Изобретение относится к крепежным деталям, к элементам передачи крутящего момента на резьбовую крепежную деталь, выполненным на резьбовой крепежной детали, в частности к конструкциям головок болтов и винтов, гайкам, к элементам контакта крепежной детали и постановочного инструмента.
Известны элементы передачи крутящего момента с головки болта на резьбовой стержень, описанные в патентах Великобритании 1360644, МПК F 16 В 23/00, (1) и США 3540626, НКИ 85/9, (2), где показаны головки болтов и гаек с 8 и 12-ти гранными выступами и углублениями на их боковой поверхности.
Недостатком известных конструкций является линейное касание по граням, смятие и срез при больших крутящих моментах ввинчивания и затяжки.
Известен элемент передачи крутящего момента, например, выполненный на боковой поверхности головки болта, или в углублении в головке винта, в форме 6 равномерно расположенных по окружности головки попеременно чередующихся криволинейных дугообразных выступов и впадин, выполненных радиусами разной кривизны. Конструкция разработана американской фирмой "Textron Inc." и известна под товарным знаком "Тоrх". На данную конструкцию фирма получила множество патентов во многих странах мира. Она описана, например, в патенте США 3584667, НКИ 81/460, 1971, (3).
При взаимодействии с ответными элементами на головке ключа, в нерабочем (нулевом) положении, образующие профиля каждой пары зацепления (на головке болта и на ключе) подобны и эквидистантны между собой по всей окружности зацепления элементов. Радиус кривизны дуг впадин в 2-3 раза больше радиуса кривизны выступов, каждая образующая дуга криволинейных выступов имеет угол искривления в 20-25o.
Конструкция Тоrх нашла широкое применение в промышленности во многих отраслях техники во всем мире, однако проведенные испытания этих деталей выявили определенные недостатки данной конструкции. При максимальных усилиях затяжки резьбового соединения, из-за относительно малых поверхностей контакта элементов передачи крутящего момента крепежной детали и ответных постановочного инструмента (линейный осевой контакт по высоте выступа или впадины и почти точечный по криволинейной дуге), происходит смятие вершин выступов на крепежной детали и на инструменте, которое может привести к преждевременному выходу инструмента из строя. Недостатки конструкции были подтверждены и моделированием известной конструкции на компьютере (фиг.5, 6, 7 заявки).
Такой характер контакта приводит к тому, что известная конструкция элемента передачи крутящего момента затрудняет затяжку резьбовой детали с максимальным моментом и получение высокопрочного резьбового соединения, надежного в экстремальных условиях работы.
Конструкция элемента передачи крутящего момента, описанная в патенте США 3584667, НКИ 81/460, 1971, принята за прототип.
Технической задачей предлагаемого изобретения, по сравнению с прототипом, является достижение максимальной площади контакта взаимодействующих между собой криволинейных, дугообразных поверхностей выступов и впадин элементов передачи крутящего момента на крепежной детали (предлагаемый профиль) и на постановочном инструменте (прототип), достижение максимального момента затяжки и получение высокопрочного резьбового соединения, максимально надежного в экстремальных условиях использования.
Технические задачи решаются за счет изменения формы профилей образующих дуг чередующихся криволинейных выступов и впадин элемента передачи крутящего момента, расположенного на резьбовой крепежной детали и воздействующего на эту крепежную деталь. Отличие усматривается в том, что профили криволинейных выступов и впадин элемента передачи крутящего момента образованы параметрическими уравнениями гипоциклоид, смещенных относительно друг друга с поворотом.
Предлагаемая форма профилей криволинейных выступов и впадин элемента передачи крутящего момента на резьбовую крепежную деталь является существенным отличием от прототипа (Тоrх). При использовании предлагаемого профиля на детали (головка болта, винта) в сопряжении с уже известным профилем Тоrх на стандартизированном инструменте (наконечники винтовертов, или сменные торцовые головки) достигается неожиданный технический результат, дающий новый положительный эффект.
