Изобретение относится к производству полировального инструмента для обработки плоских поверхностей оптических деталей из стекла, кварца и других неметаллических материалов, применяющихся в оптико-механической, радиоэлектронной и приборостроительной промышленности.
Целью изобретения является повышение точности формообразования поверхностей за счет равномерного износа инструмента.
Цель достигается тем, что в полировальном инструменте для обработки плоских поверхностей оптических деталей, содержащем корпус с закрепленными на нем полировальными элементами одинаковых размеров, расположенными по концентрическим окружностям, полировальные элементы расположены в точках пересечения концентрических окружностей радиуса , где d - диаметр полировального элемента,1 п - номер концентрической окружности, с астроидами, описанными уравнением
3 а
х ° Ч-у
где х, у - прямоугольные координаты;
- параметр астроиды;
k - номер астроиды,
причем полировальные элементы размещены в точках пересечения окружностей с четным п с астроидами с нечетным k и окружностей с нечетным п с астроидами с четным k.
Расположение полировальных элементов на корпусе инструмента в соответствии с техническим решением обеспечивает постоянную плоскостность рабочей поверхности инструмента, ее равномерный износ, вследствие чего обработанные поверхности имеют высокую точность.
При полировании плоских поверхностей оптических деталей необходимо, чтобы рабочая поверхность изнашивалась равномерно по круговым зонам. Это требование совместно с требованием высокой плоскостности рабочей поверхности инструмента
С
v
Ю
СЬ
в начальный момент времени обработки является необходимым и достаточным условием Bt-сокой точности формообразования обрабатываемых плоских поверхностей оптических деталей, когда влиянием распре- деления давления в контакте инструмента и обрабатываемой детали на точность формообразования поверхностей можно пренебречь, коэффициент заполнения поверхности инструмента абразивосодер- жащим слоем должен уменьшаться от центра к краю (с увеличением радиуса круговых зон). Принципиально отличная ситуация возникает при полировании. В этом случае уменьшение давления Р при увеличении ра- диуса круговых зон г инструмента и детали (Р(г)гт ) приводит к уменьшению съема обрабатываемого материала на краю детали, которое можно увеличить лишь усилением края инструмента. Из указанного следует, что для обеспечения возможности точного формообразования плоскостей при полировании необходимо, чтобы коэффициент заполнения поверхности инструмента полировальными элементами незначитель- но уменьшался при увеличении радиуса круговых зон, что достигается расположением элементов на корпусе инструмента в соответствии с предлагаемым техническим решением.
