Изобретение относится к строительным конструкциям, а более конкретно к технологии изготовления трехслойных строительных изделий (ТСИ), например, стеновых блоков или панелей, также панелей перекрытий со средним теплоизоляционным слоем.
Известен способ изготовления многослойных строительных изделий, включающий последовательную укладку в форму бетонных смесей для слоев различного назначения и их раздельное вибрирование (а.с. СССР N 1052393, кл. B 28 B 1/00, 1983 г.).
Недостатком известного способа является невысокая монолитность и прочность изготавливаемых многослойных строительных изделий, обусловленная тем, что при одностороннем воздействии качественную виброобработку зон контакта слоев изделия не удается обеспечить на всех этапах изготовления изделия. Другим недостатком является слишком большое время изготовления многослойных строительных изделий.
Известен способ изготовления ТСИ, включающий формование нижнего слоя изделия, укладку теплоизоляционного слоя и укладку верхнего слоя с последующим вибрированием всех слоев одновременно (см. а.с. СССР N 477144, кл. B 32 B 13/00, 1975 г.).
Недостатком известного способа является невысокая монолитность и прочность изготавливаемых строительных изделий, обусловленная относительно низкой адгезией теплоизоляционного слоя к соседним слоям.
Наиболее близким к заявленному является способ изготовления ТСИ, включающий последовательную укладку в форму бетонных смесей для слоев различного назначения и их вибрирование совместно с формой (см. а.с. СССР N 1712188, кл. B 32 B 13/00, 1992 г.).
Недостатком известного способа также является низкая монолитность и прочность изготавливаемых изделий.
Это объясняется тем, что при приложении вибровоздействия через форму к одной стороне сложного трехслойного строительного изделия, в состав которого входят как слои, выполняемые из конструкционного бетона, так теплоизоляционный слой, выполняемый из низкотеплопроводного легкого бетона, например, полистиролбетона, не удается обеспечить оптимальную для каждого слоя степень уплотнения бетона и желаемую равномерность уплотнения по всему сечению изделия. При этом, либо бетон теплоизоляционного слоя может оказаться недоуплотненным, либо могут быть подвергнуты излишнему уплотнению (вплоть до расслаивания) слои из конструкционного бетона, в особенности, самый нижний из уложенных в форму слоев. В зависимости от конкретной геометрии изделия и физико-механических свойств материалов слоев может наблюдаться и иная картина их недоуплотнения или переуплотнения.
Особенно ярко недостатки известного способа проявляются в том случае, когда слои изделия, в том числе и слои из конструкционного бетона, существенно различаются по толщине или по своим виброакустическим параметрам.
Предлагаемое изобретение решает задачу повышения монолитности изготавливаемого изделия, путем увеличения несущей способности, как отдельных слоев, так и изделия в целом, за счет повышения однородности структуры слоев, уменьшения градиентов изменения свойств непосредственно в зонах границ раздела слоев (зонах контакта слоев), вследствие повышения в этих зонах взаимной диффузии вяжущих веществ слоев, а также сплошности структуры и слитности строения бетонов в указанных зонах, при одновременном увеличении роли адгезионной способности вяжущего в повышении прочности материалов слоев и зон их контакта. Кроме того, заявленное изобретение решает задачу сокращения времени изготовления изделия. Монолитность ТСИ интегрально характеризуется достижением изделием в целом заданного уровня несущей способности по показателям прочности, жесткости и трещиностойкости в условиях естественного разброса свойств материалов слоев.
Указанный технический результат достигается за счет того, что в способе изготовления ТСИ, включающем последовательную укладку в форму бетонных смесей для слоев из конструкционных бетонов и теплоизоляционного слоя и их виброформование, вибровоздействие осуществляют одновременно с двух противоположных сторон изделия, плоскими волнами, направленными под углом 85-95o к противоположной от источника вибровоздействия границе слоя, с отношением интенсивностей воздействия, пропорциональным отношению средних значений толщин контактирующих с источниками вибровоздействия слоев.
Указанный технический результат достигается также за счет того, что амплитуды колебаний вибровоздействий выбирают таким образом, чтобы минимум интенсивности колебаний находился в зоне, расположенной на расстоянии (0,42-0,58)•Hтс от нижней границы теплоизоляционного слоя, где Hтс - средняя толщина теплоизоляционного слоя.
Указанный технический результат достигается также за счет того, что дополнительно осуществляют вибровоздействие одновременно с двух противоположных сторон изделия после укладки, по меньшей мере, одной трети теплоизоляционного слоя. При этом значение частоты fн вибровоздействия на нижний слой из конструкционного бетона выбирают из соотношения:
fн=fт•(1-Kи),
где fт - предварительно определенное, оптимальное для выбранного состава смеси теплоизоляционного слоя, значение частоты вибровоздействия;
Kи - эмпирический коэффициент интенсивности вибровоздействия, значения которого могут находиться в диапазоне значений от 0,64 до 0,72.