При внутреннем или наружном зацеплении элементов передачи крутящего момента известного на ключе и предлагаемого на крепежной детали (нулевое положение), подобие и эквидистантность между криволинейными образующими элементов ключа и детали теряются. Предусмотренный зазор в зонах выступов и впадин между ключом и деталью попеременно уменьшается и увеличивается. В рабочем положении, при повороте ключа на определенный угол до контакта элементов ключа и детали, криволинейный профиль выступа или впадины ключа максимально совмещается с криволинейным профилем впадины или выступа на детали. Получается контакт больших площадей двух криволинейных поверхностей: осевой по всей высоте элемента и по длине образующей криволинейной поверхности.
Предлагаемая форма профиля криволинейных выступов и впадин элемента передачи крутящего момента ведет к увеличению площади контакта сопрягаемых криволинейных поверхностей элементов ключа и детали в рабочем положении, при повороте ключа.
Положительный эффект заключается в увеличении площади контакта боковых образующих элементов на ключе и детали, увеличении передаваемого крутящего момента, снижении напряжения на контактах сопрягаемых поверхностей зацепления, достижении максимального момента затяжки, получении высокопрочного резьбового соединения, максимально надежного в экстремальных условиях эксплуатации техники.
Положительным является и быстрое нахождение необходимых параметров профиля образующей кривой выступов и впадин при разных соотношениях длин этих криволинейных образующих, их количества, а также быстрое построение заданной фигуры.
Заявителю и авторам не известны аналогичные конструкции элементов передачи крутящего момента на резьбовую крепежную деталь, включающие отличительные признаки заявляемого элемента, что позволяет считать предложенную конструкцию элемента передачи крутящего момента соответствующей критериям "новизны" и "изобретательского уровня".
Сущность предлагаемого изобретения и его отличия от прототипа поясняются чертежами.
На фиг. 1 показаны предлагаемый профиль элемента в углублении в головке винта, в зацеплении с ключом, профиль Тоrх на наконечнике отвертки (нулевое положение).
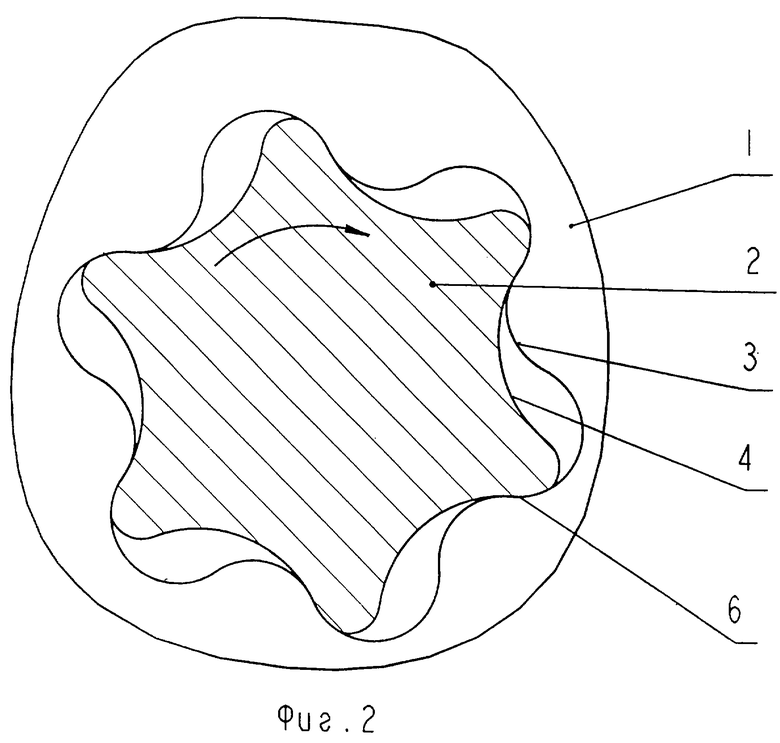
На фиг.2 показано зацепление на фиг.1, с поворотом ключа до контакта.