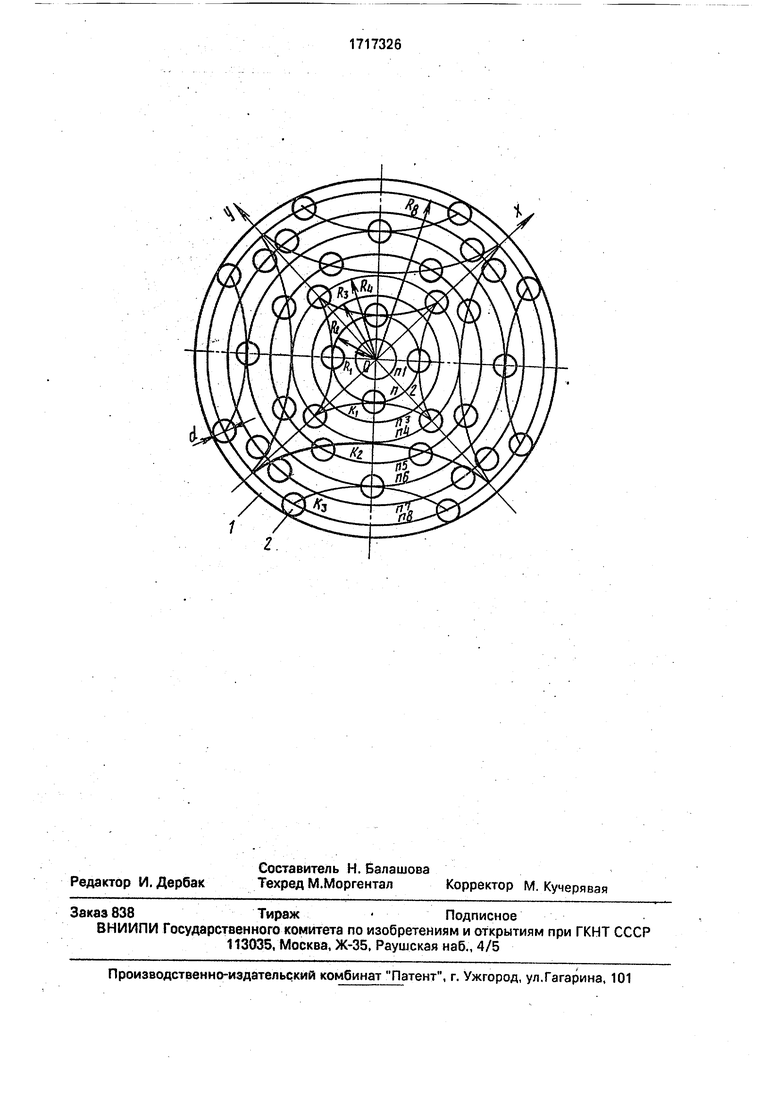
На чертеже изображен полировальный инструмент.
Полировальный инструмент содержит корпус. 1, на котором закреплены полировальные элементы 2, расположенные по концентрическим окружностям л1-п8 в точках пересечения с линиями К|, Кз и Кз по принципу чет-нечет т. е. в точках пересечения концентрических окружностей с четным/нечетным номером с линиями нечетного/четного номера.
Полировальный инструмент работает следующим образом.
Инструмент (нижнее звено) совершает принудительное вращение. Обрабатывав- мая деталь (блок деталей) - верхнее звено прижимается к нижнему под действием пневматического прижима, вращается за счет трения с нижним звеном и совершает относительно оси его вращения принудительное возвратно-поступательное движе- ние.
Пример. Для полирования плоских поверхностей линз объектива Индустар из стёкла марки К100 и К14 (блок диаметром 150 мм) с требованиями по точности , интерференционных колец и чистое по стандарту изготавливают полировальный инструмент диаметром 170 мм из полировальных элементов Аквапол с
мм. Число концентрических окружностей 8 (п1-п8), число астроид 3 (К| - Кз). Радиусы концентрических окружностей n1-Ri 10 мм; n2-R2 20 мм; пЗ-Рз 30 мм; n4-R4 40 MM;...; n8-Ra 80 мм.
На окружности п1-0 элементов (точек пересечения с астроидами нет), на п2-4 элемента, на пЗ-0 (К| и пЗ четные), на п4-4, на п5-8, на пб-4, на п7-8, на п8-8. Всего полировальных элементов 36. Коэффициент заполнения поверхности инструмента (по площади) 0,13. Параметр астроид (мм) обеспечивает необходимый коэффициент заполнения.
Радиусы концентрических окружностей R выбираются равными целому числу диаметров полировального элемента, т. е. расстояние между окружностями равно размеру элемента в связи с тем, что при более плотном их расположении (меньшем расстоянии) элементы могут накладываться друг на друга, что недопустимо, а при менее плотном (большем расстоянии) коэффициент заполнения поверхности инструмента полировальными элементами (площадь рабочей поверхности) уменьшается, что приводит к снижению износостойкости инструмента.
