Изобретение относится к механизированному путевому инструменту, а именно к переносным станкам для сверления и одновременного упрочнения отверстий (за счет режимов резания) под стыковые болты и рельсовые соединители в нетермоупрочненных и объемно-закаленных рельсах типа P50, P65, P75, а также двухстороннего снятия фасок в просверленных отверстиях рельса при текущем содержании и ремонтах железнодорожного пути.
Увеличение силового воздействия подвижного состава на путь, усложнение условий его эксплуатации и недостаточный уровень его содержания увеличили выход дорогостоящих рельсов из строя по дефектам стыковой зоны. Основную долю (47%) стыковых дефектов составляют усталостные трещины от болтовых отверстий (дефект 53.1). Трещины образуются в результате концентрации напряжений на внутренней поверхности и кромках отверстий. Возникновению и развитию трещин в большей мере способствуют ярко выраженный знакопеременный характер напряжений, возникающих при проходе подвижного состава и изменяющихся по циклу, близкому к симметричному. Опасность указанных трещин заключается в том, что их трудно обнаружить визуально (упомянутая зона закрыта накладками), а также современными дефектоскопными средствами. Наличие неконтролируемых трещин может привести к внезапному излому рельса под поездом и сходу подвижного состава. В этой связи крайне важно уменьшить повреждаемость рельсов таким дефектом. Учитывая, что стоимость рельсов в стоимости ремонтов пути доходит до 60%, становится очевидной высокая экономическая эффективность устранения дефекта 53.1. Всероссийским научно-исследовательским институтом железнодорожного транспорта (ВНИИЖТ), на протяжении ряда лет ведущим работы по предотвращению образования усталостных трещин от болтовых отверстий, установлено, что наиболее эффективными являются методы поверхностного пластического деформирования металла в зоне болтовых отверстий. Известные устройства для реализации этих методов обладают существенными недостатками:
установка "Импульс-М" для индукционно-динамического упрочнения болтовых отверстий в полевых условиях (предприятие-изготовитель "Таврида-Электрик", Москва-Севастополь) имеет высокую массу (50 кг) и стоимость, увеличивает предел выносливости при обработке отверстий в нетермоупрочненных рельсах;
установка прессовая с радиусными пуансонами (предприятие-изготовитель АООТ "Калужский завод транспортного машиностроения" - КЗТМ) требует высоких рабочих сил порядка 600-700 кН.
Одним из эффективных направлений повышения прочности в металлообработке является создание рабочих поверхностей с оптимальными для определенных условий эксплуатации параметрами, полученными в самом процессе резания-сверления отверстий в рельсах. Дело в том, что процесс резания металлов является сложным комплексом механических, тепловых, электрических, диффузионных и других явлений, которые сопровождают взаимодействие инструмента - сверла с обрабатываемым материалом рельса в условиях больших контактных давлений, высоких температур и интенсивного охлаждения. При этом на работу пластической деформации материалов рельса приходится более 90% затрачиваемой энергии во всем энергетическом балансе процесса резания. От этой пластической деформации зависят режим, контактные силы, точность и качество поверхности обрабатываемого отверстия. Одновременно с упрочнением поверхностного слоя в металле под влиянием нагрева зоны резания протекает разупрочнение, возвращающее металл в его исходное ненаклепанное состояние. Поэтому конечное состояние металла определяется соотношением скоростей протекания процессов упрочнения (наклепа) и разупрочнения, зависящим от преобладания действия в зоне резания силового или теплового факторов. Установлено, что на эффективность упрочнения металла в зоне отверстия (при фиксированных исходном качестве материала и переднем угле сверла, равном 0o) в первую очередь существенно влияют скорость резания (при фиксированном диаметре сверла - частота его вращения) и подача сверла. Экспериментально установлено, что при сверлении отверстий в незакаленных и закаленных рельсах оптимальное сочетание высокой стойкости сверл и качества поверхности отверстий (эффективность упрочнения которого оценивается по величине пределов выносливости, определяемых по методу Локати - методу ступенчатого нагружения при испытаниях на циклический изгиб) имеет место примерно при скорости резания 50±1 м/мин (частоте вращения сверла 440-560 об/мин) и подаче 0,06-0,04 мм/об., при этом имеют место благоприятные наклеп и фазовые превращения металла.
В настоящее время известен станок рельсосверлильный переносный (СТР-1) [1] , включающий привод шпинедля с инструментом в корпусе с зубчатым механизмом вращения и с зубчато-кулачковым механизмом подачи шпинделя, а также винтовой рельсовый упор-захват с прижимом и со сменными контактными элементами-шаблонами, очертания которых с противоположных сторон соответствуют очертаниям разных железнодорожных рельсов и которые установлены со стороны шпинделя. Зубчатые колеса механизмов вращения и подачи шпнделя с инструментом станка выполнены с соотношениями диаметров dwi делительных окружностей, пропорциональными частоте вращения вала двигателя и ходу шпинделя, при которых частота вращения шпинделя с инструментом составляет 270 об/мин, а подача - 0,06 мм/об. Инструмент станка выполнен в виде сменных сверл и рельсовых фаскосъемников.
Недостатком известного станка является его недостаточная эффективность, обусловленная малым улучшением качества металла в зоне образуемого отверстия, невысокой производительностью, большой массой. Так, после сверления отверстий предел выносливости составляет в нетермоупрочненных рельсах около 300 МПа. Дополнительная обработка кромок фаскосъемником увеличивает предел выносливости до 330 МПа. После сверления отверстий в объемно-закаленных рельсах предел выносливости составляет примерно 340 МПа; после дополнительной обработки кромок фаскосъемником предел выносливости увеличивается до 370-380 МПа. Продолжительность обработки одного отверстия со снятием кромок велика и намного больше 6 мин. Масса станка также велика и составляет 55 кг.
Наиболее близким по технической сущности к заявляемому устройству является выбранный в качестве прототипа станок рельсосверлильный переносный (СТР-2) [2] . Этот станок включает в себя корпус с приводом полого шпинделя (с инструментом) с зубчатым механизмом вращения и зубчатым и кулачковым механизмом подачи шпинделя, а также винтовой рельсовый упор-захват с прижимом и со сменными контактными элементами-шаблонами, очертания которых с противоположных сторон соответствуют очертаниям разных рельсов и которые установлены со стороны шпинделя. Зубчатые механизмы вращения и подачи включают в себя коробку скоростей и коническую зубчатую передачу. Вращение с предпоследнего вала привода передается на шпиндель станка - цилиндрической зубчатой передачей, на кулачок кулачкового устройства подачи - другой цилиндрической зубчатой передачей. Зубчатые колеса механизмов вращения и подачи шпинделя выполнены с соотношениями диаметров dwi делительных окружностей, пропорциональными частоте вращения вала двигателя и ходу шпинделя, при которых частота вращения шпинделя с инструментом составляет 360 или 180 об/мин, а подача - 0,089 мм/об. Инструмент станка выполнен в виде сменных сверл, рельсовых фаскосъемников и рельсовых раскатников.
Однако и прототип не полностью избавлен от указанных выше недостатков. Так, после сверления отверстий в нетермоупрочненных рельсах предел выносливости металла составляет 318-320 МПа, а после дополнительной обработки кромок фаскосъемником - 345-350 МПа. После сверления отверстий в объемно-закаленных рельсах, дополнительной обработки кромок фаскосъеником и дополнительной обработки внутренней поверхности отверстий раскатником предел выносливости составляет более 370 МПа. Эти величины недостаточны для гарантированного исключения трещин в зоне болтовых отверстий. Продолжительность комплексной обработки одного отверстия в закаленном рельсе велика и превышает 6 мин. Масса станка составляет 50 кг, что также много.