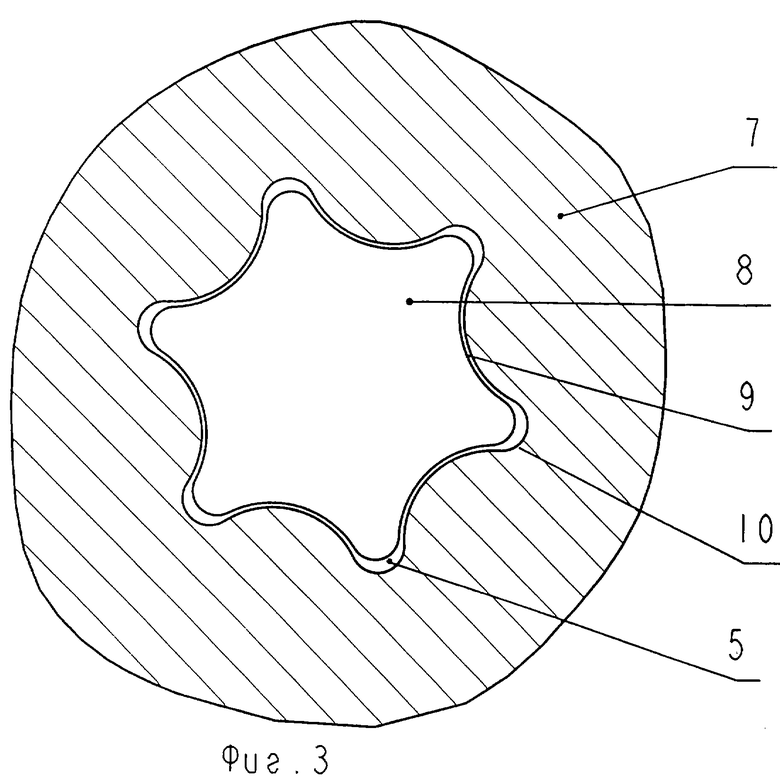
На фиг.3 показаны предлагаемый профиль элемента на наружной поверхности головки болта в зацеплении с ключом, профиль Тоrх углубления в головке гайковерта (нулевое положение).
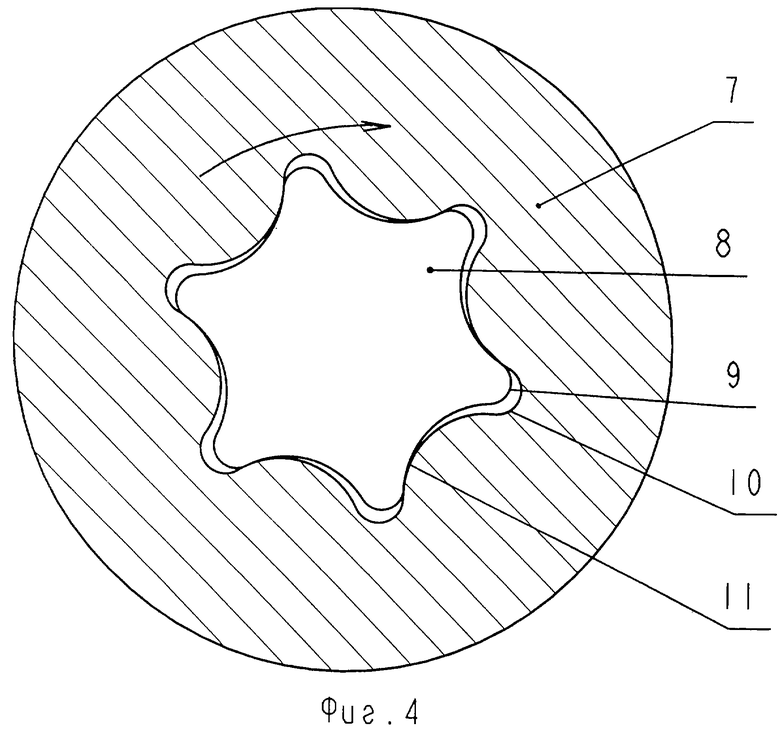
На фиг.4 показано зацепление на фиг.3, с поворотом ключа до контакта.
