Изобретение относится к алмазно-абразивной обработке и может быть использовано в электронной, оптико-механической и других отраслях народного хозяйства для прецизионной обработки плоских поверхностей деталей, например стеклянных пластин для жидкокристаллических экранов и заготовок для магнитооптических дисков и дисков для жестких накопителей.
Известен способ обработки деталей, при котором детали размещают в сепараторах в два ряда через упругие элементы, выполненные в виде пружины [1]
Однако данный способ не позволяет проводить высококачественную обработку тонких крупногабаритных деталей с относительной толщиной менее 1/50, так как упругий элемент не может обеспечить равномерного прижима обрабатываемой детали к притиру.
Наиболее близким к заявляемому решению по технической сущности и достигаемому результату является способ обработки плоских поверхностей деталей между двумя притирами, при котором детали размещают в сепараторах в два ряда через упругую прокладку, нагружают детали с помощью верхнего притира и сообщают относительное перемещение притирам и сепараторам. Данный способ обеспечивает высокое качество обработки плоских поверхностей деталей с относительной толщиной h9/D>1/50. Это обеспечивается тем, что нагружение обрабатываемой поверхности осуществляется в описанной установке через упругий элемент, выполненный в виде прокладки [2]
Однако описанный способ имеет следующие существенные недостатки. Во-первых, недостаточное качество обработки тонких крупногабаритных деталей с относительной толщиной h9/D ≅1/50 за счет неравномерной сжимаемости упругоэластич- ной прокладки при нагружении обрабатываемой поверхности. Это связано с тем, что пластина упругоэластичного материала с равномерной жесткостью по всех поверхности не обеспечивает при нагружении равномерной нагрузки по всей поверхности обрабатываемой тонкой крупногабаритной детали. Максимальная нагрузка приходится на центральную часть обрабатываемой детали, минимальная на край. Поэтому обрабатываемые пластины с относительной толщиной h9/D≅1/50 имеет выработку поверхности на "яму". Во-вторых, применяемая конструкция сепараторов из монолитного корпуса и упругой прокладки не может гарантировать при загрузке деталей их сохранность. Дело в том, что в ненагруженном состоянии упругоэластичная прокладка выступает над поверхностью сепаратора. Верхняя обрабатываемая деталь размещается на упругоэластичной прокладке напротив гнезда сепаратора. При нагружении верхним притиром может произойти смещение детали относительно гнезда сепаратора, что приведет к повреждению или разрушению детали. В-третьих, быстрый износ сепараторов, который обусловлен тем, что в процессе обработки основная нагрузки приходится на сепараторы, а незначительная часть нагрузки передается посредством упругоэластичных прокладок обрабатываемым деталям. При этом чем меньше относительная толщина обрабатываемых деталей, тем меньше нагрузки приходится на детали и соответственно больше на сепараторы, что приводит к их быстрому износу.
Целью изобретения является повышение качества обработки тонких крупногабаритных деталей с относительной толщиной h9/D≅1/50 и уменьшение износа сепараторов.
Поставленная цель достигается тем, что в известном способе обработки плоских поверхностей деталей между двумя притирами, при котором детали размещают в сепараторах, нагружают с помощью верхнего притира и сообщают относительное перемещение притирам и сепараторам, отличительным является то, что сепараторы берут составными из двух связанных между собой упругими элементами частей, при этом жесткость упругих элементов Сэ и упругих прокладок Спр определяют из соотношения:
0,2 <  < 1
< 1
Кроме того, упругие прокладки выполнены с уменьшающейся жесткостью от края к центру.
