Изобретение относится к области электротехники, а именно к низковольтному аппаратостроению, и может быть использовано при изготовлении деталей электрических аппаратов, в частности при приварке серебросодержащих накладок подвижных мостиковых контактов контакторов и пускателей.
Наиболее близким к изобретению по своей сущности и достигаемому результату является приспособление для изготовления деталей электрических аппаратов (см., например, DE 2701230 В2, 03.04.1980 г.).
Недостатком известного решения является недостаточная точность изготовления и надежность фиксации соединяемых деталей аппарата, а также невысокая производительность труда.
Задачей настоящего изобретения является удобство производства сварочных работ при одновременном обеспечении точности и надежности фиксации свариваемых деталей, а также повышение производительности труда.
Поставленная задача решается за счет использования приспособления для изготовления деталей электрических аппаратов, характеризующееся тем, что оно выполнено в виде имеющей переменную толщину по длине прямоугольной в плане рамки из термостойкого материала с продольным переменной глубины по длине пазом под контактный мостик аппарата и центральным рабочим вырезом в донной части паза на одном конце рамки под подлежащую электроконтактному прикреплению к контактному мостику аппарата накладку из металла или сплава высокой токопроводимости, причем рабочий вырез выполнен с конфигурацией и размерами, соответствующими конфигурации и размерам накладки, а паз на конце рамки, удаленном от рабочего выреза, выполнен большей глубины, чем на остальной длине рамки с образованием уступа, причем рамка в зоне расположения участка паза большей глубины имеет толщину, превышающую толщину рамки на участке расположения рабочего выреза, при этом толщина донной части паза в зоне расположения рабочего выреза не превышает толщины накладки, а высота стенок паза по крайней мере в зоне расположения рабочего выреза не превышает высоты продольных стенок контактного мостика. При этом участки рамки разной толщины могут быть сопряжены наклонной поверхностью.
Указанная совокупность существенных признаков обеспечивает получение технического результата, выражающегося в удобстве сварки при одновременном повышении точности и надежности фиксации свариваемых деталей и повышении производительности труда.
Сущность изобретения поясняется чертежами, где на фиг. 1 изображено приспособление для фиксации свариваемых деталей, вид сбоку;
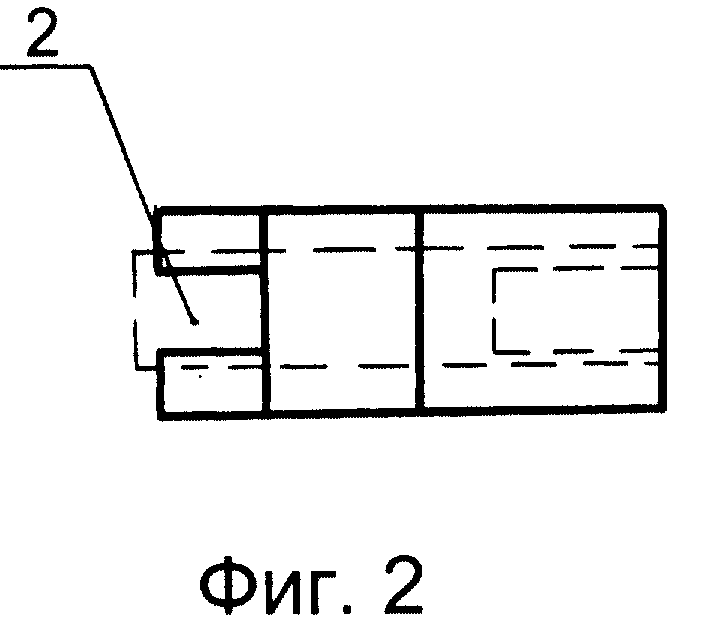
на фиг. 2 - то же, в плане;
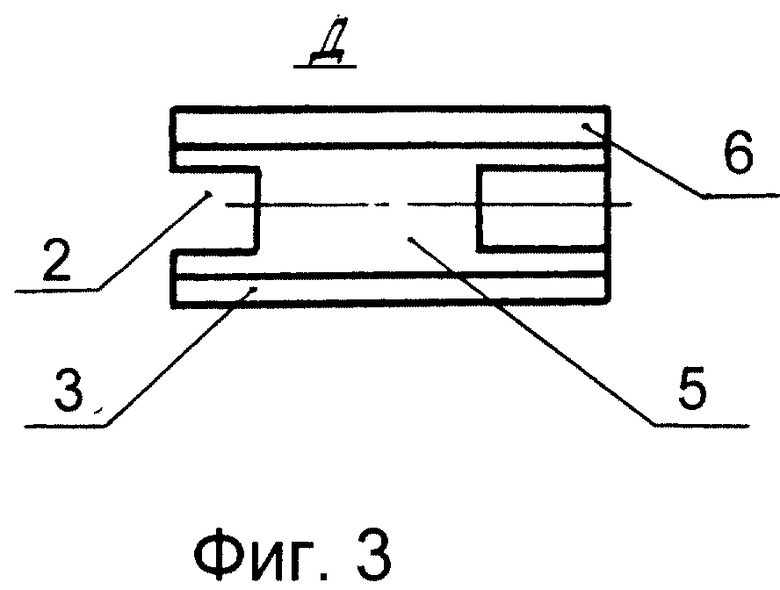
на фиг. 3 - вид по стрелке Д на фиг. 1;
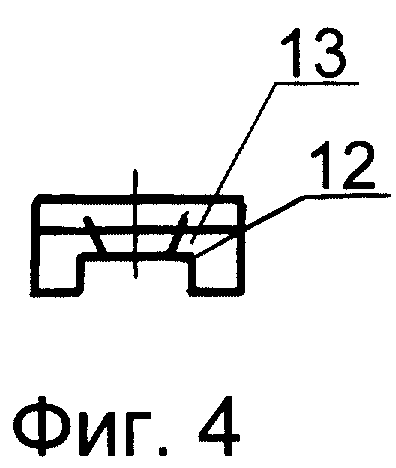
на фиг. 4 - приспособление, вид с торца;
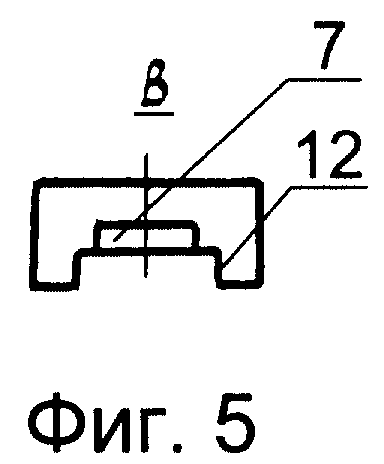
на фиг. 5 - вид по стрелке В на фиг. 1;