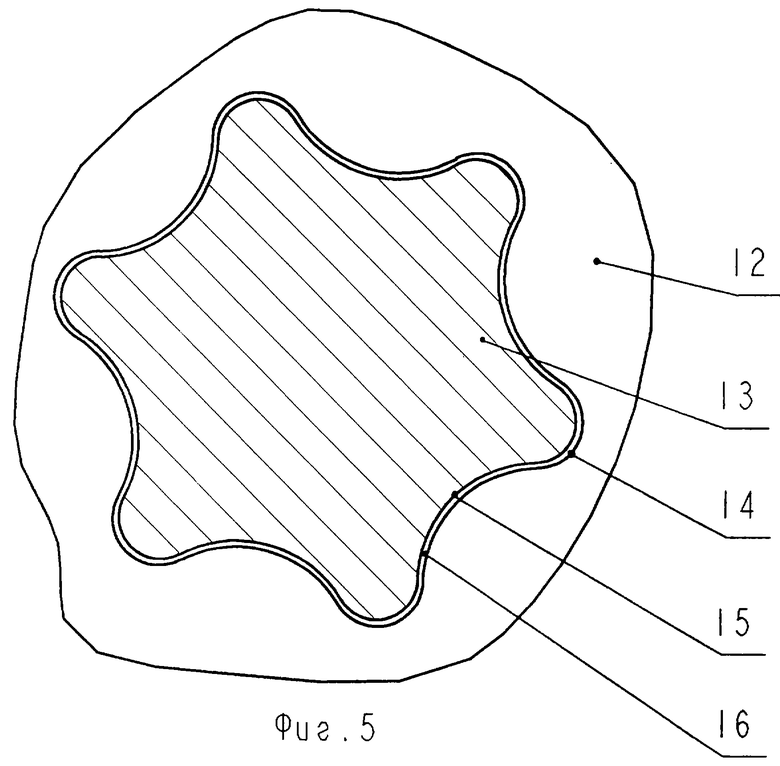
На фиг. 5 показаны в зацеплении охватываемый и охватывающий элементы, деталь - ключ, оба с известным профилем Тоrх (нулевое положение)
На фиг.6 показано зацепление на фиг.5, для углубления в головке винта, с поворотом ключа до контакта.
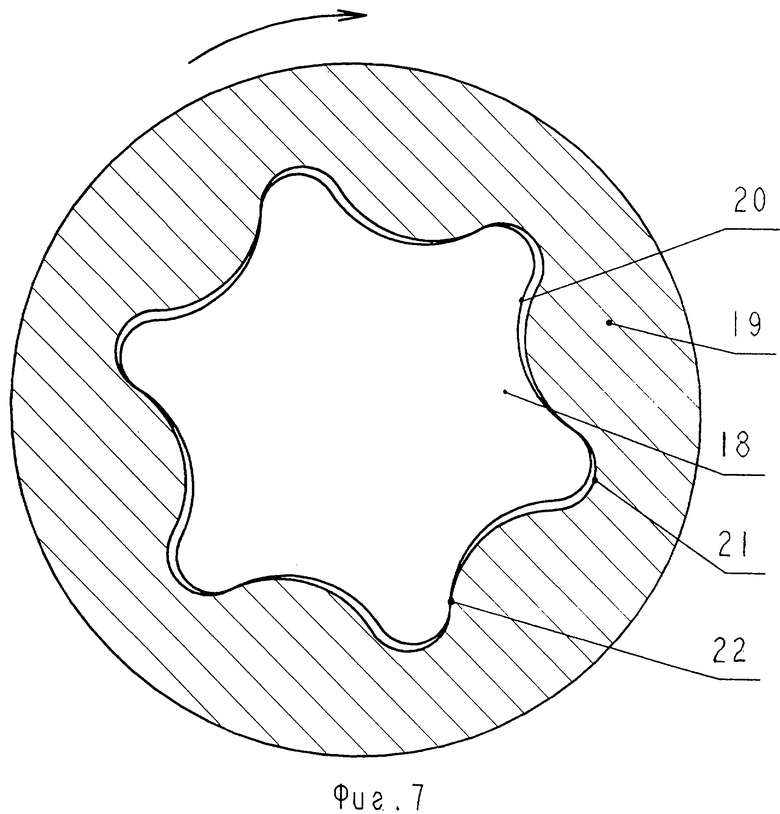
На фиг. 7 показано зацепление на фиг.5, для головки болта, с поворотом ключа до контакта.