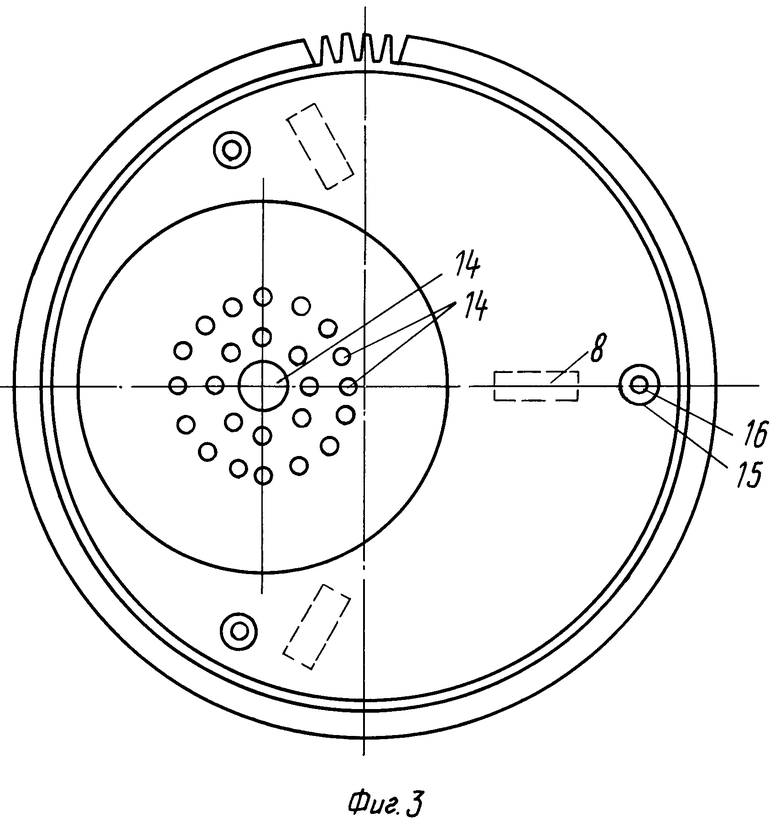
На фиг. 1 изображено устройство для обработки плоских поверхностей деталей, разрез; на фиг.2 и 3 разрез и вид сверху сепаратора в ненагруженном состоянии.
Устройство для обработки плоских поверхностей деталей содержит нижний приводной притир 1 и соосный с ним верхний притир 2 с закрепленными на них алмазоносными элементами 3. Между верхним 1 и нижним 2 притирами в зацеплении с центральным 4 и наружным 5 зубчатыми колесами расположен сепаратор, состоящий из основания 6 с зубчатой периферией и накладки 7, между которыми размещены упругие элементы 8. В сепараторах выполнены эксцентричные гнезда для размещения деталей 9 и 10, укладываемых на упругие прокладки 11 и 12, между которыми расположена жесткая прокладка 13. Упругие прокладки 11 и 12 перфорированы отверстиями 14, обеспечивающими уменьшение жесткости прокладок от края к центру. Кроме того, сепараторы снабжены направляющими 15 и фиксаторами 16, исключающими проворачивание накладки 7 относительно основания сепаратора 6. Устройство имеет также трубопровод 17 для подачи смазочно-охлаждающей жидкости (СОЖ) в кольцевую емкость 18, сообщенную каналами 19 с зоной обработки деталей.
Высота и жесткость пружинящих элементов 8 обеспечивает в ненагруженном состоянии общую высоту основания сепаратора 6 и накладки 7 hс больше, чем суммарная высота нижней детали 10 и прокладки 11-12-13 hпр (фиг.2.), т.е.
hc > hпр при Рн 0,
где Рн внешняя нагрузка при обработке без учета веса деталей и элементов сепараторов.
Выполнение указанного условия обеспечивает простоту загрузки деталей в сепаратор и исключает возможность поломки деталей в период их нагружения и пуска станка.
Детали обрабатывают следующим образом.
На нижний притир 1 устанавливают в зацепление с центральным 4 и наружным 5 зубчатыми колесами сепараторы в сборе, в гнезда которых укладывают детали 10. На детали 10 в эти же гнезда укладывают упругие прокладки 11-13-12, на которые укладывают детали 9. После загрузки всех сепараторов устанавливают верхний притир 2, включают привод вращения притира 1 и подачу СОЖ в кольцевую емкость 18.
Упругие прокладки 11 и 12 выполнены перфорированными с помощью отверстий 14, обеспечивающих плавное уменьшение жесткости прокладок от края к центру. Это обеспечивает равномерно сжимание прокладок в процессе нагружения и обработки деталей. Подбор диаметра и плотности расположения разгрузочных отверстий 14 осуществляется в зависимости от толщины и диаметра обрабатываемых деталей, т. е. от относительной толщины h9/D и модуля упругости материала прокладок 11 и 12.