Указанный технический результат достигается также за счет того, что дополнительно осуществляют вибровоздействие одновременно с двух противоположных сторон изделия после укладки не менее одной трети верхнего слоя из конструкционного бетона.
Указанный технический результат достигается также за счет того, что значения частот колебаний, которыми воздействуют с противоположных сторон изделия, находятся в соотношении 0,38-0,62.
Указанный технический результат достигается также за счет того, что за время вибровоздействия периодически меняют местами стороны с более высокой и более низкой частотой вибровоздействия таким образом, чтобы среднее за общее время вибровоздействия положение минимума интенсивности колебаний оставалось в пределах теплоизоляционного слоя.
Указанный технический результат достигается также за счет того, что в течение времени вибровоздействия осуществляют периодические изменения значения одной из частот вибровоздействия на 10-12% или значений обеих частот вибровоздействия в противоположных направлениях на 5-6% от их начальных значений.
На чертеже показано устройство для реализации заявленного способа.
Возможность осуществления изобретения подтверждается следующим примером реализации заявленного способа.
Устройство, реализующее заявленный способ (см. чертеж), содержит форму 1, предназначенную для укладки в нее нижнего слоя 2 (из конструкционного бетона), теплоизоляционного слоя 3 и верхнего слоя 4 (из конструкционного бетона) изготавливаемого трехслойного строительного изделия (ТСИ), установленную на упругих опорах 5, закрепленных на жестком основании 6. Форма 1 установлена в направляющих 7, обеспечивающих возможность ее перемещения в вертикальном направлении. Снизу с формой 1 механически связан вибропривод 8 с управляемыми параметрами вибровоздействия. Связь вибропривода 8 с формой 1 может быть как жесткой, так и упругой с регулируемыми параметрами жесткости. Плита 9 предназначена для передачи вибровоздействия от вибропривода 10 к верхнему слою 4 ТСИ. Вибропривод 10, аналогично виброприводу 8, обладает возможностью управления параметрами вибровоздействия. Связь вибропривода 10 с плитой 9 аналогична связи вибропривода 8 с формой 1. С плитой 9 связаны регулируемые упругие опоры 11 (например, пружинные), через приводы вертикального перемещения 12 (электрические или гидравлические), фиксирующие ее положение относительно опорной поверхности 13, связанной с жестким основанием 6 (связь не показана). Начальная длина упругих опор 11 и 12 может регулироваться с целью получения заданного начального положения плиты 9. Элементы 10, 11 и 12 могут быть смонтированы на плите 9 в виде единого виброагрегата 14, что сделает более оперативной их установку и съем с изделия. Виброприводы 8 и 10 могут быть выполнены, в частности, в виде пневматических вибраторов или электрических вибраторов с направленной вынуждающей силой и регулируемой частотой вращения электропривода (см., например, книгу Я.Г. Могилевский и др. Машины и оборудование для бетонных и железобетонных работ, Москва, Стройиздат, 1993 г., с. 167-177).
Заявленный способ реализуется следующим образом.
В форму 1, установленную на основании 6 таким образом, чтобы угол отклонения плоскости ее днища от горизонтали не превышал ± 5o, последовательно укладывают бетонные смеси для нижнего слоя 2, теплоизоляционного слоя 3 и верхнего слоя 4 изготавливаемого ТСИ. После укладки каждого из слоев 2, 3 и 4 их поверхность может подвергаться разравниванию путем кратковременного вибрирования с помощью вибропривода 8 или с использованием виброрейки (не показана), чем обеспечивается параллельность поверхности укладываемого слоя днищу формы 1. После завершения укладки всех слоев ТСИ на его поверхность помещают виброагрегат 14. С помощью приводов вертикального перемещения 12 создают необходимое усилие пригруза, а также обеспечивают параллельность нижней поверхности плиты 9 днищу формы 1. Включают виброприводы 8 и 10 и осуществляют вибровоздействие одновременно с двух противоположных сторон изделия плоскими волнами, направленными под углом 85-95o к противоположной от источника вибровоздействия границе слоя. Для вибровоздействия, осуществляемого с верхней стороны изделия, такой границей будет нижняя граница верхнего слоя из конструкционного бетона, а для вибровоздействия, осуществляемого с нижней стороны изделия, такой границей будет верхняя граница нижнего слоя из конструкционного бетона. Источником вибровоздействия для слоя 2 является днище формы 1, а для слоя 4 - плита 9.
