Изобретение относится к способу загрузки носителей металла, в частности губчатого железа, содержащего мелкодисперсную часть и являющегося по крайней мере частично восстановленным, в плавильно-газификационный аппарат, в котором плавильно-газификационную зону поддерживают в виде слоя, носители металла и носители углерода подают в плавильно-газификадионный аппарат выше уровня плавильно-газификационной зоны, далее они опускаются в плавильно-газификационную зону и проходят через нее с образованием расплава металла, в частности с образованием расплава чушкового чугуна, и с образованием восстановительного газа в нижней части плавильно-газификационного аппарата газификацией угля при подаче кислорода, и к установке для осуществления способа.
Из ЕР-В-0010627 известен способ подачи сыпучего железосодержащего материала, такого как частично восстановленное губчатое железо, через отверстие, расположенное сверху в центре колпака плавильно-газификационного аппарата, при этом частицы падают в плавильно-газификационный аппарат под действием силы тяжести и задерживаются в псевдоожиженном слое, находящемся внутри плавильно-газификационного аппарата. Уголь в кусковой форме загружают через загрузочное отверстие, расположенное сбоку в колпаке плавильно-газификационного аппарата или в куполе, которым плавильно-газификационный аппарат оканчивается сверху, также под действием силы тяжести. Восстановительный газ, образующийся в плавильно-газификационном аппарате, отводят через расположенное в центре загрузочное отверстие для железосодержащего материала.
Такой способ непригоден для переработки мелкодисперсных носителей металла, в частности мелкодисперсного губчатого железа, поскольку из-за сильного потока восстановительного газа, вырабатывающегося в плавильно-газификационной зоне и выходящего через центральное загрузочное отверстие в колпаке или куполе плавильно-газификационного аппарата, мелкодисперсные носители металла мгновенно выносились бы из плавильно-газификационного аппарата. Такому уносу мелкодисперсных носителей металла благоприятствует также температура, преобладающая в верхней области плавильно-газификационного аппарата, то есть в области, находящейся над плавильно-газификационной зоной. Эта температура слишком низка, чтобы обеспечить плавление и агломерацию мелких частиц на участке загрузки с образованием более крупных частиц, которые, несмотря на восходящий поток восстановительного газа, могут оседать в плавильно-газификационную зону.
Из ЕР-А-0217331 известен способ введения частично восстановленной мелкодробленой руды в плавильно-газификационный аппарат и ее полного восстановления и плавления с помощью плазменной горелки при подаче углеродсодержащего восстановительного агента. Частично восстановленную мелкодробленую руду или порошковое губчатое железо соответственно подают в плазменную горелку, расположенную в нижней части плавильно-газификационного аппарата. Недостатком этого способа является то, что при подаче частично восстановленной мелкодробленой руды непосредственно в нижнюю область плавления, то есть в область, где собирается расплав, полное восстановление уже не может обеспечиваться, и химический состав, необходимый для дальнейшей переработки чушкового чугуна, не достигается никакими средствами. Кроме того, невозможна загрузка больших количеств частично восстановленной мелкодробленой руды, так как в нижней части плавильно-газификационного аппарата находится псевдоожиженный слой или фиксированный слой, образованный из угля, а также невозможен отвод достаточного количества расплавленных продуктов из высокотемпературной зоны плазменной горелки. Загрузка больших количеств частично восстановленной мелкодробленой руды может привести к мгновенному термическому и механическому повреждению плазменной горелки.
Из ЕР-В-0111176 известен способ подачи мелкодисперсной фракции частиц губчатого железа в плавильно-газификационный аппарат через спускную трубу, выступающую из днища плавильно-газификационного аппарата вблизи псевдоожиженного слоя угля. У конца спускной трубы имеется разделительная перегородка для минимизации скорости мелкодисперсной фракции, что сильно снижает скорость выхода мелкодисперсной фракции из спускной трубы. На участке загрузки температура в плавильно-газификационном аппарате очень низка, за счет чего предотвращается немедленное плавление подаваемой мелкодисперсной фракции. Этот фактор и низкая скорость выхода мелкодисперсной фракции из спускной трубы являются причиной того, что значительная часть подаваемой мелкодисперсной фракции снова уносится из плавильно-газификационного аппарата с восстановительным газом, образующимся в нем. Загрузка больших количеств губчатого железа, состоящих частично или полностью из мелкодисперсной фракции, в этом способе невозможна.