Задачей, на решение которой направлено заявляемое техническое решение, является повышение эффективности работы за счет увеличения в ходе сверления предела выносливости металла в зоне образуемого отверстия до величины 325-360 МПа (нетермообработанные рельсы) и 390-430 МПа (объемно-закаленные рельсы), существенно уменьшающего вероятность возникновения трещин в зоне болтовых отверстий, уменьшения продолжительности обработки одного отверстия, повышения производительности и снижения массы станка путем улучшения строения и компоновки привода и станка в целом, оптимизации соотношений диаметров начальных окружностей колес зубчатых механизмов вращения и подачи шпинделя со сверлом, обеспечивающих указанные выше частоту вращения и подачу (440-560 об/мин и 0,06-0,04 мм/об.), при которых имеют место благоприятные наклеп и фазовые превращения металла рельса в зоне отверстий.
Поставленная задача решается за счет того, что станок рельсосверлильный переносный, включающий корпус с приводом полого шпинделя с инструментом, при этом привод выполнен с зубчатым механизмом передачи вращения и с двухступенчатым зубчатым и кулачковым механизмом подачи шпинделя, а также рельсовый упор-захват с прижимом и со сменными контактными элементами-шаблонами, очертания которых с противоположных сторон соответствуют очертаниям разных рельсов и которые выполнены с возможностью контакта с подошвами и головками рельсов со стороны шпинделя, входной вал привода имеет входное зубчатое колесо, отличается тем, что зубчатый механизм передачи вращения имеет паразитный ряд, входной вал привода одним своим концом оперт на подшипник в корпусе, другим концом, выполненным с резьбой, ввернут в резьбовое отверстие на торце вала двигателя привода, выходное и входное первой ступени зубчатые цилиндрические колеса механизма передачи вращения выполнены с диаметрами начальных окружностей dw3 и dw1, пропорциональными частоте вращения nд (об/мин) вала двигателя в соотношении dw3/dw1 = nд/(440-560), выходное зубчатое колесо первой ступени двухступенчатого механизма подачи шпинделя, установленное на промежуточном валу привода, соединено с регулируемой предохранительной муфтой, причем выходное и входное зубчатые цилиндрические колеса второй ступени двухступенчатого механизма подачи шпинделя выполнены с диаметрами начальных окружностей dw5 и dw4, пропорциональными частоте вращения nд вала двигателя, ходу H (мм) шпинделя и диаметром начальных окружностей входного dw1 и выходного dw2 зубчатых колес первой ступени механизма подачи шпинделя в соотношении dw5/dw4 = nд•(dw1/dw2)/[(440-560)•(1-(0,06-0,04)/H)] , кроме того, прижим рельсового упорa-захвата снабжен двумя симметричными относительно оси шпинделя контактными элементами-шаблонами, очертания которых с противоположных сторон соответствуют очертаниям разных рельсов, выполненными с возможностью контакта с подошвами и головками этих рельсов со стороны, противоположной шпинделю, и поперечной направляющей втулкой, сквозь которую пропущена штанга мерной линейки с фиксатором и упором, выполненным с возможностью контакта с торцом рельсa, кроме того, откидная рукоять прижима связана с винтом рельсового упорa-захвата байонетным устройством.
Новым в предложенном станке рельсосверлильном переносном является следующее:
новые элементы, введенные в устройство:
входной вал с зубчатой шестерней привода, раздельный от вала двигателя;
регулируемая предохранительная муфта кинематической цепи механизма подачи шпинделя;
два контактных элемента-шаблона, очертания которых с противоположных сторон соответствуют очертаниям разных рельсов;
поперечная направляющая втулка на прижиме, сквозь которую пропущена штанга мерной линейки с фиксатором и упором, выполненным с возможностью контакта с торцом рельса;
новые выполнения блоков, узлов и элементов:
выполнение вала двигателя с резьбовым отверстием на торце;
выполнение входного вала с зубчатой шестерней привода с одним опорным на подшипниках концом и с другим резьбовым концом;
новые качественные и количественные характеристики элементов, блоков и узлов:
выходное и входное зубчатые цилиндрические колеса механизма вращения шпинделя выполнены с диаметрами начальных окружностей dw3 и dw1, пропорциональными частоте вращения nд вала двигателя в соотношении dw3/dw1 = nд/(440-560);
выходное и входное зубчатые цилиндрические колеса второй ступени двухступенчатого механизма подачи шпинделя выполнены с диаметрами начальных окружностей dw5 и dw4, пропорциональными частоте вращения nд вала двигателя, ходу H шпинделя и диаметром начальных окружностей входного dw1 и выходного dw2 зубчатых колес первой ступени механизма подачи шпинделя в соотношении dw5/dw4 = nд•(dw1/dw2)/[500•(1-(0,06-0,04/•H)];
новые относительные расположения элементов, блоков и узлов и связи:
зубчатый механизм передачи вращения имеет паразитный ряд;
входной вал с зубчатой шестерней привода одним своим концом оперт на подшипник в корпусе, другим концом, выполненным с резьбой, ввернут в резьбовое отверстие на торце вала двигателя привода;
выходное зубчатое колесо первой ступени двухступенчатого механизма подачи шпинделя, установленное на промежуточном валу привода, соединено с регулируемой предохранительной муфтой;
два контактных элемента - шаблона размещены на прижиме симметрично относительно оси шпинделя и выполнены с возможностью контакта с подошвами и головками рельсов со стороны, противоположной шпинделю;
откидная рукоять прижима связана с винтом рельсового упора-захвата байонетным устройством.
Сравнение заявляемого устройства с другими техническими решениями показывает, что связь зубчатого колеса с валом регулируемой предохранительной муфтой известна. Однако применительно к сверлильным станкам эта связь имеет место либо в начале кинематической цепи до разветвления ее на цепь вращения и цепь подачи шпинделя, либо в кинематической цепи вращения шпинделя. В первом случае возникает неопределенность в работе привода, когда не представляется возможным отрегулировать муфту либо по предельному вращающему моменту, либо по предельной силе подачи, так как соответствующие моменты на муфте суммируются. Во втором случае работа привода происходит также не лучшим образом, т.к. муфта имеет различные (прямой и обратный) моменты сил срабатывания. Например, при левом кулачке подачи момент сил на шпинделе со сверлом Tс = Tв + Tп, где Tв - момент сил на выходном колесе вращения, Tп - то же, на выходном колесе подачи. При затуплении сверла Tп возрастает, а Tв уменьшается, меняет знак и происходит срабатывание предохранительной муфты (обратное направление). При этом из-за зазоров, особенностей технологии изготовления и пр. возможны относительно небольшие смещения полумуфт предохранительной муфты и в прямом направлении, что вызывает скачкообразное увеличение подачи и как следствие нестабильную работу станка. Поэтому при предложенном выполнении, когда выходное зубчатое колесо первой ступени двухступенчатого механизма подачи шпинделя, установленное на промежуточном валу привода, соединено с регулируемой предохранительной муфтой, т.е. связь зубчатого колеса с валом регулируемой предохранительной муфтой выполнена в кинематической цепи подачи шпинделя станка, в предложенной совокупности в сочетании с другими предложенными выполнениями, связями и пр. элементов, узлов и блоков станка проявляются новые свойства - реализуются наилучшие условия работы станка за счет простоты и точности регулирования муфты по предельной силе подачи, обусловленной затуплением сверла, определяемой допустимой мощностью двигателя. Известны также байонетные устройства связи деталей машин. Однако в конструкциях рельсовых упоров-захватов такие устройства не применяются. При предложенном выполнении, когда байонетное устройство связывает откидную рукоять прижима с винтом рельсового упора-захвата, в предложенной совокупности в сочетании с другими предложенными выполнениями, связями и пр. элементов, узлов и блоков станка проявляются новые свойства - реализуются возможность сверхбыстрого и простого разъединения станка и рельса на небольшую величину, например, при перестановке станка с одной позиции на другую. Другие отличительные признаки устройства неизвестны. Все изложенное выше позволяет сделать вывод о соответствии предложенного технического решения критерию "новизна".
Предлагаемое устройство имеет изобретательский уровень, так как нет доводов в пользу того, что для специалистов оно явным образом следует из уровня техники.