Если выбор зависимости обусловлен необходимостью обеспечения высокой износостойкости инструмента, то выбор уравнения указанной кривой обусловлен необходимостью обеспечения его высокой размерной стойкости, т. е. от вида кривой зависит плотность заполнения поверхности инструмента полировальными элементами в каждой круговой зоне. При значении показателя степени меньше 2/3 (например, 1 /3) кривизна кривой увеличится и при том же положении элементов, лежащих на осях координат X, Y, элементы, лежащие между осями, приближаются к центру инструмента, что приводит к усилению центра инструмента. При этом инструмент изнашивается на бугор, что приводит к снижению точности формообразования обрабатываемой поверхности. При значении показателя степени больше 2/3 (например, 1) кривизна кривой уменьшится (для указанного примера прямая ), элементы, лежащие между осями х, у смещаются в направлении от центра инструмента, что приводит к ослаблению центральной зоны. Инструмент изнашивается на яму, точность формообразования обрабатываемой поверхности снижаются вместо плоской поверхности образовывается выпуклая).
Выбор показателей степеней при х, у и а одинаковыми обусловлен необходимостью осевой симметрии инструмента, при
отсутствии которой инструмент изнашивается на клин или еще по более сложной зависимости, что неприемлемо с точки зрения точности формообразования обрабатываемых поверхностей.
Выбор уравнения кривой с показателями степени 2/3 (астроиды) осуществлен на основе результатов экспериментальных исследований влияния коэффициента заполнения на характер износа инструмента. Только при расположении элементов в соответствии с предлагаемой кривой достигается равномерный износ инструмента.
Предлагаемый инструмент испытывают при полировании указанных деталей на станке мод. 2ШП-200 М при следующих режимах: частота вращения инструмента 200 об/мин; давление прижима 0,05 МПа. В качестве СОТС используют проточную воду.
При испытаниях предлагаемого и известного инструментов число элементов 36) определяют коэффициент равномерности износа инструмента
а .
«макс
где VMHH и Л/макс наименьшая и наибольшая интенсивность износа рабочего слоя инструмента в.различных круговых зонах, и отклонение от плоскости обработанной поверхности N, AN,
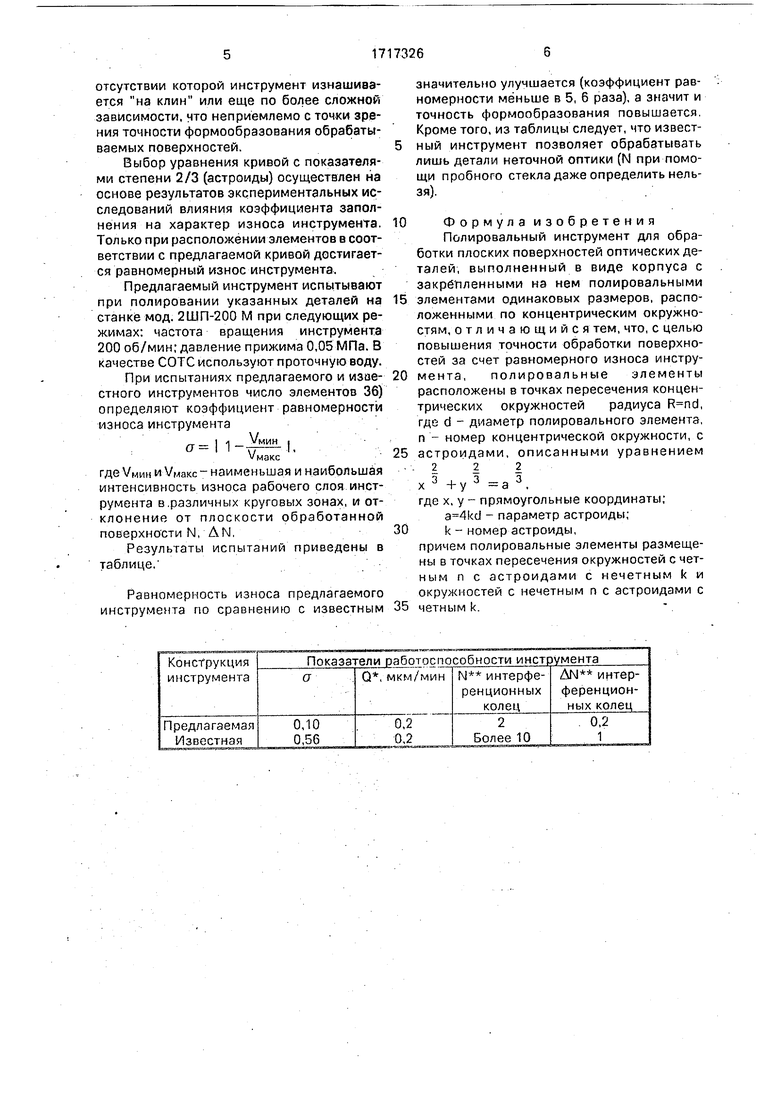
Результаты испытаний приведены в таблице.