Этим обеспечивается не только наибольшая концентрация энергии вибровоздействия непосредственно в объеме обрабатываемого слоя, но также и более равномерное воздействие на соседний слой, а следовательно, и более качественная обработка зон границ раздела слоев. Выполнение этого условия достигается уже упомянутыми начальными установками формы 1 и плиты 9 при тщательном разравнивании слоев в процессе их укладки. В то время как границы раздела слоев представляют собой поверхности, по которым происходит соприкосновение соседних слоев, под зонами границ раздела слоев (зонами контакта слоев) понимаются те прилегающие к границам раздела слоев объемы материала, в которых происходит взаимная диффузия вяжущих веществ слоев. Отношение интенсивностей воздействия выбирают пропорциональным отношению средних значений толщин контактирующих с источниками вибровоздействия слоев. Необходимые значения интенсивностей воздействия определяют расчетным путем или экспериментально на конкретном образце ТСИ.
Для достижения большей равномерности уплотнения теплоизоляционного слоя, повышения равномерности уплотнения слоев из конструкционного бетона, а также обеспечения однородности теплоизоляционного слоя и зон границ раздела слоев, амплитуды колебаний в точках их приложения, т.е. на нижней поверхности плиты 9 и верхней поверхности днища формы 1, выбирают таким образом, чтобы минимум интенсивности колебаний находился в зоне, расположенной на расстоянии (0,42-0,58)•Hтс от нижней границы теплоизоляционного слоя, где Hтс - средняя толщина теплоизоляционного слоя. Для каждого набора материалов и для каждого конструктивного исполнения ТСИ из выпускаемого ассортимента могут быть заранее произведены тарировочные измерения, позволяющие в процессе производства ТСИ непосредственно задавать необходимые значения амплитуд вибровоздействия. При выборе параметров колебаний следует руководствоваться известными рекомендациями по выбору наиболее употребительных значений интенсивности вибровоздействия - см., например, книгу: О.А. Гершберг "Технология бетонных и железобетонных изделий" М., Стройиздат, 1971 г., с. 205-206.
Изменение положения плиты 9 в процессе уплотнения слоев ТСИ компенсируют путем непрерывного или периодического воздействия на приводы 12.
Двухстороннее вибрационное воздействие одновременно с двух противоположных сторон изделия может производиться, дополнительно, и после укладки, по меньшей мере, одной трети теплоизоляционного слоя. В этом случае, значение частоты fн вибровоздействия на нижний слой из конструкционного бетона выбирают из соотношения:
Fн = fт•(1-Kи),
где fт - предварительно определенное, оптимальное для выбранного состава смеси теплоизоляционного слоя, значение частоты вибровоздействия;
Ки - эмпирический коэффициент интенсивности вибровоздействия, значения которого могут находиться в диапазоне значений от 0,64 до 0,72.
При таком воздействии не только обеспечиваются наилучшие условия уплотнения, как теплоизоляционного слоя, так и слоя из конструкционного бетона, но одновременно, граница уложенных слоев и прилегающие области (зона контакта слоев) подвергаются двухчастотному воздействию, что также способствует повышению монолитности изделия.
Кроме основного вибровоздействия, осуществляемого после укладки в форму всех слоев изделия, одновременное двухстороннее вибрационное воздействие может производиться дополнительно после укладки не менее одной трети верхнего слоя из конструкционного бетона.
Все это повышает монолитность изготавливаемого ТСИ за счет повышения однородности структуры в зонах границ раздела слоев.