Организация-заявитель изготовила и успешно испытала опытный образец предлагаемого станка рельсосверлильного переносного. Она также изготовила установочную серию таких станков, которые успешно прошли испытания в производственных условиях (с оформлением соответствующих актов и протоколов). Испытания станка показали, что по сравнению с прототипом он работает эффективнее, обеспечивая в процессе сверления увеличение предела выносливости металла в зоне образуемого отверстия в 1,1-1,15 раза у нетермообработанных рельсов (до 325-360 МПа) и в 1,12-1,16 раза у объемно-закаленных рельсов (до 390-430 МПа), существенно уменьшая вероятность возникновения трещин в зоне болтовых отверстий в рельсе. Продолжительность обработки одного отверстия уменьшена в 1,33 раза (за счет исключения операции упрочняющей раскатки) и составляет 75 с на сверление с упрочнением и 75 с на снятие фасок с двух сторон. Производительность станка дополнительно повышена примерно в 1,15 раза за счет уменьшения времени на разметку и выверку местоположения станка при сверлении на одном рельсе нескольких отверстий, быстрого приведения упора-захвата в рабочее и нерабочее положение и пр. Масса станка уменьшена в 1,12 раза (45 кг) за счет улучшения строения и компоновки привода и всего станка в целом. Повышена также долговечность инструмента, уменьшена энергоемкость процесса и пр. (средняя наработка до отказа не менее 100 ч, срок службы станка не менее 5 лет).