Обозначения на чертежах.
Фиг. 1. Наконечник стандартной отвертки находится в углублении в торце головки винта. Головка 1 винта, наконечник 2 отвертки, криволинейная образующая 3, предлагаемого профиля, углубления в торце головки 1 винта, известная криволинейная образующая Тоrх 4 на наконечнике 2 отвертки. Между образующими 3 и 4 имеется зазор 5. нулевое положение.
В окружном направлении по криволинейным образующим 3 и 4 зазор 5 попеременно уменьшается и увеличивается.
На фиг. 2 показана площадь контакта 6 между криволинейной образующей 3 углубления в головке 1 винта и криволинейной образующей 4 наконечника 2 отвертки, рабочее положение.
На фиг. 3 показаны торцовая головка 7 ключа, установленная на головке 8 болта, нулевое положение. Криволинейная образующая 9, предлагаемого профиля, на головке 8 болта, криволинейная образующая 10, известный профиль Тоrх, внутри торцовой головки 7 ключа, зазор 5.
На фиг. 4 показана площадь контакта 11 между криволинейной образующей 9 на головке болта 8 и криволинейной образующей 10 торцовой головки 7 ключа.
Фиг.5, охватывающий и охватываемый элементы (деталь-ключ) оба с профилем криволинейных выступов и впадин известной конструкции Тоrх: например, наконечник отвертки установлен в углублении в головке винта. Головка 12 винта, наконечник 13 отвертки, криволинейная образующая 14 в углублении головки 12, криволинейная образующая 15 наконечника 13 отвертки. Между криволинейными образующими 14 и 15 в нулевом положении имеется зазор 16. Образующие 14 и 15 подобны и относительно друг друга по всей окружности расположены эквидистантно, т. е. зазор 16 по всем точкам криволинейных выступов и впадин одинаков.
На фиг.6 показана точка контакта 17 между криволинейными образующими 14 и 15 головки 12 винта и наконечника 13 отвертки.
На фиг.7 показаны головка болта 18 и торцовая головка ключа 19, на которых элементы передачи крутящего момента выполнены с профилем известной конструкции Тоrх. Торцовая головка 19 надета на головку болта 18 и повернута на определенный угол до контакта криволинейных образующей 20 на головке болта 18, с криволинейной образующей 21 углубления торцовой головки 19 ключа, точка контакта 22 криволинейных образующих 20 и 21.
Стрелками показано направление вращения постановочного инструмента и головок крепежных деталей с элементами передачи крутящего момента.
Элемент передачи крутящего момента на резьбовую крепежную деталь может быть выполнен или на боковой поверхности головки болта, или гайки, или в углублении в торце головки винта. Построение гипоциклоид в системе координат относительно друг друга может быть выполнено как с поворотом, так и без поворота.
Пример расчета построения криволинейного профиля элемента с 6 выступами и впадинами, один из вариантов.
Криволинейный профиль выступов и впадин образован параметрическими уравнениями гипоциклоид, например, смещенных относительно друг друга с поворотом, где профиль выступов выполнен из соотношения, определяемого уравнениями
x = D[cos(ϕ-Δ)+K1•cos(n-1)ϕ]
y = D[sin(ϕ-Δ)-K1•sin(n-1)ϕ],
а профиль впадин выполнен из соотношения, определяемого уравнениями
x1 = D[cosϕ+K2•cos(3n-1)ϕ]
y1 = D[sinϕ-K2•sin(3n-1)ϕ],
где х, x1, y, y1 - координаты точек выступов и впадин в системе координат,
D - диаметр окружности, ограничивающий выступы или впадины элемента;
К1, К2 - эмпирические коэффициенты отражающие характер кривизны выступов и впадин гипоциклоид при построении,
ϕ - аргумент (0-360o),
n - число, определяющее количество выступов фигуры при построении.