Из ЕР-А-0594557 известен способ загрузки мелкодисперсной фракции губчатого железа посредством транспортировочного газа непосредственно в псевдоожиженный слой плавильно-газификационной зоны в плавильно-газификационном аппарате. Однако такой способ оказывается неблагоприятным, так как в этом случае может быть нарушена циркуляция газа, поскольку в псевдоожиженном слое, который работает как фильтр, вследствие непосредственного нагнетания мелкодисперсной фракции могут возникнуть засорения. Это может привести к вулканическим взрывам газа, разрушающим закупоренный псевдоожиженный слой. Таким образом, процесс газификации носителей углерода и процесс плавления восстановленной железной руды заметно нарушается.
Из ЕР-А-0576414 известен способ подачи мелкодисперсных носителей металла в плавильно-газификационную зону через пылевые горелки. Один из недостатков этого способа состоит в том, что в этом случае в плавильно-газификационной зоне могут образовываться участки с избытком металла и участки с избытком углерода.
Из GB-A-1090826 известен способ, по которому железную руды плавят в кислородно-топливном факеле, направленном сверху на плавильный слой, находящийся в плавильной камере, а затем расплав руды восстанавливают в восстановительной камере.
Настоящее изобретение направлено на устранение вышеупомянутых недостатков и трудностей и ставит своей задачей создание способа описанного выше типа и установки для осуществления этого способа, где упомянутые способ и установка обеспечивают переработку мелкодисперсных носителей металла без необходимости в брикетировании и где, с одной стороны, надежно предотвращается унос восстановительным газом, который вырабатывается в плавильно-газификационном аппарате, мелких частиц, подаваемых, возможно, в частично восстановленном или в полностью восстановленном состоянии, а с другой стороны, если необходимо, обеспечивается окончательное восстановление мелких частиц. Необходимость разделения носителей металла на грубодисперсную и мелкодисперсную фракции устраняется. Следующая задача изобретения состоит в получении максимально равномерного распределения носителей металла и носителей углерода в слое плавильно-газификационной зоны.
В соответствии с изобретением эти задачи решаются тем, что на некотором расстоянии по вертикали ниже купола, которым плавильно- газификационный аппарат оканчивается сверху, внутрь плавильно-газификационного аппарата гравитационным путем и с образованием струи подают носители металла, и тем, что струю окружают газовой рубашкой таким образом, что она окружает и сопровождает свободно падающую струю от ее начала вдоль некоторого участка траектории падения, а также удерживает струю от расширения на этом участке.
Благодаря тому что согласно изобретению струя окружена газовой рубашкой, удерживающей струю, устройство для загрузки носители металла внутрь плавильно-газификационного аппарата, например спускная труба, может быть выполнено коротким, в результате чего носители металла могут удерживаться в компактном состоянии на более длинной траектории. В этом способе унос мелкодисперсных частиц носителей металла сильно снижается, хотя спускная труба может быть короткой. Это также обеспечивает дополнительное преимущество в виде незначительной механической нагрузки на спускную трубу, что обусловливает ее высокую устойчивость.
В предпочтительном варианте технологического процесса газовую рубашку формируют из охлаждающего газа, который образует охлаждающую рубашку, окружающую спускную трубу для подачи носители металла внутрь плавильно-газификационного аппарата. Таким образом, газ, образующий газовую рубашку, имеет двойное назначение, а именно - с одной стороны он используется как охлаждающий газ для спускной трубы, а с другой стороны - как защитная рубашка, образующая продолжение спускной трубы.
Благодаря образованию охлаждающей рубашки для спускной трубы обеспечивается возможность изготовления спускной трубы из промышленных высокотемпературных марок стали несмотря на то, что над плавильно-газификационной зоной, то есть в области купола, которым плавильно-газификационный аппарат оканчивается сверху, присутствуют высокие температуры. Из ЕР-В-0111176 известно выполнение спускной трубы в плавильно-газификационном аппарате, при котором упомянутая спускная труба выступает в плавильно-газификационный аппарат сверху почти до верхней границы псевдоожиженного слоя, образуемого из угля внутри плавильно-газификационного аппарата, и снабжена водяным охлаждением. Однако такое водяное охлаждение создает высокую аварийную опасность, поскольку попадание воды в плавильно-газификационный аппарат может привести к образованию кислород-водородной газовой смеси и взрыву.