Использование предложенного станка рельсосверлильного переносного в железнодорожном путевом и трамвайном хозяйстве, в метро и пр. дает экономический эффект, который на 01.07.99 г. может составить 2060000 руб. в год на одном станке. При реальной годовой программе их производства на КЗТМ до 500 штук экономия составит более 1000 млн. руб. в год. Таким образом, подтверждается промышленная применимость предложенного объекта и достоверность достижения задачи, на решение которой направлено изобретение.
В настоящее время разработан рабочий проект предложенного станка и налажено его серийное производство.
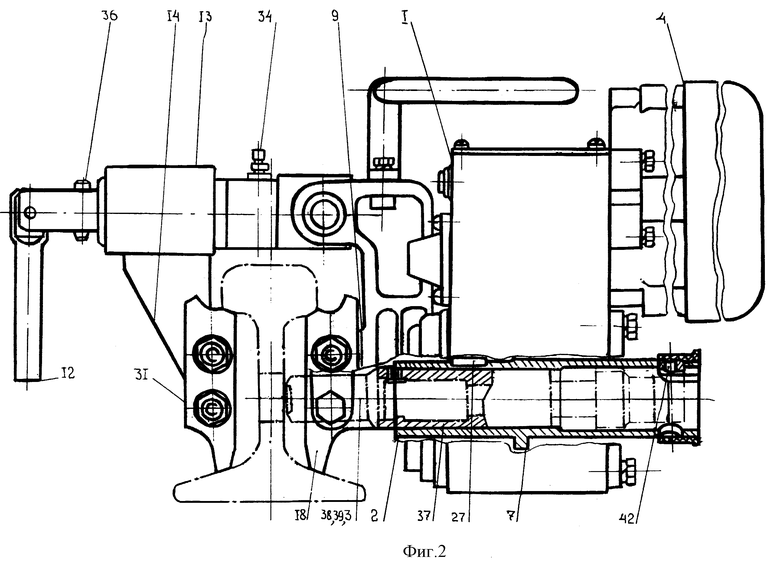
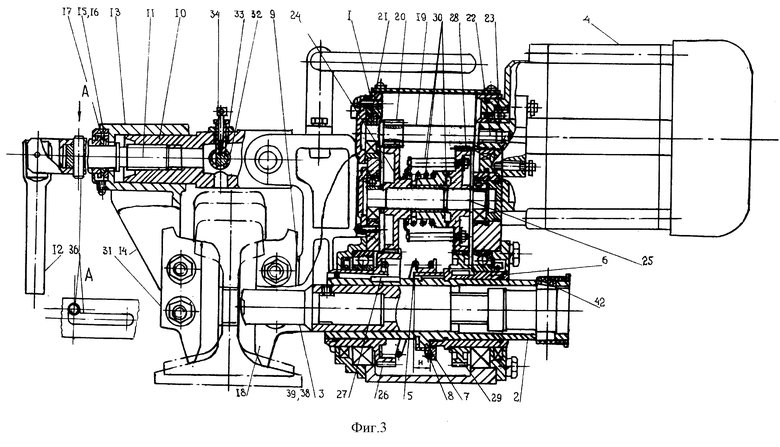
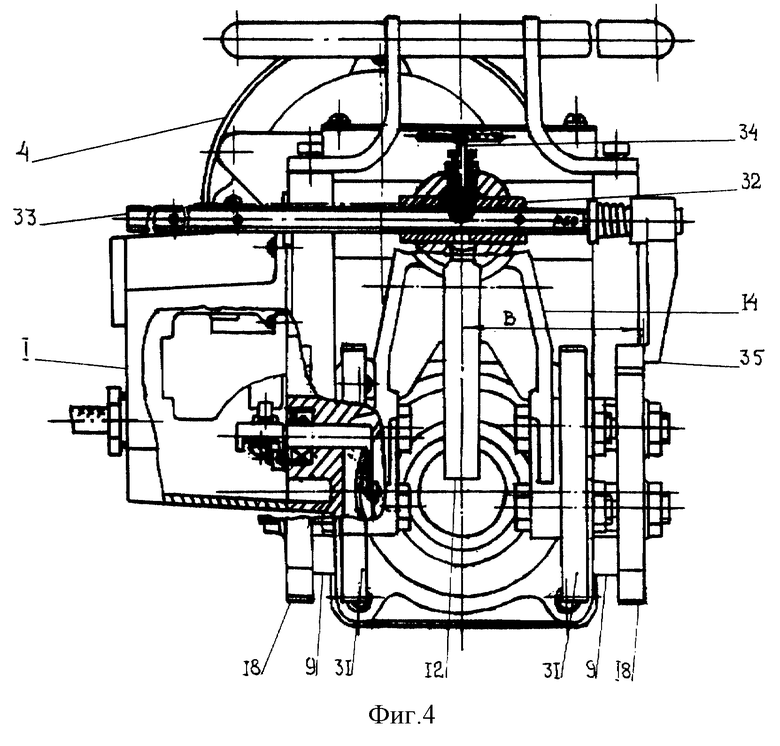
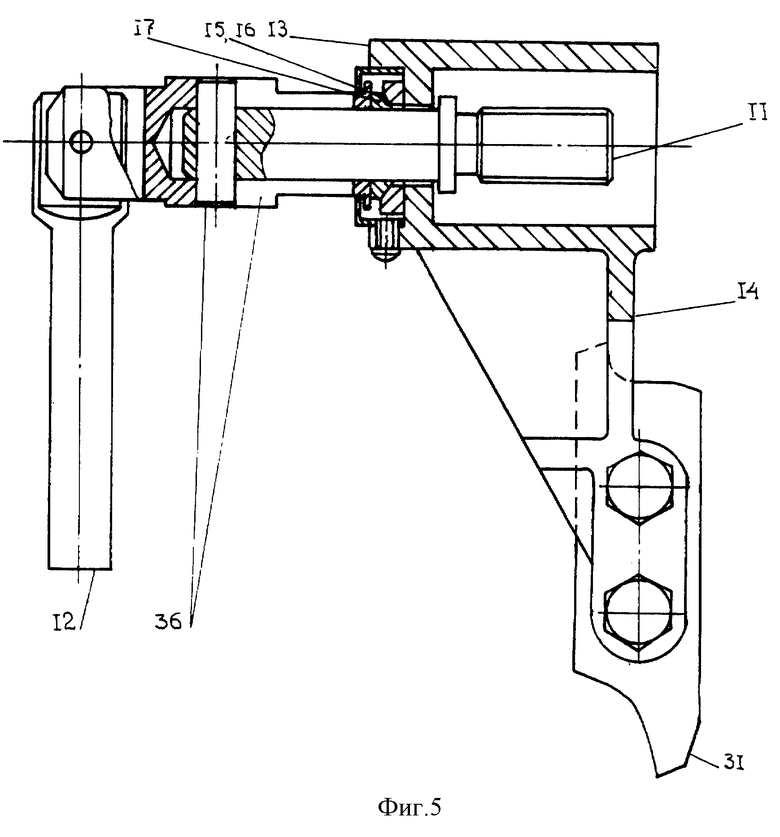
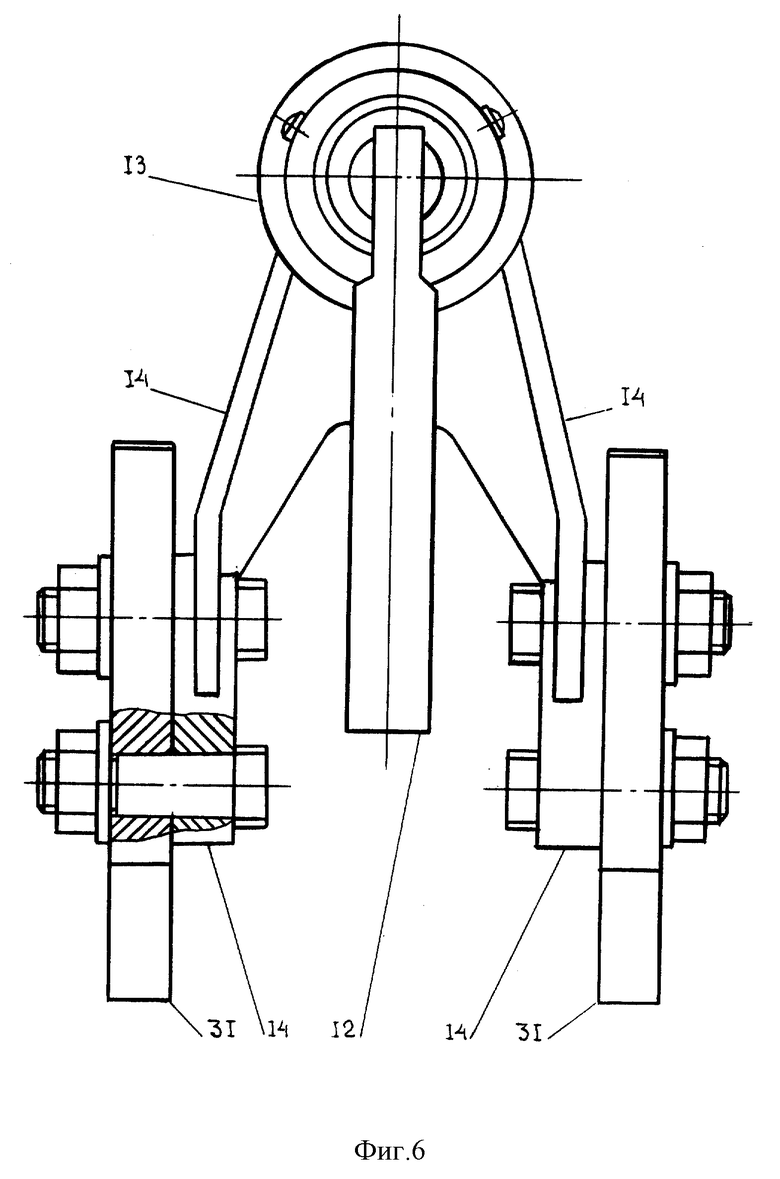
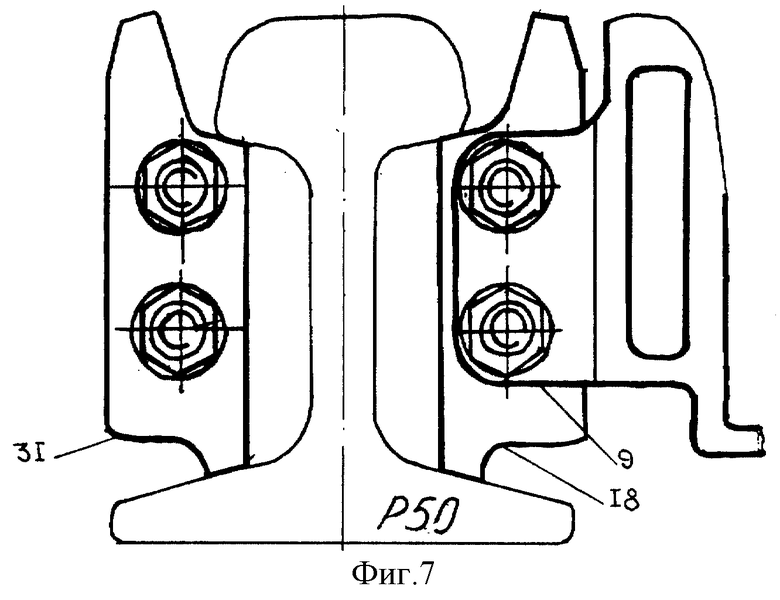
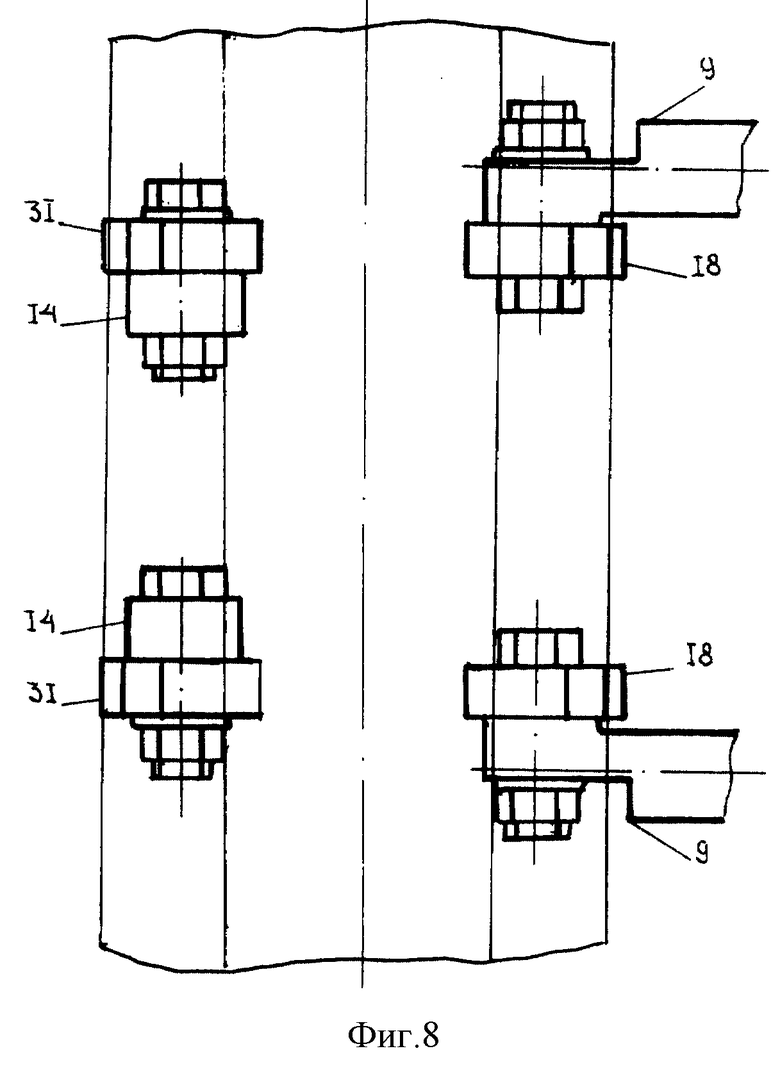
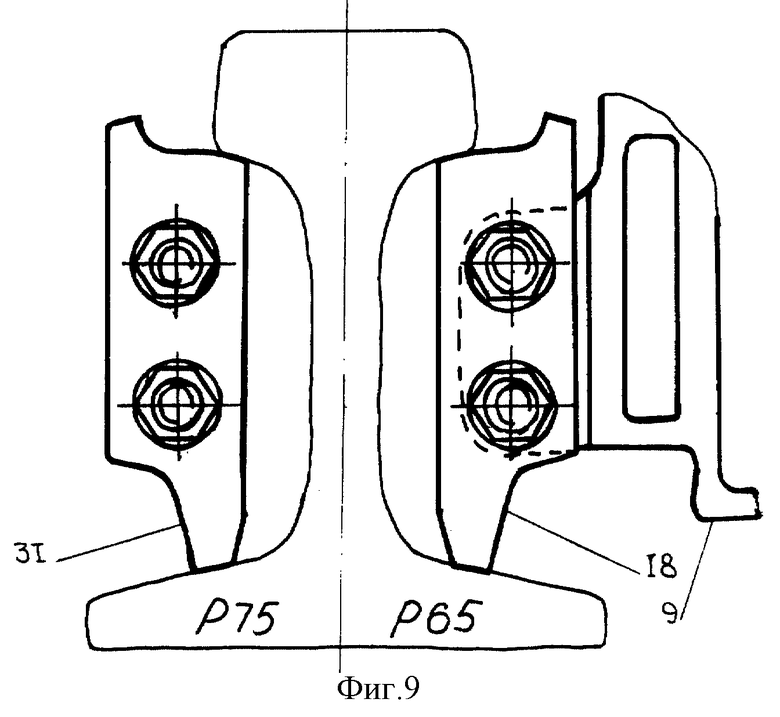
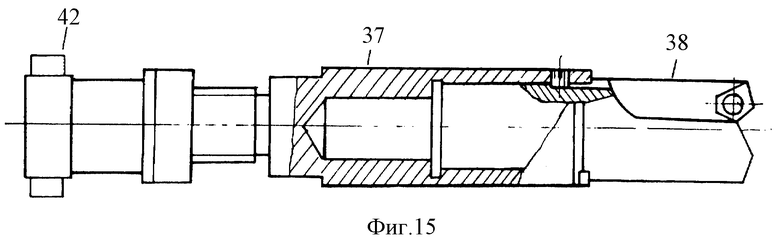
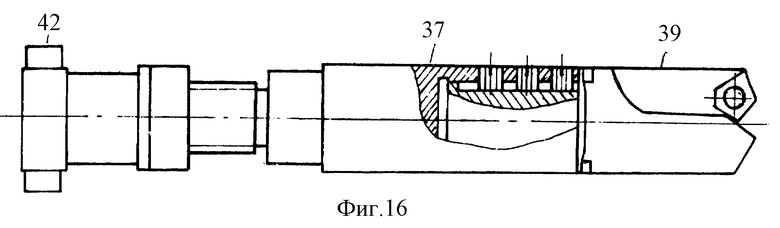
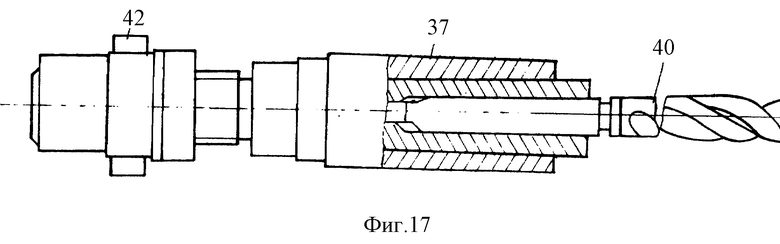
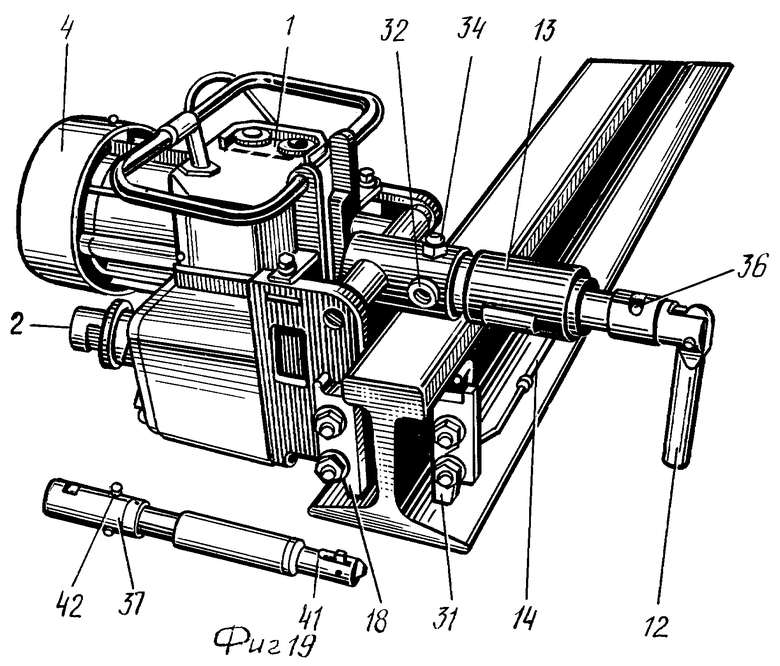
Предлагаемое техническое решение иллюстрируется структурными и конструктивными чертежами, где на фиг. 1 представлена структурная схема станка; на фиг. 2 - конструктивная схема станка, внешний вид сбоку с вырывом в зоне шпинделя; на фиг. 3 - то же, в разрезе; на фиг. 4 - то же, вид спереди с вырывами; на фиг. 5 - прижим станка в сборе, вид сбоку с вырывами; на фиг. 6 - то же, вид спереди; на фиг. 7 и 8 - установка станка элементами-шаблонами