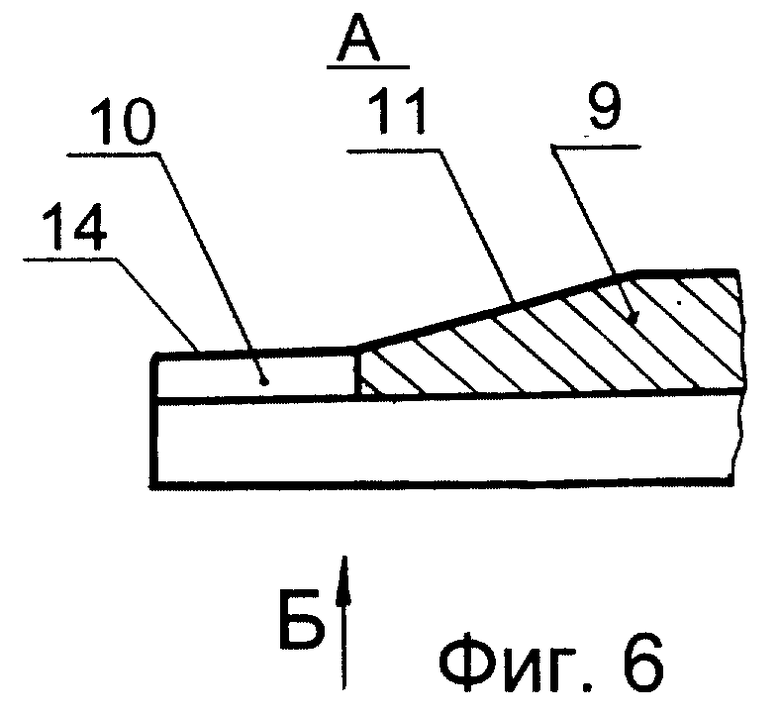
на фиг. 6 - узел А на фиг. 1;
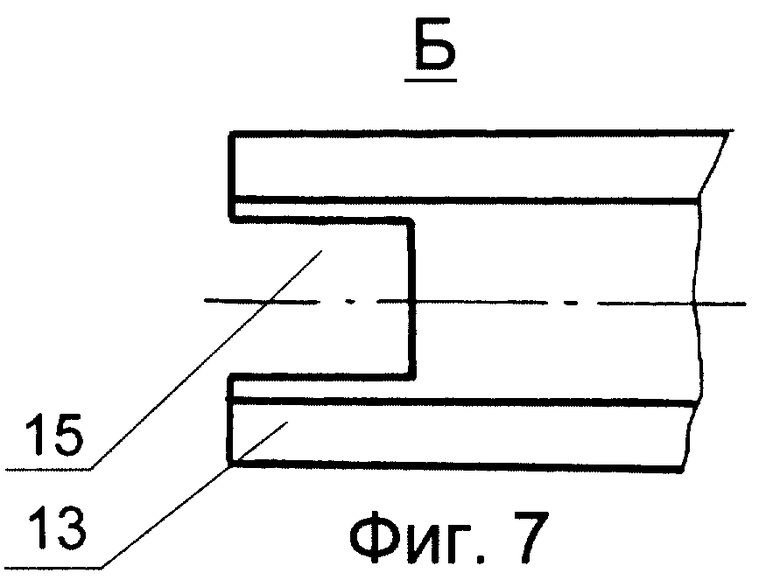
на фиг. 7 - вид по стрелке Б на фиг. 6.
Приспособление для изготовления деталей электрических аппаратов, в частности подвижных мостиковых контактов электромагнитного коммутационного аппарата при электроконтактном прикреплении к ним накладок из металла или сплава высокой токопроводимости, в частности серебросодержащих, выполнено в виде имеющей переменную толщину и прямоугольную в плане рамку 1 с центральным рабочим вырезом 2. Конфигурация выреза 2 и его размеры соответствуют конфигурации и размерам привариваемой серебросодержащей накладки. Вырез 2 выполнен с одного конца 3 рамки 1 в донной части 4 образованного в рамке продольного паза 5 переменной глубины под контактный мостик. Паз 5 на конце 6 рамки 1, удаленном от конца 3 ее, выполнен углубленным с образованием уступа 8. В зоне расположения углубленной части 7 паза 5 участок 9 рамки 1 имеет толщину, превышающую толщину рамки 1 на участке 10 расположения рабочего выреза 2 и сопряжен с этим участком наклонной поверхностью 11. Толщина донной части паза 5 в зоне расположения рабочего выреза 2 не превышает толщины серебросодержащей накладки, а высота стенок 12 паза 5 по крайней мере в зоне расположения рабочего выреза 2 не превышает высоты продольных стенок контактного мостика.
Приспособление используют следующим образом.