Возможен второй вариант изменения жесткости упругоэластичных прокладок. Он заключается в изготовлении разгрузочных отверстий не в прокладках 11 и 12, а в прокладке 13.
Еще одним вариантом уменьшения жесткости упругих прокладок от края к центру является использование материалов с разным модулем Юнга, при этом в центре прокладки используется материал с меньшим модулем упругости.
Использование описанного технического приема, а именно применение упругих прокладок с плавно уменьшающейся жесткостью от края к центру, позволяет избежать деформации обрабатываемых деталей с относительной толщиной h9/D≅1/50 и резко повысить качество их обработки.
Как указывалось, выполнение условия hc>hпр в ненагруженном состоянии позволяет исключить брак обрабатываемых деталей при их загрузке в гнезда сепараторов и запуске станка. Помимо этого условия, которое обеспечивается соответствующим подбором высоты и жесткости упругих элементов и упругих прокладок для каждого типа обрабатываемых деталей, необходимо, чтобы жесткость упругих элементов Сэ была меньше жесткости упругих прокладок Спр=
была меньше жесткости упругих прокладок Спр=  Экспериментально установлена взаимосвязь между жесткостью упругих прокладок и упругих элементов, которая выражается соотношением 0,2 <
Экспериментально установлена взаимосвязь между жесткостью упругих прокладок и упругих элементов, которая выражается соотношением 0,2 <  < 1.
< 1.
В этом случает большая часть нагрузки будет приходиться на обрабатываемые детали 9 и 10, а меньшая на накладки 7. В то же время, накладки 7, прижимаясь посредством упругих элементов 8 к верхнему притиру 2, обеспечивают удержание тонких деталей 9 в гнездах сепараторов в процессе обработки. Даже в режиме выхаживания деталей, когда удельные нагрузки на обрабатываемые поверхности уменьшаются до 1 гс/см2 (10 кПа) и менее, при выполнении указанного соотношения жесткости Сэ и Спрподпружиненные накладки удерживают детали в гнездах. Помимо улучшения качества обработки плоских поверхностей тонких деталей с относительной толщиной h9/D≅1/50 за счет проведения их выхаживания резко сокращается износ сепараторов за счет уменьшения на них нагрузки в процессе обработки.
Если жесткость упругих элементов и упругих прокладок одинаковы, т.е.  1, то в этом случае поставленная цель не достигается, а именно: не будет гарантирована целостность деталей при нагружении их верхним притиром, отсутствует возможность проведения режима выхаживания, а также будет иметь место высокий износ сепараторов. Если же Сэ/Спр ≅ 0,2, то усилия прижатия накладки к притиру может оказаться недостаточным для удержания детали в гнезде сепаратора, что приведет к их разрушению в процессе обработки.
1, то в этом случае поставленная цель не достигается, а именно: не будет гарантирована целостность деталей при нагружении их верхним притиром, отсутствует возможность проведения режима выхаживания, а также будет иметь место высокий износ сепараторов. Если же Сэ/Спр ≅ 0,2, то усилия прижатия накладки к притиру может оказаться недостаточным для удержания детали в гнезде сепаратора, что приведет к их разрушению в процессе обработки.