на рельсы Р50, вид сбоку и сверху; на фиг. 9 и 10 - то же, на рельсы Р65 или Р75; на фиг. 11 - конструктивная схема мерной линейки, вид сбоку; на фиг. 12, 13 и 14 - конструктивная схема штанги мерной линейки, вид сбоку, вид сверху, разрез; на фиг. 15, 16, 17 и 18 - конструктивные схемы с вырывами сверла с цилиндрической переходной втулкой, сверла с цилиндрической переходной втулкой Морзе, сверла с конической переходной втулкой и рельсового фаскосъемника с цилиндрической переходной втулкой; на фиг. 19 - станoк, вид спереди сверху наискосок.
Согласно предложению (фиг. 1-4, 19) станок рельсосверлильный переносный включает в себя корпус 1 с приводом полого шпинделя 2 с инструментом 3. Привод выполнен с двигателем 4 (в частности, электрическим), зубчатым паразитного ряда механизмом вращения и с двухступенчатым зубчатым и кулачковым механизмом подачи шпинделя. Кулачковый механизм выполнен "пространственным" с кулачковым 5 в виде наклонного (косого) цилиндрического выступа на поворотной относительно горизонтальной оси втулке 6, охватывающей полый шпиндель в его задней (удаленной от рельса) части. Толкатель 7, скрепленный со шпинделем, также выполнен в виде наклонного (косого) цилиндрического выступа с возможностью контакта с кулачком. Расстояние по горизонтали между средними точками контакта кулачка и толкателя над и под горизонтальной их осью вращения представляет собою ход H толкателя и шпинделя с инструментом. Толкатель подпружинен возвратной пружиной сжатия 8.