Уровень начала струи предпочтительно фиксируют в той области плавильно-газификационного аппарата, где максимальная скорость восстановительного газа составляет 0,45-0,5 м/с. Таким образом, устройство загрузки носителей металла в плавильно-газификационный аппарат, например, спускная труба, может выполняться коротким, а количество газа, потребляемого для образования газовой рубашки, может поддерживаться низким.
Газовая рубашка предпочтительно удерживает струю от расширения на участке высоты падения, где максимальная скорость восстановительного газа составляет 0,2-0,3 м/с, таким образом минимизируя унос мелкодисперсных частиц носителей металла.
Для обеспечения хорошего эффекта удерживания газовую рубашку формируют в виде потока газа, направленного вниз и параллельного струе, который имеет скорость, более чем в десять раз, предпочтительно более чем в пятьдесят раз превышающую максимальную скорость восстановительного газа в полости плавильно-газификационного аппарата.
Использование технологического газа в качестве охлаждающего газа и для образования газовой рубашки не только экономично, но и предотвращает изменение состава газа в плавильно-газификационном аппарате, которое могло бы повлиять на плавильно-газификационный процесс.
Установка для осуществления способа, включающая плавильно-газификационный аппарат, в который входят питающие трубопроводы для кислородсодержащих газов, носителей углерода и по крайней мере частично восстановленных носителей металла и из которого выходит отводной трубопровод для восстановительного газа, расположенный в области купола, которым плавильно-газификационный аппарат оканчивается сверху, и который также оснащен отводом для расплавленного металла, в частности чушкового чугуна, и шлака, при этом питающий трубопровод для кислородсодержащих газов расположен в нижней части плавильно-газификационного аппарата, отличается тем, что в куполе, которым плавильно-газификационный аппарат оканчивается сверху, на некотором радиальном расстоянии от по крайней мере одного отводного трубопровода для восстановительного газа расположен по крайней мере один питающий трубопровод с загрузочным узлом для по крайней мере частично восстановленных носителей металла, оснащенным спускной трубой, оканчивающейся на некотором расстоянии ниже стенки, образующей купол, где упомянутая спускная труба снабжена устройством подачи газа для выработки газовой рубашки, формируемой у нижнего конца спускной трубы.
Спускная труба предпочтительно содержит двойную рубашку, образующую кольцеобразную щелевую полость, и устройство подачи газа открывается в упомянутую кольцеобразную щелевую полость.
Для образования газовой рубашки нижний конец спускной трубы снабжен кольцеобразным щелевым отверстием или несколькими отверстиями для выхода газа из кольцеобразной щелевой полости.
Чтобы получить максимально равномерное распределение носителей металла в псевдоожиженном слое, целесообразно располагать в куполе плавильно-газификационного аппарата несколько спускных труб, предпочтительно размещенных радиально-симметрично.
Изобретение наиболее применимо в установке для производства расплавов металла, в частности чушкового чугуна, из загрузочных веществ, состоящих из руды, в частности железной руды, и из флюсов и по крайней мере частично содержащих мелкодисперсную фракцию, которая содержит:
- по крайней мере два реактора с псевдоожиженным слоем, расположенных последовательно, где руда передается из одного реактора с псевдоожиженным слоем в другой реактор с псевдоожиженным слоем через транспортировочные трубопроводы в одном направлении, а восстановительный газ передается из одного реактора с псевдоожиженным слоем в другой реактор с псевдоожиженным слоем через соединительные трубопроводы восстановительного газа в противоположном направлении, и
- плавильно-газификационный аппарат, в который входит питающий трубопровод, передающий продукт восстановления из реактора с псевдоожиженным слоем, расположенного последним в направлении течения руды, и из которого выходит отводной трубопровод газа, входящий в реактор с псевдоожиженным слоем, расположенный последним в направлении течения руды.
Далее изобретение будет описано более подробно со ссылками на примерный вариант осуществления, показанных на чертежах, где фиг. 1 схематически представляет, лишь в качестве примера, всю установку для производства расплавов металла, в частности жидкого чушкового чугуна или жидких полуфабрикатов стали из железной руды; фиг. 2 показывает детали фиг. 1 в увеличенном масштабе; фиг. 3 схематически представляет вид сверху плавильно-газификационного аппарата.