Равномерность износа предлагаемого инструмента по сравнению с известным
значительно улучшается (коэффициент равномерности меньше в 5, 6 раза), а значит и точность формообразования повышается. Кроме того, из таблицы следует, что извест- ный инструмент позволяет обрабатывать лишь детали неточной оптики (N при помощи пробного стекла даже определить нельзя).
Формула изобретения
Полировальный инструмент для обработки плоских поверхностей оптических деталей, выполненный в виде корпуса с закрепленными на нем полировальными
элементами одинаковых размеров, расположенными по концентрическим окружностям, отличающийся тем, что, с целью повышения точности обработки поверхностей за счет равномерного износа инструмента, полировальные элементы расположены в точках пересечения концентрических окружностей радиуса , где d - диаметр полировального элемента, п - номер концентрической окружности, с
астроидами, описанными уравнением
222
х5 4-у а3.
где х, у - прямоугольные координаты; - параметр астроиды;
k - номер астроиды,
причем полировальные элементы размещены в точках пересечения окружностей с чет- ным п с астроидами с нечетным k и окружностей с нечетным п с астроидами с
четным k.
г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивная масса для изготовления полировального инструмента | 1988 |
|
SU1579752A1 |
| Способ полирования сферических поверхностей | 1990 |
|
SU1796416A1 |
| Полировальный инструмент для обработки сферических поверхностей | 1988 |
|
SU1657360A1 |
| Полировальный круг | 1986 |
|
SU1373554A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЭФФЕКТИВНОЙ ПЛОЩАДИ РАССЕЯНИЯ РАДИОЛОКАЦИОННЫХ ОБЪЕКТОВ | 2020 |
|
RU2756996C2 |
| Способ моделирования процесса формообразования поверхности вращения | 1990 |
|
SU1780994A1 |
| Способ исследования сопротивления стекол оптических деталей истиранию при полировании | 1986 |
|
SU1458173A1 |
| Способ обработки внеосевых асферических поверхностей оптических деталей | 1989 |
|
SU1689035A1 |
| Способ автоматического управления процессом обработки сферических поверхностей | 1987 |
|
SU1496991A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
Изобретение относится к производству полировального инструмента для обработки плоских поверхностей оптических деталей из стекла, кварца и других неметаллических материалов. Цель изобретения - повышение точности обработки поверхностей. В полировальном инструменте полировальные элементы расположены в точках пересечения концентрических окружностей радиуса d, где d - диаметр полировального элемента; п - номер концентрической окружности, с астроидами, описанными уравнением х н-у2 -а , где х, у - прямоугольные координаты; - параметр астроиды, где k - номер астроиды. Полировальные элементы размещены в точках пересечения окружности с четным п с астроидами с нечетным k и окружностей с нечетным п с астроидами с четным k. 1 ил., 1 табл.
| Ардзмацкий А | |||
| Л | |||
| Алмазная обработка оптических деталей | |||
| - М.: Машиностроение, 1978, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