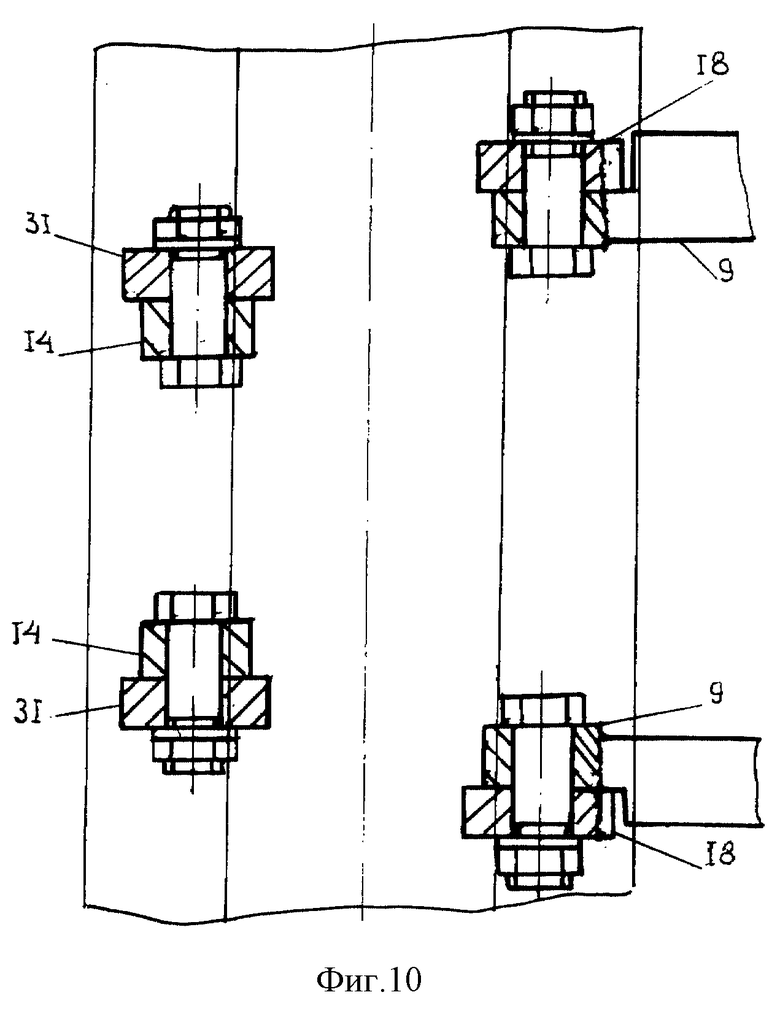
С корпусом станка скреплены элементы 9 рельсового упора-захвата (в частности, винтового типа с гайкой 10, винтом 11 и откидной рукоятью 12, связанной с этим винтом). Гайку 10 упорa-захвата с возможностью поворота относительно нее по горизонтальной оси охватывает элемент 13 корпуса прижима 14. Этот элемент снабжен скосами 15, выполненными с возможностью взаимодействия с аналогичными скосами 16 на элементе 17 винта 11. Элементы 9 упорa-захвата на корпусе снабжены парой сменных контактных элементов-шаблонов 18 (фиг. 7, 8-10), очертания которых с противоположных сторон соответствуют очертаниям разных рельсов. Эта пара элементов-шаблонов выполнена с маркировкой типа рельса. Эти элементы-шаблоны установлены на элементах 9 упора-захвата со стороны шпинделя симметрично относительно оси шпинделя, скреплены с этими элементами быстросъемными болтами и выполнены с возможностью изменения их положения на элементах 9 (разворота) и контакта с подошвами и головками рельсов со стороны шпинделя.
Входной вал 19 с зубчатой шестерней 20 (диаметр начальной окружности dw1) привода одним своим концом (по фиг. 1,3 - левым) оперт на подшипник (в частности, качения) 21 в корпусе. Другим своим концом (в частности, по фиг. 1,3 - правым), выполненным с резьбой 22, он ввернут в резьбовое отверстие 23 на торце вала двигателя привода. Направление резьбы выполнено согласованным с направлением вращения вала двигателя так, чтобы не возникало "развинчивание" резьбового соединения. Такое выполнение входного вала позволяет выполнить его длинным, чтобы разместить входную шестерню 20 и другие колеса передачи вращения на шпиндель как можно ближе к выходному (рабочему) торцу шпинделя с инструментом, и свести к минимуму длины участков шпинделя и других деталей станка, подверженных действию крутящего момента Tс. Это обстоятельство обусловливает повышение надежности и долговечности указанных деталей и всего станка в целом. Кроме того, при таком выполнении исключаются вредная статическая неопределенность системы "вал двигателя-входной вал 19", которая могла бы привести к затруднениям при сборке станка, к перекосам, деформациям и снижению долговечности. Статическая неопределенность при предложенном выполнении данного узла исключается возможностью небольших установочных смещений деталей за счет зазоров в резьбе.
Механизм (передача) вращения от двигателя на шпиндель с инструментом (соответствующая кинематическая цепь) выполнен паразитным по компоновке, состоящим из входной зубчатой шестерни 20 на входном валу 19, сцепленного с ней промежуточного (паразитного) зубчатого колеса 24 (диаметр начальной окружности dw2), свободно насаженного на промежуточный вал 25 привода и в свою очередь сцепленного с выходным зубчатым колесом 26 (диаметр начальной окружности dw3), скользящей шпонкой 27 соединенным со шпинделем.
Выходное зубчатое колесо 26 и входная шестерня 20 механизма паразитного ряда вращения шпинделя выполнены с диаметрами начальных окружностей dw3 и dw1, пропорциональными частоте вращения nд (в частности, например, nд = 2800 об/мин) вала двигателя в соотношении dw3/dw1 = nд/(440-560) (в частности, при nд = 2800 об/мин dw3/dw1 в среднем равно 5,6), при модуле колес, равном 1 мм, числе зубьев шестерни 20, равном 20, и числе зубьев колеса 26, равном в среднем 112, диаметры делительных окружностей dw1 = 20 мм и dw3 равно в среднем 112 мм. При таком выполнении колес механизма вращения обеспечивается оптимальная по критерию наибольшего упрочнения металла рельсов в зоне отверстия (как сырых, так и объемно-закаленных рельсов) частота вращения сверла, равная по экспериментальным данным ВНИИЖТа и КЗТМ 440-560 об/мин.
Механизм (передача) вращения от двигателя на толкатель кулачкового механизма подачи шпинделя с инструментом (механизм подачи), соответствующая кинематическая цепь, выполнен двухступенчатым, состоящим из входной шестерни 20, выходного зубчатого колеса 24 первой ступени (эта шестерня 20 и колесо 24, являющееся одновременно промежуточным паразитным зубчатым колесом механизма вращения шпинделя, составляют первую ступень), входного зубчатого колес 28 второй ступени, скрепленного с промежуточным валом привода, сцепленного с выходным зубчатым колесом 29 второй ступени, скрепленного с кулачком. Выходное зубчатое колесо первой ступени двухступеначатого зубчатого механизма подачи шпинделя, установленное на промежуточном валу привода, соединено с этим валом регулируемой предохранительной муфтой 30 (например, односторонней кулачковой муфтой сцепления, на фиг. 1 показанной условно). Такое выполнение соединения колеса 24 с валом 25 обеспечивает разъединение их друг с другом при превышении силы сопротивления подачи сверла при его затуплении (и соответствующего момента сил Тп) из-за затупления сверла и исключает поломку последнего и других деталей станка, перегрузку и повреждение двигателя. Существенным для предложенного выполнения рассматриваемого соединения является то, что оно обеспечивает точное регулирование и срабатывание муфты в нужный момент и исключает влияние на это сопротивления вращению сверла, которое при другом выполнении обусловливает существенные затруднения в регулировании и нестабильную работу станка.
