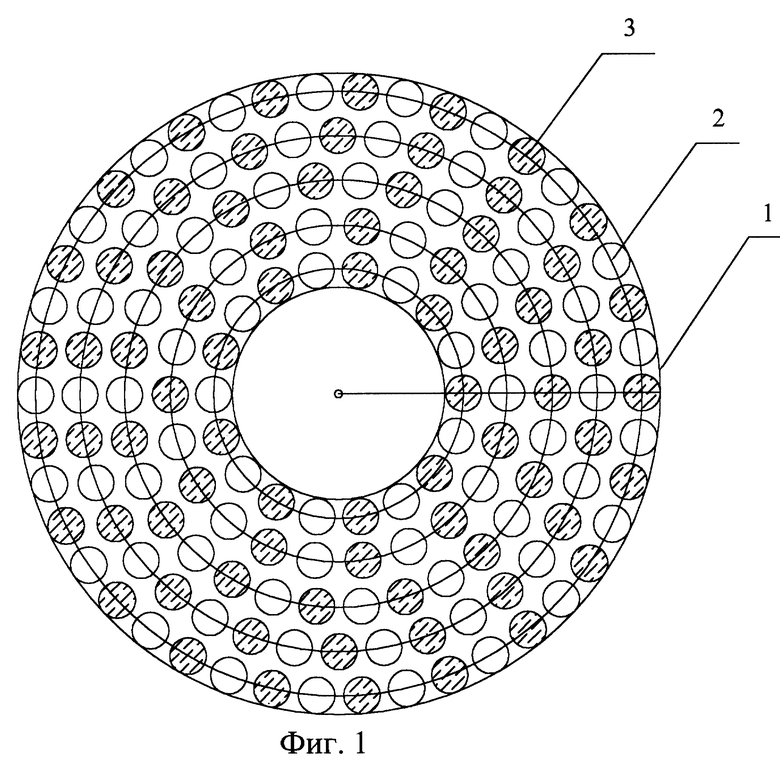
Эпоксидная смола - 100
Отвердитель - 5 - 10
Абразив - 0,5 - 60
Смесь двуокиси церия с аминопластами и/или фенопластами - 5 - 80
Полигидридсилоксан - 0,2 - 5
при этом отношение количества двуокиси церия с аминопластами и/или фенопластами в смеси составляет 1 : (0,1 - 10).
| Экономайзер | 0 |
|
SU94A1 |
| Полировальный инструмент | 1990 |
|
SU1717326A1 |
| Абразивный инструмент для торцового шлифования | 1973 |
|
SU460989A1 |
| Абразивный инструмент для обработки плоских поверхностей | 1987 |
|
SU1549737A1 |
| US 5243790, 14.09.1993 | |||
| Масса для изготовления алмазно-абразивного инструмента | 1981 |
|
SU1061978A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 0 |
|
SU184695A1 |
| DE 3404871 А1, 23.08.1984. | |||