Установка по фиг. 1 оснащена тремя реакторами с псевдоожиженным слоем 1-3, расположенными последовательно, при этом материал, содержащий оксид железа, такой как мелкодробленая руда, содержащая по крайней мере частично мелкодисперсную фракцию, через питающий трубопровод руды 4 подается в первый реактор с псевдоожиженным слоем 1, в котором на стадии предварительного нагрева 5 происходит предварительный нагрев и, возможно, частичное восстановление мелкодробленой руды, а затем через транспортировочные трубопроводы 6 из реактора с псевдоожиженным слоем 1 последовательно передается в реакторы с псевдоожиженным слоем 2, 3. В реакторе с псевдоожиженным слоем 2 на стадии частичного восстановления 7 осуществляется частичное восстановление, а в реакторе с псевдоожиженным слоем 3 на стадии полного восстановления 8 осуществляется окончательное или полное восстановление соответственно мелкодробленой руды в губчатое железо.
Полностью восстановленный материал, то есть губчатое железо, через транспортировочный трубопровод 9 подают в плавильно-газификационный аппарат 10 особым образом, описанным ниже. Внутри плавильно-газификационного аппарата 10 в плавильно-газификационной зоне 11, состоящей из псевдоожиженного слоя, из носителей углерода, например угля, и кислородсодержащего газа вырабатывается содержащий CO и H2 восстановительный газ, который через питающий трубопровод восстановительного газа 12, служащий питающим трубопроводом восстановительного газа 12 для реактора с псевдоожиженным слоем 3, расположенного последним в направлении течения мелкодробленой руды, подают в упомянутый реактор 3. Затем восстановительный газ отводят из плавильно-газификационного аппарата 10 через несколько газоотводных соединений 12', которые на виде сверху (фиг. 3) расположены радиально симметрично.
Затем, противотоком течению руды, восстановительный газ передают из реактора с псевдоожиженным слоем 3 в реакторы с псевдоожиженным слоем 2 и 1 через транспортировочные трубопроводы 13, выводят из реактора с псевдоожиженным слоем 1 в виде доменного газа через отводной трубопровод доменного газа 14, после чего его охлаждают и очищают во влажном скруббере 15.
Плавильно-газификационный аппарат 10 оснащен питающим трубопроводом 16 для твердых носителей углерода, питающим трубопроводом 17 для кислородсодержащих газов, а также, возможно, питающими трубопроводами для носителей углерода, таких как углеводороды, которые являются жидкими или газообразными при комнатной температуре, а также для кальцинированных флюсов. Внутри плавильно-газификационного аппарата 10, ниже плавильно-газификационной зоны 11, собирается расплавленный чушковый чугун или расплавленный полуфабрикат стали и расплавленный шлак, которые отводят через отвод 18.
В питающем трубопроводе восстановительного газа 12, выходящем из плавильно-газификационного аппарата 10 и входящем в реактор с псевдоожиженным слоем 3, имеется обеспыливающее устройство 19, такое как циклон горячего газа, а частицы пыли, отделенные в этом циклоне, подают в плавильно-газификационный аппарат 10 через возвратный трубопровод 20, с использованием азота в качестве транспортировочной среды, посредством горелки 21 при наддуве кислорода.
Регулирование температуры восстановительного газа становится возможным благодаря трубопроводу рециркуляции газа 25, который предпочтительно предусмотрен конструкцией и который выходит из питающего трубопровода восстановительного газа 12 и через скруббер 26 и компрессор 27 передает часть восстановительного газа обратно в упомянутый питающий трубопровод восстановительного газа 12, а именно - в точке, расположенной перед циклоном горячего газа 19.
Для регулирования температуры предварительного нагрева мелкодробленой руды имеется возможность подачи на стадию предварительного нагрева 5, то есть в реактор с псевдоожиженным слоем 1, кислородсодержащего газа, такого как воздух или кислород, через трубопровод 28, при этом происходит частичное сгорание прореагировавшего восстановительного газа, который подают на стадию предварительного нагрева 5.