Выходное и входное зубчатые цилиндрические колеса второй ступени двухступенчатого механизма подачи шпинделя выполнены с диаметрами начальных окружностей dw5 и dw4, пропорциональными частоте вращения nд вала двигателя, ходу H шпинделя с инструментом и диаметром начальных окружностей входного dw1 и выходного dw2 зубчатых колес первой ступени механизма подачи шпинделя в соотношении dw5/dw1 = nд • (dw1/dw2)/[500•(1-(0,06-0,04)/•H)] (например, при частоте вращения двигателя nд = 2800 об/мин, соотношении dw1/dw2 = 0,2 и ходе H = 25 мм dw5/dw4 = 1,12269-1,12179; при модуле колеса 24, равном 1 мм, числе его зубьев, равном 100, диаметр делительной окружности dw2 = 100 мм; межосевое расстояние a20,24 = 60 мм; межосевое расстояние a24,26 = 106 мм; при угле наклона зубьев колес 28 и 29, равном 11,326o, модуле этих колес, равном 2 мм, и числе зубьев, соответственно равном 39 и 56, диаметры начальных окружностей в среднем равны dw4 = 99,947 мм, dw5 = 112,0529 мм, коэффициент смещения X28 = 1,1559, начальное межосевое расстояние aw28,29 в среднем равно 106% условие соосности a24,26 = 106 мм = aw28,29 = 106 мм выполнено). При таком выполнении колес механизма подачи обеспечивается оптимальная по критерию наибольшего упрочнения металла рельсов в зоне отверстия (как сырых, так и объемно-закаленных) рельсов) подача сверла, равная по экспериментальным данным ВНИИЖТа и КЗТМ 0,06-0,04 мм/об.
Прижим рельсового упора-захвата (фиг. 1-10, 19) снабжен двумя симметричными относительно оси шпинделя контактными элементами-шаблонами 31, очертания которых с противоположных сторон соответствуют очертаниям разных рельсов. Элементы-шаблоны связаны с прижимом со стороны, противоположной шпинделю, быстродействующим резьбовым соединением и выполнены с возможностью контакта с подошвами и головками рельсов, как уже указывалось, со стороны, противоположной шпинделю. Элементы-шаблоны выполнены с маркировкой типа рельса. Такое выполнение станка существенно повышает эффективность его работы (увеличивает производительность и пр.) за счет повышения точности и надежности скрепления станка с рельсом, снижения деформаций деталей, уменьшения перекосов инструмента, снижения виброактивности и пр., что весьма важно для небольшого по массе металлорежущего оборудования, каким является предложенный станок.
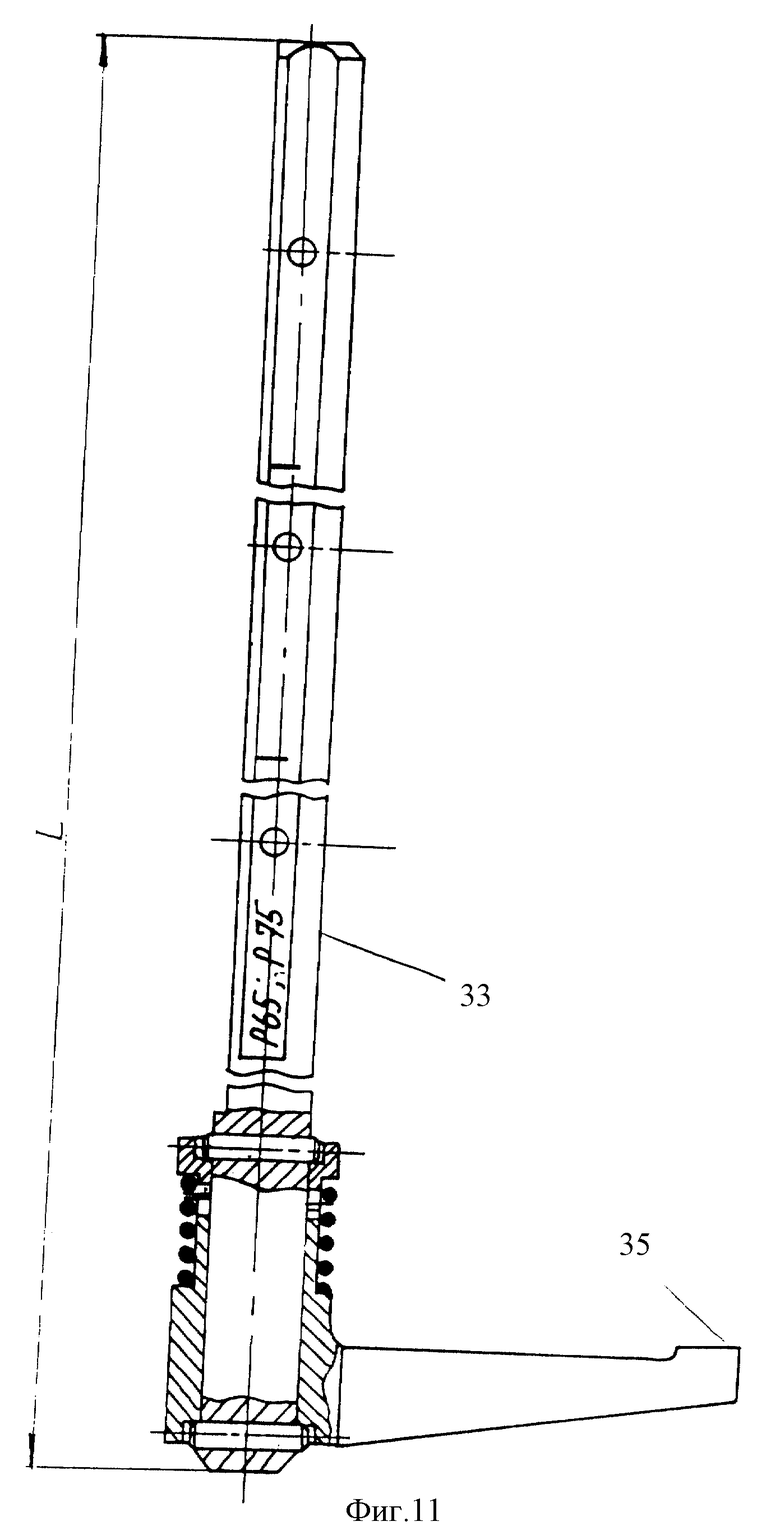
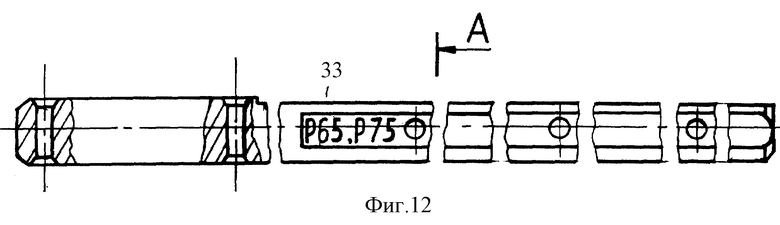
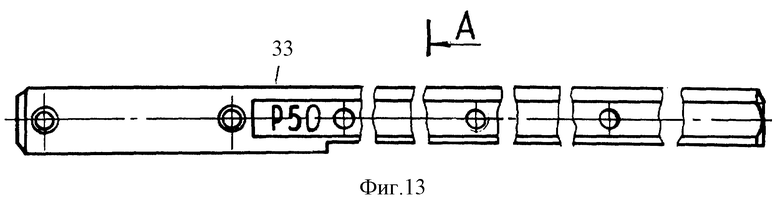
Прижим рельсового упор-захвата (фиг. 1, 4, 5, 6) снабжен поперечной направляющей втулкой 32, сквозь которую пропущена штанга 33 (фиг. 12-14) мерной линейки с фиксатором 34 (например, винтовым) и упором 35 на конце штанги, выполненным с возможностью контакта с торцом рельса. Штанга снабжена разметочными отверстиями соответственно типу рельса и расстояниям от торца последнего до центров просверливаемых отверстий. Кроме того, штанга снабжена маркировкой типа рельса, выполненной на разных ее гранях (см. фиг. 12, 13). Такое выполнение станка существенно упрощает установку станка на требуемые позиции на рельсах, снижает время на эту установку, повышает производительность.
Откидная рукоять 12 прижима связана с винтом 11 рельсового упорa-захвата байонетным устройством 36 (на фиг. 1, 2, 3, байонетное устройство показано условно и упрощенно). Такое выполнение станка дополнительно упрощает и убыстряет отвод элементов-шаблонов от рельса, в частности при перестановке станка с одной позиции на другую при сверлении на рельсе нескольких отверстий. Это приводит к сокращению затрат на вспомогательные операции, увеличивает производительность станка.
