1
Изобретение относится к деревообрабатывающей промьшшенности и может быть использовано при изготовлении декоративных элементов мебели из древесины и древесных материалов методом термопрессования.
Цель изобретения- - повьшение производительности устройства и качества деталей.
На фиг.1 изображено устройство для увлажнения и термопрессования декоративных мебельных деталей, общий вид; на фиг.2 - полая трубка узла налива с форсункой.
Устройство для увлажнения и тер- мопрессования декоративных мебельных деталей включает пресс с подвижной 1 и неподвижной 2 плитами, узел налива с полой трубкой 3 и форсунками 4 и узлы перемещения полой трубки и дозировки увлажняющей жидкости. С целью повьшения производительности и качества деталей 5 .узел налива жестко смонтирован на одной из боковьк кромок 6 неподвижной плиты 2 пресса, узел перемещения полой трубки выполнен в виде расположенных взаимно перпендикулярно и взаимодействующих друг с другом горизонтального 7 и вертикального 8 зубчато-реечных механизмов, причем горизонтальный реечйый механизм 7 жестко смонтирован на боковой кромке 6 неподвижной плиты 2 пресса со стороны узла налива, а вертикальный реечный механизм 8 жестко соединен с одной из продольных кромок 9 подвижной плиты 1 пресса, узел дозировки увлажняющей жид- кости выполнен в виде гидроцилиндра 10 с впускным 11 и выпускным 12 клапанами и поршнем 13 со штоком 14 при этом шток 14 жестко соединен с подвижной плитой 1 пресса, а выпускной клапан 2 связан с полой трубкой 3 посредством шланга 15. Шток 14 гидроцилиндра 10 подпружинен относительно подвижной плиты 1 пресса и соединен с ней с помощью винтовой пары 16,
892
На неподвижной плите пресса установлена матрица 17.
Устройство работает след тощим образом.
При размыкании пластин пресса гид- роцилиндр 1U через впускной клапан 11 заполняется увлажняющей ждц- костью, причем, количество заполняемой жидкости дозируется изменением длины штока 14 винтовой парой Ij6. Заготовки 5 помещают В матрицу 17. При смыкании пластин 1 и 2 пресса одновременно приводится в действие узел перемещения полой трубки 3 с форсунками 4 и узел дозировки увлажня1сяцей жидкости. Перемещение полой трубки 3 осуществляется от верхней пластины i пресса через расположенные взаимно перпендикулярно и взаимодействующие друг с другом горизонтальный 7 ивертикальный 8 зубчато-реечные механизмы. Происходит перемещение полой трубки 3 параллельно заготовкам З.Одновременно из гидроцилиндра 1.0 через впускной клапан 12 при помощи штока 14 начинает вытесняться увлажняющая жидкость, которая по шлангу 15 поступает в трубку 3 и через форсунки.4 равномерно смачивает поверхность заготовок непосредственно перед процессом термопрессования. Когда пластины 1 и 2 пресса сомкнутся полая трубка 3 будет находиться вне пресса. Происходит процесс термопрессования. При размыкании пластин 1 и 2 происходит возврат трубки 3 в исходное положение и заполняется гвдроципиндр 10 увлажняющей жидкостью,
Изобретение обеспечивает повыше™ ние производительности устройства за счет совмещения устройств увлаяснения и термопрессования. Кроме того, повышается качество декоратив-
ных мебельных деталей, так как на термопрессование поступают только что увлажненные детали.