Δ - угол поворота одной гипоциклоиды относительно другой.
Пример выполнения предлагаемого профиля элемента, например, на боковой поверхности головки болта, в виде шести попеременно чередующихся криволинейных выступов и впадин, гипоциклоиды построенных в системе координат с поворотом.
Количество выступов (n) для данной фигуры принимают равным шести. Соотношение количества выступов между двумя гипоциклоидами при построении принимают 1:3, т.е. (6 и 18}, диаметр окружности, ограничивающий выступы, принимают D= 9.2 мм, например, согласно стандарту ФРГ DIN 34800, декабрь, 1999, табл.1, для М 8.
Угол Δ поворота одной гипоциклоиды относительно другой для данной фигуры с 6 выступами принят равным 24o (n+3n).
Эмпирические коэффициенты K1 и К2, отражающие характер кривизны выступов и впадин гипоциклоид при построении, выведены опытно-экспериментальным путем, значения их находятся в пределах
К1 от 0.4 до 0.8 К2 от 0.15 до 0.4
Для примера при расчетах взяли фигуру при соотношении радиусов кругов кривизны выступов и впадин гипоциклоид равным, например, 1:2, в этом случае принимаются К1=0.6129 мм, а К2=0.25 мм.
Могут применяться и любые другие соотношения кругов кривизны, например 1:1.5, 1:2.3, 1:3.9 и т.д.
Принятые значения подставляют в уравнения, получают:
формула выступов
x = 9,2[cos(ϕ-24)+0,6129•cos(6-1)ϕ]
y = 9,2[sin(ϕ-24)-0,6129•sin(6-1)ϕ],
формула впадин
x1 = 9,2[cosϕ+0,25•cos(18-1)ϕ]
y1 = 9,2[sinϕ-0,25•sin(18-1)ϕ],
составляют систему уравнений, где х=x1, a y=y1 и решают.
В результате построения двух гипоциклоид в единой системе координат получилась симметричная фигура профиля элемента передачи крутящего момента с шестью попеременно чередующимися криволинейными выступами и впадинами для боковой поверхности головки болта.
При соотношении радиусов кругов кривизны выступов и впадин двух гипоциклоид 1:1, получают аналогичную фигуру для углубления в головке винта.
Работа устройства.
Стандартный постановочный инструмент с профилем Тоrх, в форме наконечника 2 винтоверта, или торцовой головки 7 устанавливается в углубление в торце головки 1 винта, или на головку 8 болта, с предлагаемым профилем, после чего поворачивается по стрелке до контакта боковых дугообразных поверхностей 4 и 10 инструмента с ответными боковыми поверхностями 3 и 9 на головке крепежной детали. Далее идет ввертывание резьбовой крепежной детали и затяжка соединения.
Заводом ОАО "Этна", изготовлено несколько опытно-промышленных партий болтов и винтов с предлагаемой конструкцией элемента передачи крутящего момента, расположенного на головках этих деталей. Например, "Болт крепления переднего сидения", деталь 2110-6810054-01, М8х25, материал сталь 20Г2Р, круг 7 мм, на автомате холодновысадочном 14ВОА-8Ф, диаметр криволинейных выступов на головке болта 9.2 мм. Проведены испытания деталей, в том числе в условиях конвейерной сборки автомобилей. Испытания показали высокую прочность головок крепежных деталей с предлагаемой формой профиля элемента передачи крутящего момента на резьбовую крепежную деталь, а также инструмента при затяжке детали и обеспечение высокопрочного резьбового соединения.
Полученный при испытаниях положительный результат позволяет сделать вывод о "промышленной применимости" предлагаемой конструкции устройства для передачи крутящего момента.