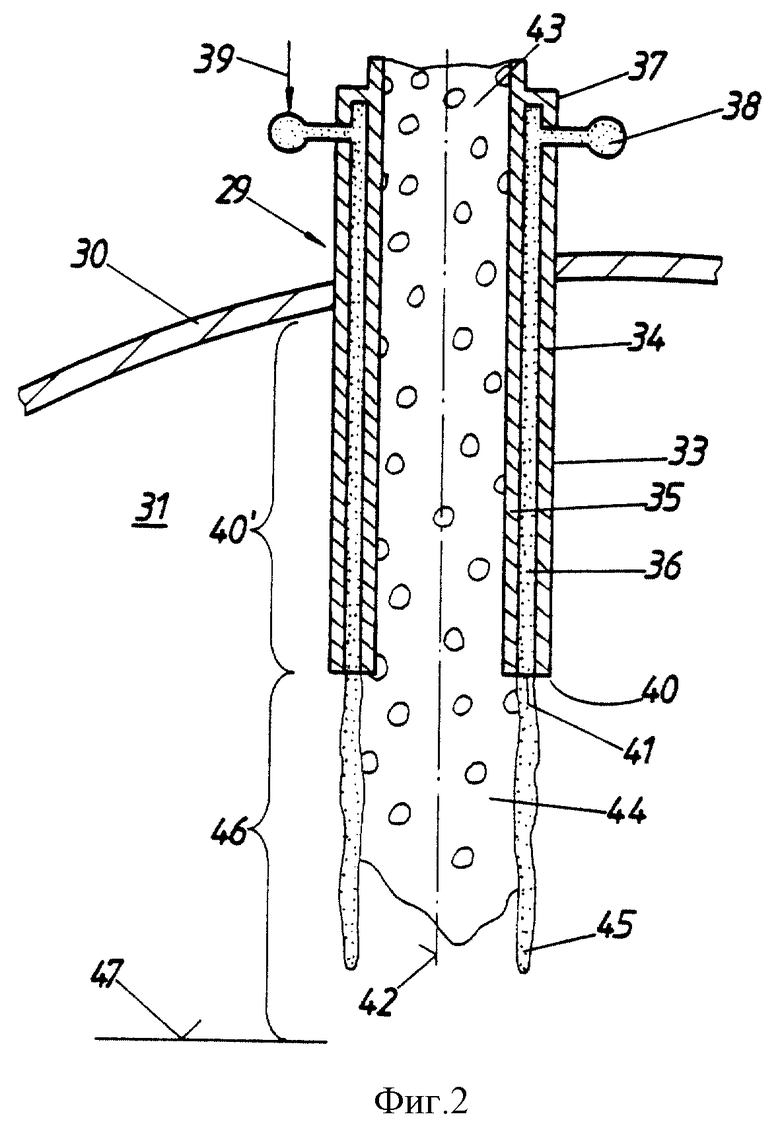
В соответствии с изобретением загрузку губчатого железа осуществляют через по крайней мере одно отдельное загрузочное устройство 29, которое расположено в куполе 30, оканчивающем плавильно-газификационный аппарат 10 сверху, и которое представлено на фиг. 2 в увеличенном масштабе. Предпочтительно имеется несколько загрузочных устройств 29, которые расположены в радиальной симметрии вокруг продольной оси 32 плавильно-газификационного аппарата (фиг. 3).
Каждое загрузочное устройство 29 оснащено трубой с двойной рубашкой 33, выступающей во внутреннюю часть 31 плавильно-газификационного аппарата 10. Между наружной рубашкой 34 и внутренней рубашкой 35 трубы с двойной рубашкой 33 образована полость 36 в форме кольцеобразной щели, которая своим торцом 37 выходит наружу плавильно-газификационного аппарата 10 и соединяется с круговым питающим трубопроводом 38 для охлаждающего газа. В качестве охлаждающего газа используют охлажденный восстановительный газ, который отводят из рециркуляционного трубопровода газа 25 через боковой трубопровод 39, предпочтительно снабженный одним дополнительным компрессором, не показанным подробно. У торца 40 трубы с двойной рубашкой 33, выступающего во внутреннюю часть 31 плавильно-газификационного аппарата 10, имеется или кольцеобразное щелевое отверстие 41, или несколько смежных каналов, центральные оси которых расположены приблизительно параллельно продольной центральной оси 42 трубы с двойной рубашкой 33, через которые охлаждающий газ проходит во внутреннюю часть 31 плавильно-газификационного аппарата 10.