В продольный паз 5 вставляют контактный мостик с вставленной в него медной пластиной (на чертежах не показано), а в рабочем вырезе размещают серебросодержащую накладку (на чертежах не показано) и производят приваривание накладки к контактному мостику, после чего мостик извлекают из приспособления, поворачивают и повторно вставляют этот мостик в продольный паз другим концом, располагая приваренную накладку в углубленной части паза, а в рабочий вырез вставляют вторую накладку и производят ее приваривание к другому концу мостика, после чего мостик с приваренными к нему двумя накладками извлекают из приспособления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМОНТАЖНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2170656C1 |
| ЭЛЕКТРОМОНТАЖНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2170657C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170982C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170986C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170983C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170984C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170985C1 |
| УЗЕЛ КОНТАКТНЫХ ТРАВЕРС ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170973C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2004 |
|
RU2294574C2 |
Изобретение относится к электротехнике, а именно к низковольтному аппаратостроению, и может быть использовано при изготовлении деталей электрических аппаратов, в частности при приварке серебросодержащих накладок подвижных мостиковых контактов контакторов и пускателей. Приспособление для изготовления деталей электрических аппаратов выполнено в виде имеющей переменную толщину по длине прямоугольной в плане рамки из термостойкого материала с продольным переменной глубины по длине пазом под контактный мостик аппарата и центральным рабочим вырезом в донной части паза на одном конце рамки под подлежащую электроконтактному прикреплению к контактному мостику аппарата накладку из металла или сплава высокой токопроводимости. Рабочий вырез выполнен с конфигурацией и размерами, соответствующими конфигурации и размерам накладки, а паз на конце рамки, удаленном от рабочего выреза, выполнен большей глубины, чем на остальной длине рамки с образованием уступа. Рамка в зоне расположения участка паза большей глубины имеет толщину, превышающую толщину рамки на участке расположения рабочего выреза, при этом толщина донной части паза в зоне расположения рабочего выреза не превышает толщины накладки, а высота стенок паза по крайней мере в зоне расположения рабочего выреза не превышает высоты продольных стенок контактного мостика. Технический результат, обеспечиваемый изобретением, состоит в удобстве производства сварки при одновременном повышении точности и надежности фиксации свариваемых деталей и повышении производительности труда 1 з.п.ф-лы, 7 ил.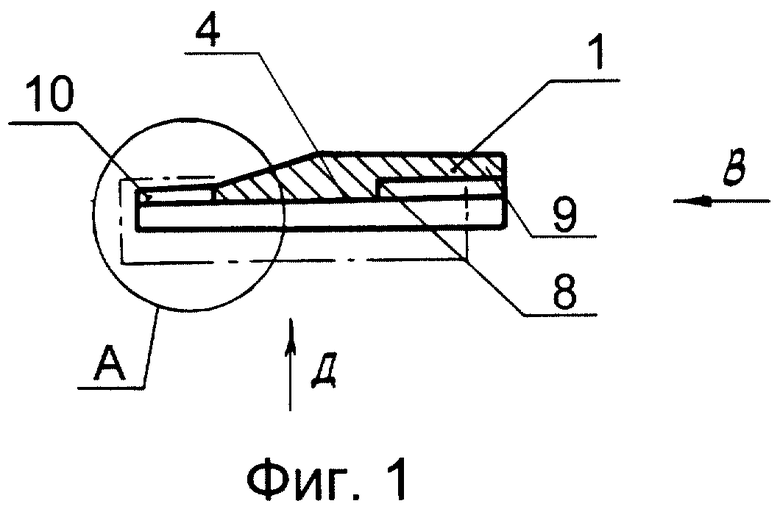
| УСТРОЙСТВО И СПОСОБ РАЗДЕЛЕНИЯ И ИЗВЛЕЧЕНИЯ КОМПОНЕНТОВ СПЛАВА, В ЧАСТНОСТИ СПЛАВА БЛАГОРОДНЫХ МЕТАЛЛОВ | 2016 |
|
RU2701230C2 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1983 |
|
SU1094084A1 |
| Загрузочное устройство | 1979 |
|
SU872194A1 |
| КОНТАКТНОЕ УСТРОЙСТВО | 0 |
|
SU332510A1 |
| Контактная система мостикового типа | 1986 |
|
SU1367057A1 |
| GB 1353309 A, 15.05.1974 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВОВ "КИЛЬКА ОБЖАРЕННАЯ С ОВОЩАМИ В ТОМАТНОМ СОУСЕ" | 2013 |
|
RU2502391C1 |

