Предполагаемое изобретение относится к головкам винтов с крестообразным шлицем, в частности к винтам с выступающими головками и шлицем типа Н (Филлипс), описанным в ГОСТе 10753-86 "Шлицы крестообразные для винтов и шурупов". Размеры и методы контроля. Госкомстандарт. М.: 1987, стр. 2.
Недостатком конструкции является слабое зацепление боковых поверхностей радиальных пазов креста шлица с ответными поверхностями перьев конца отвертки, в результате чего головка винта соскальзывает с отвертки, чем затрудняется устойчивое удержание винта в рабочем положении при ввинчивании, особенно в условиях конвейерной сборки. В автоматическом режиме возможен срез креста шлица или головки винта, или перьев отвертки.
Известна конструкция крестообразного шлица типа Z /Позидрив/, описанная в том же ГОСТе 10753-86, стр. 4, черт. 2, в котором между перпендикулярными пазами креста шлица выполнены вертикальные и горизонтальные впадины. Они предназначены для увеличения крутящего момента и частично решают вышеуказанную задачу по удержанию головки винта на отвертке, при этом создана новая конструкция отвертки, отвечающая форме шлица Z.
Недостатком известной конструкции является ее сложность и трудоемкость изготовления, которая связана с изготовлением пуансона:
- с дополнительными элементами, уходящими внутрь шлица по его ребрам;
- с несимметричностью лучей углов β и γ, которые не равны;
- с нелинейностью луча на шлицах со сферой, т.к. глубина луча строго определена геометрией построения в начальной точке и конечной точке.
Для этой конструкции шлица нужна специальная конструкция отвертки. Узкая лучевая форма впадины между пазами не позволяет металлу до конца заполнить грани и ребра рабочих частей шлица, взаимодействующих с отверткой.
Наиболее близкой по решаемой задаче является конструкция крестообразного шлица типа Н, описанная в патенте США N 3151519 МПК F 16 B 23/00, в котором для лучшего формообразования центральной части креста шлица между радиальными его пазами выполнены четыре лунки (прототип).
Впадины приведенной формы также не способствуют оптимальному перемещению металла в центр шлица. Ребра и грани шлица остаются до конца не заполненными.
Недостатком является и трудоемкость изготовления пуансонов для высадки головки винта, особенно методом пластической деформации, течение металла затрудняется.
При износе оборудования, в массовом производстве винтов конфигурация выступов на пуансоне, формирующих углубления между пазами, может изменяться в худшую сторону, что может привести к неполному формованию фигуры креста шлица, граней, удерживающих конец отвертки внутри шлица.
Задачей предполагаемого изобретения является максимальное и стабильное удержание головки винта на перьях отвертки, обеспечение стабильного крутящего момента с инструмента на деталь и достижение оптимального момента затяжки.
Другой задачей предлагаемой конструкции шлица является создание технологичного пуансона для высадки головки с крестообразным шлицем, удобного в изготовлении, способного при минимальных нагрузках максимально заполнить ребра и грани формируемого креста шлица.
Указанные задачи достигаются за счет изменения формы впадин, способствующих максимальному перемещению металла в центр шлица и четкому формованию ребер и граней последнего.
В головке винта, содержащей крестообразный шлиц типа Н, в виде осевого углубления и отходящих от него четырех попарно перпендикулярно расположенных пазов, между которыми выполнены четыре впадины, каждая из которых в плане представляет собою параболу, лучи этих парабол пересекаются с боковыми плоскостями пазов. Пересечение происходит в точках наименьшего расстояния указанных пазов друг от друга. Расстояние между двумя противоположно расположенными вершинами парабол равно 0,85 - 0,9 m, где m - расстояние между крайними точками противоположно расположенных пазов.
Пересечение лучей парабол с боковыми плоскостями попарно перпендикулярно расположенных пазов, взаимодействующих с ответными постановочного инструмента, является существенным отличием от известной конструкции. Найденная зависимость расстояния между противоположно расположенными вершинами парабол от величины "m" - расстояния между крайними точками противоположно расположенных пазов, ведет к максимальному перемещению металла в центр шлица к рабочим ребрам и граням пазов и оптимальному их формообразованию.
Увеличивается площадь сцепления отвертки и шлица. Металл между впадинами и пазами максимально упрочняется, повышая стойкость шлица и перьев отвертки к срезу при высоких крутящих моментах. Головка винта прочно удерживается на перьях отвертки.
Положительный эффект заключается:
- в увеличении площади зацепления отвертки и ключа, их заклинивании, что приводит к прочному удержанию винта на отвертке при ввинчивании;
- в упрочнении граней и ребер между впадинами и пазами креста, что ведет к повышению стойкости шлица к срезу при повышенных крутящих моментах ввинчивания, ведет к достижению максимального момента затяжки резьбового соединения, увеличивает срок службы отвертки и винта;
- конструкция шлица и формообразующего инструмента просты и технологичны в изготовлении, конструкция пуансона надежна и обеспечивает долгий срок его службы.
На фиг. 1 показана полукруглая головка винта с крестообразным шлицем, вид в плане.