Центральная внутренняя полость 43 трубы с двойной рубашкой 33 соединена с транспортировочным трубопроводом 9 для загрузки губчатого железа. Через трубу с двойной рубашкой 33, образующей спускную трубу, губчатое железо падает во внутреннюю часть 31 плавильно-газификационного аппарата 10, и у нижнего торца 40 спускной трубы 33 образует свободно падающую струю 44. Нижний торец 40 спускной трубы 33 расположен на расстоянии 40' по вертикали от купола 30 в таком месте, где восстановительный газ еще не достиг максимальной скорости потока. Струя 44 окружена и удерживается от расширения охлаждающим газом, который также выходит из спускной трубы 33 у ее нижнего торца 40 и в этом месте образует газовую рубашку 45. Упомянутая газовая рубашка 45, таким образом, создает защитную оболочку по крайней мере на участке 46 свободного падения губчатого железа, то есть действует подобно спускной трубе 33, в результате мелкодисперсные частицы губчатого железа не увлекаются восстановительным газом, текущим вверх с относительно высокой скоростью, которая имеет максимальное значение у газоотводных соединений 12'. На уровне 47, где струя 44 расширяется из-за уменьшения удерживающего эффекта газовой рубашки, скорость восстановительного газа значительно ниже, так что для мелкодисперсных частиц не возникает препятствий для падения или погружения в псевдоожиженный слой плавильно-газификационной зоны 11.
Таким образом, по данному изобретению грубодисперсные и мелкодисперсные частицы могут загружаться в плавильно-газификационный аппарат вместе, и разделения на грубо- и мелкодисперсную фракции не требуется.
Скорость охлаждающего газа на участке выхода из спускной трубы, то есть из нижнего торца 40 спускной трубы 33, в 10 раз, предпочтительно в 50-100 раз больше максимальной скорости восстановительного газа. Это позволяет поддерживать газовую рубашку относительно тонкой, так что количество рециркуляционного восстановительного газа, возвращаемого в плавильно-газификационный аппарат 10, относительно мало.
Поток охлаждающего газа через полость 36 трубы с двойной рубашкой 33 с последующим выходом охлаждающего газа через нижнее отверстие 41 трубы с двойной рубашкой 33 обеспечивает охлаждающий эффект, соответствующий механической нагрузке этой трубы. Охлаждающий эффект охлаждающего газа максимален в том месте, где максимальна механическая нагрузка, оказываемая на трубу с двойной рубашкой 33 ее собственным весом, то есть в области, где труба с двойной рубашкой 33 проходит через купол 30 плавильно-газификационного аппарата 10. По мере того как охлаждающий газ течет вперед через полость 36 трубы с двойной рубашкой 33, происходит нагрев охлаждающего газа, приводящий к увеличению скорости охлаждающего газа. По этой причине достаточно установить относительно короткую трубу с двойной рубашкой 33, которая подвергается значительно меньшей механической и термической нагрузке, чем в очень длинных спускных трубах, продолжающихся до псевдоожиженного слоя. За счет этого устойчивость конструкции по изобретению очень высока.
Благодаря охлаждающему эффекту устраняется необходимость в использовании очень дорогих специальных материалов на основе особой керамики или суперсплавов на основе железа. Для изготовления трубы с двойной рубашкой 33 достаточно использования высокотемпературной стали.

Сущность: носители металла, в частности губчатого железа, содержащего мелкодисперсную часть и являющегося по крайней мере частично восстановленным, подают в плавильно-газификационный аппарат выше уровня плавильно-газификационной зоны. Носители металла опускаются в плавильно-газификационную зону и проходят через нее с образованием расплава металла, а в нижней части плавильно-газификационного аппарата путем газификации угля при подаче кислорода образуется восстановительный газ. Подачу носителей металла во время их загрузки внутрь плавильно-газификационного аппарата осуществляют на некотором расстоянии по вертикали ниже купола гравитационным путем и с образованием струи, которую окружают газовой рубашкой, ограждающей и сопровождающей свободно падающую струю от уровня ее начала вдоль участка маршрута падения, и на этом участке струя предотвращает расширения газовой рубашкой. Такая подача предотвращает частичный унос из плавильно-газификационного аппарата носителей металла, в частности их мелкодисперсных частиц. 2 с. и 9 з.п. ф-лы, 3 ил.
| Способ отработки крутопадающих жил | 1973 |
|
SU576414A1 |
| GB 1433375, 03.08.1972 | |||
| Способ возведения монолитных железобетонных конструкций | 1983 |
|
SU1090826A1 |
| Устройство для получения чугуна из железосодержащей шихты "БАС-домна | 1987 |
|
SU1581748A1 |