Годовой экономический эффект от внедрения изобретения составит
9150 р. на 1 пресс.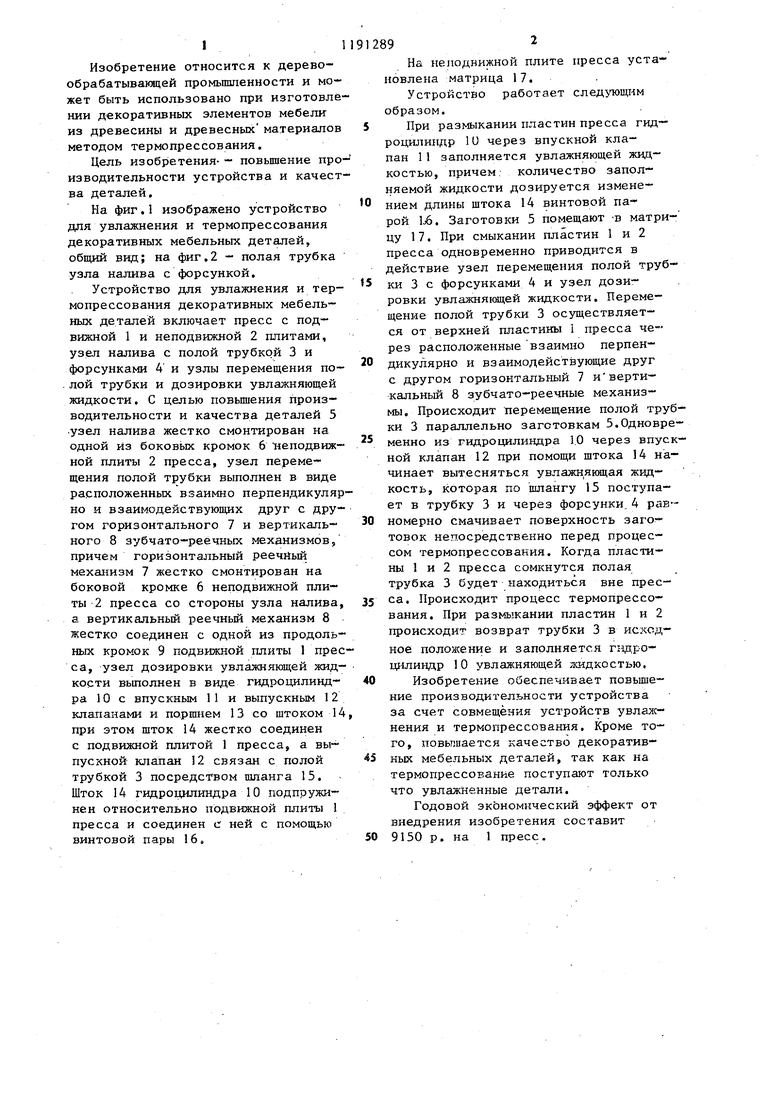
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Устройство для перемещения металлических деталей | 1981 |
|
SU1003977A1 |
| Устройство для получения композиций смешением | 1986 |
|
SU1397290A1 |
| Механизм смыкания пресс-формы литьевой машины | 1981 |
|
SU1004138A1 |
| Устройство к прессу простого действия для крепления сменного инструмента | 1980 |
|
SU927376A1 |
| ГЛАДИЛЬНАЯ МАШИНА | 1998 |
|
RU2143020C1 |
| Способ получения декоративного материала | 1990 |
|
SU1729825A1 |
| Установка для абразивоструйной обработки изделий | 1989 |
|
SU1717325A1 |
| Устройство для гидроформовки полых заготовок | 1983 |
|
SU1134261A1 |
| Машина для литья под давлением | 1984 |
|
SU1266651A1 |
1. УСТРОЙСТВО ДЛЯ УВЛАЖНЕНИЯ И ТЕРМОПРЕССОБАНИЯ ДЕКОРАТИВНЫХ МЕБЕЛЬНЫХ ДЕТАЛЕЙ, включающее пресс с подвижной и неподвижной плитами, узел налива с полой трубкой и форсунками и узлы перемещения полой трубки и дозировки увлажняющей жидкости, отличающееся тем, что,с целью повышения производительности и качества деталей, узел налива жестко смонтирован на одной из боковых кромок неподвижной плиты пресса, узел перемещения полой трубки выполнен в виде расположенных взаимно перпендикулярно и взаимодействующихдруг с другом горизонтального и вертикального зубчато-реечных механизмов, причем горизонтальный реечный механизм жестко смонтирован на боковой кромке неподвижной плиты пресса со стороны узла налива, а вертикальный реечный механизм жестко соединен г одной из продольных кромок подвижной плиты пресса, узел дозировки увлажняющей жидкости вьтолнен в виде гидроцилин,цра с впускным и вьтускным клапанами и поршнем со штоком, (Л причем шток жестко соединен с подвижной плитой пресса, а выпускной клапан связан с полой трубкой посредством шланга. 2. Устройство по п.1, отличающееся тем, что щток гидроцилиндра подпружинен относительно подвижной плиты пресса и соединен с ней с помощью винтовой пары,
| Бухтияров В.П | |||
| Оборудование для отделки изделий из древесины.М.: Лесная промышленность, 1978, с.87. |