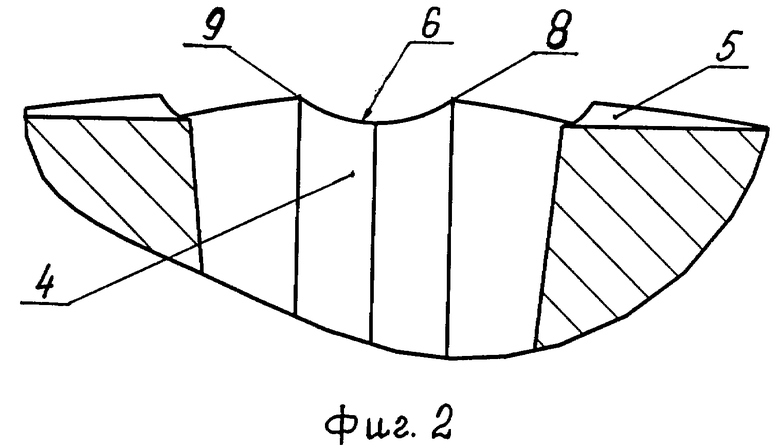
На фиг.2 - то же, что и на фиг.1, разрез по А-А, вид на впадину из осевого углубления.
Обозначения на фиг.1-2 следующие:
полукруглая головка 1 с крестообразным шлицем, состоящим из осевого углубления 2, отходящих от него четырех попарно перпендикулярно расположенных пазов 3 и ребер 4. Между пазами 3 выполнены впадины 5, каждая из которых в плане представляет собой параболу 6 с вершиной 7. Лучи парабол пересекаются с боковыми плоскостями пазов 3 в точках 8 и 9.
m - расстояние между крайними точками противоположно расположенных пазов 3 креста шлица по ГОСТ 10753 - 86;
d - расстояние между противоположно расположенными вершинами 7 парабол.
Заказчиком задаются форма головки, номер шлица и размер "m" пазов шлица.
В данном случае полукруглая головка с крестообразным шлицем типа Н, N 2. Размер "m" - 4.0 мм.
Строим шлиц согласно ГОСТ 10753-86 и определяем точки наименьшего расстояния попарно перпендикулярно расположенных пазов друг от друга - точки предполагаемого пересечения параболы с пазами.
Из условия d = 0,85 - 0,9 m и построения определяем на сфере вершины противоположно расположенных парабол, затем и глубину впадины.
Необходимо заметить, что при условии d < 0,85 m происходит недостаточное формование рабочих ребер и граней пазов креста шлица, глубина впадины уменьшается.
При d > 0,9 m глубина впадины увеличивается, стойкость креста шлица уменьшается. При больших крутящих моментах ввинчивания возможен срез ребер креста шлица или перьев отвертки.
Соотношение d = 0,85 - 0,9 m является оптимальным рабочим условием, полученным экспериментальным путем, при котором достигается максимальный положительный эффект.
Заводом ОАО "ЭТНА " изготовлена опытная партия винтов с предлагаемой конструкцией шлица. Испытания показали на высокое качество изготовления крестообразных шлицев и прочное зацепление их с наконечниками отверток. Винт стабильно удерживается на перьях отвертки в процессе ввинчивания в гнездо, выталкивание при высоких крутящих моментах сведено к минимуму.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА | 2000 |
|
RU2199034C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА | 2000 |
|
RU2160396C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| РЕЗЬБОНАКАТЫВАЮЩАЯ КРЕПЕЖНАЯ ДЕТАЛЬ | 2001 |
|
RU2194197C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| ОТВЕРТКА (ВАРИАНТЫ) | 1993 |
|
RU2072909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| УСТРОЙСТВО УДЕРЖИВАНИЯ И ЗАТЯГИВАНИЯ ВИНТОВ | 1999 |
|
RU2239105C2 |
| Устройство для челюстно-лицевой хирургии и хирургической стоматологии | 2022 |
|
RU2794644C1 |
Изобретение относится к головкам винтов с крестообразным шлицем. Винт с головкой содержит крестообразный шлиц в виде осевого углубления и отходящих от него четырех попарно перпендикулярно расположенных пазов, между которыми выполнены четыре впадины. Форма каждой впадины в плане представляет собой параболу. Лучи этих парабол пересекаются с боковыми плоскостями пазов, причем расстояние между противоположно расположенными вершинами парабол равно 0,85 - 0,9 m, где m - расстояние между крайними точками противоположно расположенных пазов. Пересечение лучей каждой параболы с боковыми плоскостями пазов происходит в точках наименьшего расстояния этих пазов друг от друга. В результате головка винта стабильно удерживается на перьях отвертки, обеспечивается стабильный крутящий момент с инструмента на деталь и достигается оптимальный момент затяжки. 1 з.п.ф-лы, 2 ил.
| US 3151519 A, 06.10.1964 | |||
| Контрольный прибор для ключей стрелочных и семафорных замков | 1926 |
|
SU6139A1 |
| Способ изготовления многозаходной спиральной вставки роторов центрифуг | 1974 |
|
SU516429A1 |