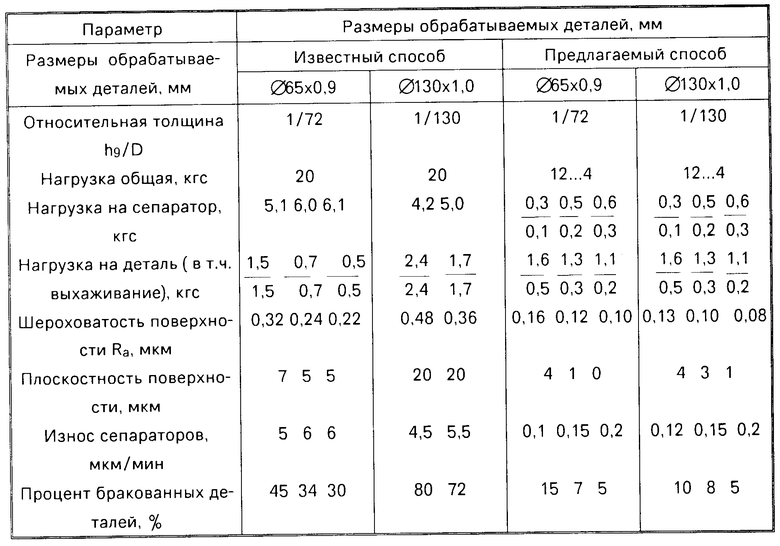
Испытания способа (см.таблицу) проводились на операции чистового шлифования стеклянных заготовок дисков для жестких накопителей диаметром 65 мм и толщиной 0,9 мм. Шлифовку осуществляли связанным алмазным инструментом на основе эпоксидно-диановой смолы ЭД-20 и отвердителя полиэтиленполиамин с применением алмазного порошка АСМ 40/28. Алмазные таблетки диаметром 11 наклеивались на планшайбы станка СДП-100 с помощью эпоксидной смолы с отвердителем полиэтиленполиамин и пластификатором дибутилфталат по семи концентрическим окружностям. Шлифовку производили при следующих режимах: скорость вращения шпинделя после включения привода плавно увеличивалась от 0 до 100 об/мин. Общая нагрузка на 12 деталей, размещенных в два яруса в сепараторах, в режиме шлифования составляла 12 ±1 кгс, в режиме выхаживания 4 ±0,5 кгс.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2030284C1 |
| СЕПАРАТОР К ПЛОСКОДОВОДОЧНОМУ СТАНКУ | 1991 |
|
RU2032521C1 |
| Способ нагружения деталей при обработке плоских поверхностей | 1989 |
|
SU1768374A1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И МАССА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2169657C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2000 |
|
RU2172235C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2208511C2 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕГО УТОНЕНИЯ ПЛАСТИН | 2011 |
|
RU2478463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 1991 |
|
RU2030286C1 |
| Способ двустороннего полирования плоских поверхностей | 1982 |
|
SU1090541A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2206528C2 |

Использование: в алмазно-абразивной обработке для прецизионной обработки плоских поверхностей деталей, например стеклянных пластин для жидкокристаллических экранов, заготовок для магнитных и магнитооптических дисков, полупроводниковых пластин и др. Сущность: обработку плоских поверхностей деталей осуществляют между двумя притирами 1 и 2. Детали размещают в сепараторах в два ряда через упругие прокладки 11 и 12, нагружают детали с помощью верхнего притира и сообщают относительное перемещение притирам и сепараторам. Сепараторы берут составными из двух связанных между собой упругими элементами 8 частей. Жесткость элементов 8 и прокладок 11 и 12 определяют из указанного в описании соотношения. Кроме того, упругие прокладки выполнены с уменьшающейся жесткостью от края к центру. 1 з.п. ф-лы, 3 ил., 1 табл.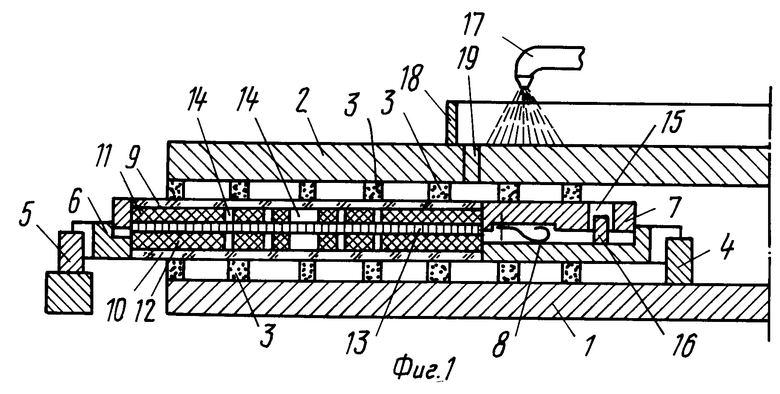
2. Способ по п.1, отличающийся тем, что упругие прокладки берут с уменьшающейся жесткостью от края к центру.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