При взаимодействии криволинейных боковых поверхностей элементов передачи крутящего момента предлагаемого профиля на головке детали, с известным профилем Тоrх на ключе, площадь их контакта составляет до 1,0 кв. мм. В аналогичном типоразмере известной конструкции одновременно на головке и ключе площадь контакта этих криволинейных поверхностей составляет около 0,2 кв. мм. Из этого следует, что в среднем, при применении элемента передачи крутящего момента с криволинейной образующей выступов и впадин предлагаемого профиля на головке детали, площадь контакта этих криволинейных образующих выступов и впадин с криволинейными образующими известного профиля Тоrх на постановочном инструменте в 5-8 раз больше площади контакта аналогичных криволинейных образующих с применением известной конструкции Тоrх одновременно на головке детали и на постановочном ключе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА | 2000 |
|
RU2160396C1 |
| ВИНТ | 1999 |
|
RU2170371C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| РЕЗЬБОНАКАТЫВАЮЩАЯ КРЕПЕЖНАЯ ДЕТАЛЬ | 2001 |
|
RU2194197C2 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| МОНТАЖНЫЙ ИНСТРУМЕНТ ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2220839C2 |
| МОНТАЖНЫЙ ИНСТРУМЕНТ ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2387533C1 |
| МОНТАЖНЫЙ ИНСТРУМЕНТ ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2220838C2 |

Изобретение относится к конструкциям головок резьбовых крепежных деталей, головкам постановочного инструмента, пуансонам для высадки и выдавливания деталей. Элемент передачи крутящего момента на резьбовую крепежную деталь выполнен в форме чередующихся криволинейных выступов и впадин, равномерно расположенных по окружности. Профили выступов и впадин образованы параметрическими уравнениями гипоциклоид, смещенных относительно друг друга с поворотом. Технический результат - увеличение площади контакта боковых образующих ключа и детали. 7 ил.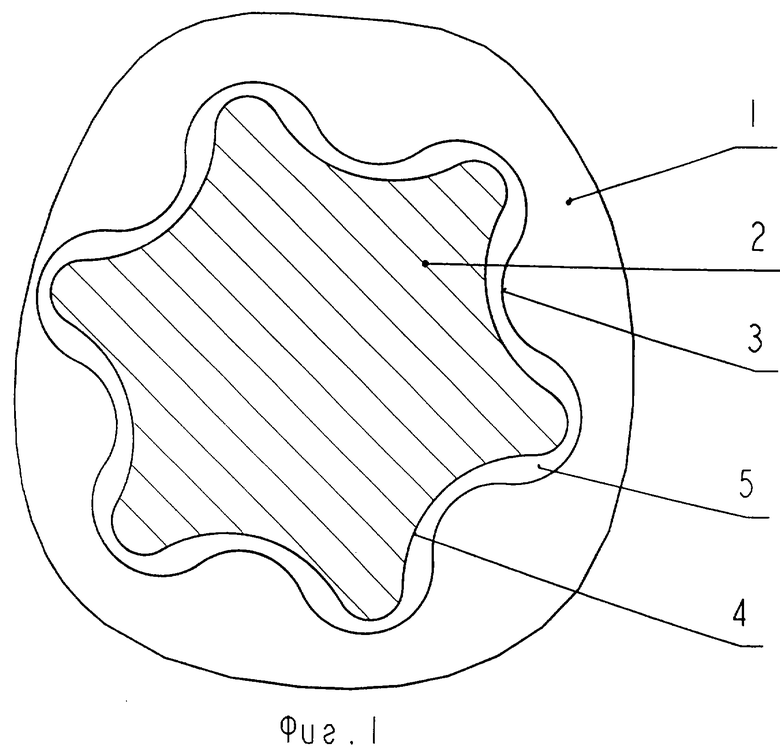
Элемент передачи крутящего момента на резьбовую крепежную деталь, выполненный в форме попеременно чередующихся криволинейных выступов и впадин, равномерно расположенных по окружности, отличающийся тем, что профили выступов и впадин образованы параметрическими уравнениями гипоциклоид, смещенных относительно друг друга с поворотом.
| ГОЛОВКА ВИНТА ИЛИ ШУРУПА | 1991 |
|
RU2010115C1 |
| GB 1205445, 21.03.1963 | |||
| US 3584667, 15.06.1971 | |||
| US 5137407, 11.08.1992. | |||