Дополнительное повышение монолитности изделия может быть достигнуто за счет того, что значения частот колебаний, которыми воздействуют с противоположных сторон изделия, находятся в соотношении 0,38-0,62. В таком случае, на теплоизоляционный слой воздействуют колебания двух частот, находящихся в указанном соотношении, что эквивалентно повышению интенсивности вибровоздействия в области этого слоя. При этом наиболее эффективно за общее время вибровоздействия периодически менять местами стороны с более высокой и более низкой частотой вибровоздействия. Однако при такой перемене происходит смещение положения минимума интенсивности колебаний в толще изделия. Этот недостаток можно исключить, если периоды вибровоздействий выбрать таким образом, чтобы среднее за общее время вибровоздействия положение минимума интенсивности колебаний оставалось в пределах теплоизоляционного слоя. Еще больший эффект достигается, если в течение времени вибровоздействия осуществлять периодические изменения значения одной из частот вибровоздействия на 10-12% или значений обеих частот вибровоздействия в противоположных направлениях на 5-6% от их начальных значений. Наиболее эффективно значение более высокой частоты изменять в сторону его увеличения, а значение более низкой - в сторону уменьшения. Это позволит исключить возможность образования областей переуплотнения и недоуплотнения в случае синфазности колебаний, возбуждаемых виброприводами 8 и 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2168410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2430833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ | 2000 |
|
RU2192524C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ МНОГОСЛОЙНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ | 2010 |
|
RU2434742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ МНОГОСЛОЙНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ | 2010 |
|
RU2440892C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСУЩИХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2016 |
|
RU2643055C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ ЯЧЕИСТОГО БЕТОНА И ОПАЛУБКА ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2005 |
|
RU2302943C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ СТРОИТЕЛЬНОЙ ПАНЕЛИ | 2005 |
|
RU2307902C1 |
| Способ формирования контактных слоев многослойных ограждающих конструкций | 2020 |
|
RU2756477C1 |
| Способ формирования контактных слоев многослойных ограждающих конструкций | 2021 |
|
RU2756479C1 |
Изобретение относится к строительству, а именно к технологии изготовления трехслойных строительных изделий. Технический результат - повышение монолитности изготавливаемого изделия путем увеличения несущей способности как отдельных слоев, так и изделия в целом. Способ включает последовательную укладку в форму бетонных смесей для слоев из конструкционных бетонов и теплоизоляционного слоя и их виброформование. Вибровоздействие осуществляют одновременно с двух противоположных сторон изделия плоскими волнами, направленными под углом 85-95o к противоположной от источника вибровоздействия границе слоя, с отношением интенсивностей воздействия, пропорциональным отношению средних значений толщин контактирующих с источниками вибровоздействия слоев. 7 з.п. ф-лы, 1 ил.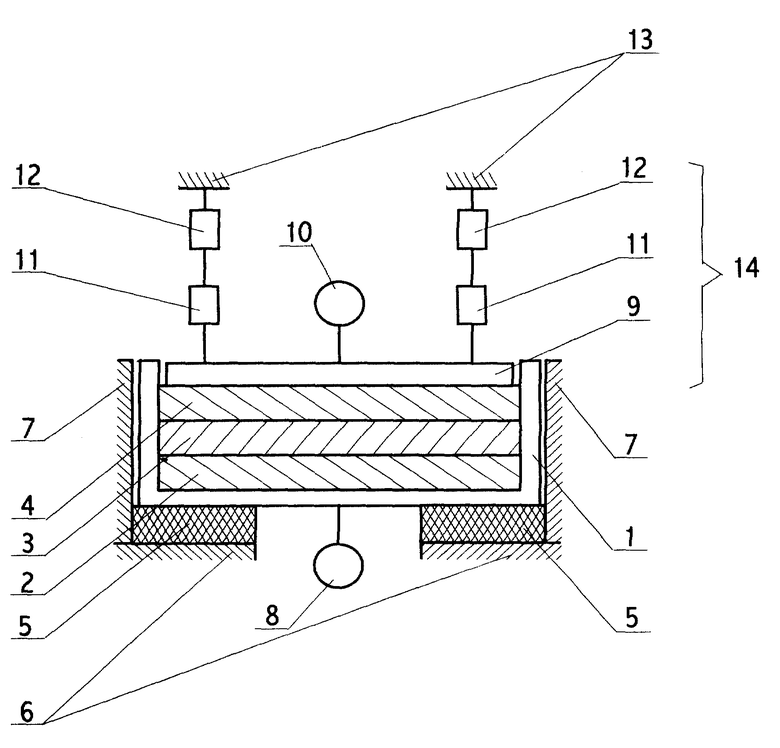
fн = fт • (1 - Kи),
где fт - предварительно определенное, оптимальное для выбранного состава смеси теплоизоляционного слоя, значение частоты вибровоздействия;
Kи - эмпирический коэффициент интенсивности вибровоздействия, значения которого могут находиться в диапазоне значений от 0,64 до 0,72.
| Способ изготовления слоистых конструкций | 1989 |
|
SU1712188A1 |
| Способ уплотнения жестких бетонных смесей | 1984 |
|
SU1206094A1 |
| Способ уплотнения бетонных смесей | 1983 |
|
SU1189683A1 |
| Способ формования трехслойных железобетонных изделий | 1984 |
|
SU1298099A1 |
| МОРОЗОВ М.К | |||
| Механическое оборудование заводов сборного железобетона | |||
| - Киев: Вища школа, 1986, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| ГЕРБИЦИДНАЯ КОМПОЗИЦИЯ, СПОСОБ БОРЬБЫ С СОРНЫМИ И ТРАВЯНИСТЫМИ РАСТЕНИЯМИ | 2000 |
|
RU2262846C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТИРИСТОРНО-КОНДЕНСАТОРНЫМИ СУММАТОРАМИ ТОКА ЭЛЕКТРОДОВ МАГНИТОГИДРОДИНАМИЧЕСКОГО ГЕНЕРАТОРА | 1988 |
|
SU1584701A1 |