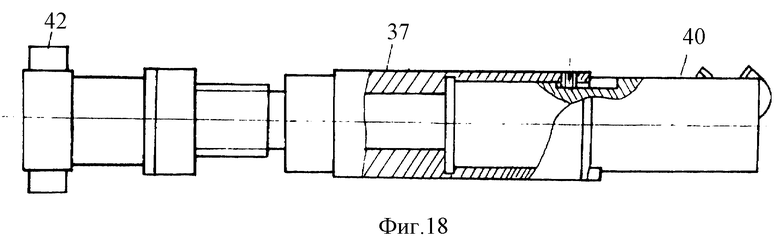
Режущий инструмент станка (фиг. 15-18) выполнен в виде комплекта переходных втулок 37 с хвостовиками, в которых закреплены, например, сверло 38 с механическим креплением смещенных сменных многогранных пластин 1 С/424 или сверло с механическим креплением сменных многогранных пластин 1 С/420 (фиг. 15), сверло 39 1 С/378 по ОСТ 2И90-9-84 (фиг. 16), спецсверло 40 с твердосплавными пластинами (фиг. 17), рельсовый фаскосъемник 41 для одновременного снятия фасок с обеих сторон отверстия (фиг. 16). Для образования отверстий разного диаметра сверлами соответствующего размера переходные втулки 37 дополнительно снабжаются переходными втулками совместно с набором втулок по ГОСТ 13598-85. Переходные втулки 37 с инструментом выполнены с возможностью установки в полый шпиндель станка (со стороны, противоположной рельсу) и фиксирования шипами 42.
Остальные элементы станка выполнены известными по конструкции.
Предложенный станок рельсосверлильный переносный работает следующим образом.
При предложенном выполнении станка (фиг. 1-19) вначале устанавливают пары элементов-шаблонов 18 и 31 соответственно на соответствующих элемента 9 упора-захвата на корпусе 1 (со стороны корпуса) и на соответствующих элементах корпуса прижима 14 (со стороны, противоположной шпинделю), соответствующие просверливаемому типу рельса так, чтобы обозначения этого типа рельса на торце элементов-шаблонов были обращены к шейке рельса (фиг. 7-10). Установку производят с помощью быстроразъемных резьбовых соединений (например, болтовых).
После этого при ослабленном фиксаторе 34 устанавливают штангу 33 мерной линейки с упором 35 в направляющей втулке 32 так, чтобы обозначение обрабатываемого типа рельса на штанге было обращено в сторону фиксатора. После этого фиксатор 34 ввертывают в первое отверстие на штанге 33.
Далее крепят в переходных втулках 37 (фиг. 15-18) нужные сверла 38, 39 или 40 и фаскосъемник 41 (крепление осуществляют известными способами - с помощью одного или нескольких винтов и пр.). При креплении выдерживают соответствующие установочные размеры.
После этого в нерабочем положении байонетного соединения 36, когда откидная рукоять 12 отодвинута от рельса, устанавливают станок на рельс так, чтобы элементы-шаблоны 18 встали между нижней поверхностью головки рельса и верхней поверхностью его подошвы со стороны шпинделя, а упор 35 соприкоснулся с торцом рельса. Далее передвигают элемент 13 корпуса прижима 14 (и сам прижим в целом) в направлении рельса со стороны, противоположной шпинделю (по фиг. 1, 2, 3 - слева направо), так чтобы элементы-шаблоны 31 вошли (с соответствующей стороны, противоположной стороне с элементами-шаблонами 18) между нижней поверхностью головки рельса и верхней поверхностью его подошвы. Затем приводят байонетное соединение 36 откидной рукоятки 12 прижима с винтом 11 рельсового упора-захвата в рабочее положение (см. фиг. 3, вид А), придвигая рукоять к рельсу (по фиг. 1, 2, 3 - слева направо), разворачивая ее соответствующим образом. После этого вворачивают винт 11 в гайку 10 с помощью рукоятки 12, прикладывая к ней силу, равную, в частности, 500-600 H.
После этого устанавливают втулку 37 со сверлом 30, 39 или 40 в отверстие шпинделя 2 (со стороны, противоположной рельсу) и скрепляют эту втулку и шпиндель с помощью шипа 42 и специальной крепежной втулки (см. фиг. 3, правый торец шпинделя). При этом между поверхностью шейки рельса и сверлом устанавливают зазор 1-3 мм (регулировку производят втулкой 37).
Таким образом, просто, быстро и надежно в нужном для сверления отверстия месте станок скрепляют с рельсом, обеспечивая их положение, при котором ось инструмента (сверла) перпендикулярна шейке рельса, что идеально для взаимодействия последнего со сверлом и для работы всего станка.
Далее запускают двигатель привода в работу и в автоматическом режиме просверливают отверстие принятым сверлом, одновременно упрочняя поверхность отверстия. При этом с запуском двигателя в работу вращение от входного вала 19 с входной шестерней 20 передают на колесо 24. Далее движение, передачу энергии и сил осуществляют по двум кинематическим цепям (пропорционально моменту сил сопротивления вращению шпинделя 2 с инструментом 3 и силе сопротивления поступательному перемещению-заглублению в рельс последнего): на шпиндель с инструментом, вращая его, и на кулачок 5, вращая его и осуществляя поступательное перемещение шпинделя с инструментом. Указанную передачу осуществляют следующим образом. С помощью зацепления колес 24 и 26 (последнее колесо скользящей шпонкой 27 соединено со шпинделем) вращение передают на шпиндель, реализуя при предложенном соотношении диаметров dw1 и dw3 начальных окружностей колес оптимальную для упрочнения материала рельса в зоне отверстия частоту вращения шпинделя, равную 440-560 об/мин. С помощью заранее отрегулированной предохранительной муфты сцепления 30 движение с колеса 24 передают на промежуточный вал 25 с колесом 28, которое сцеплено с колесом 29, скрепленным с кулачком 5. При этом за счет предложенного соотношения диаметров dw2, dw4 и dw5 начальных окружностей колес 24, 28 и 29 реализуют оптимальную для упрочнения подачу шпинделя со сверлом, равную 0,06-0,04 мм/об. Ход шпинделя на принятую величину H осуществляют за счет того, что при принятом соотношении диаметров начальных окружностей колес 20, 24, 26, 28 и 29 кинематические цепи вращения и подачи реализуют передаточные отношения (числа), отличающиеся друг от друга на небольшую величину, обеспечивающую требуемую подачу. Из-за небольшой разности в передаточных отношениях кулачок 5 и шпиндель 2 вращают с частотами, отличающимися друг от друга на небольшую величину (так, в частности, при nд = 2800 об/мин, dw3/dw1 = 5, 6 частота вращения шпинделя nв в среднем равна 500 об/мин; при H = 25 мм, dw2/dw1 = 5, dw5/dw4 = 5,60561/5, частота вращения кулачка nn = 499,5 об/мин, относительная частота вращения кулачка и шпинделя nвп = 0,5 об/мин). При вращении кулачка относительно шпинделя с толкателем 7 с относительной частотой nвп при давлении торцевого наклонного кулачка на толкатель реализуют поступательное перемещение толкателя и шпинделя на нужную величину H с оптимальной подачей 0,06-0,04 мм/об. В ходе перемещения шпинделя со сверлом на величину H (по фиг. 3 - справа налево) при взаимодействии сверла и шейки рельса просверливают отверстие, одновременно упрочняя его. После окончания сверления шпиндель со сверлом возвращают назад, помогая работе кулачкового механизма, 5, 7 возвратной пружиной 8. При возвращении шпинделя в исходное положение устройством одной из известных конструкций автоматически выключают двигатель из работы. В случае затупления сверла сверх заданной величины и соответствующего увеличения силы сопротивления заглублению сверла в рельс, по которым предварительно регулируют предохранительную муфту 30, за счет срабатывания последней исключают передачу вращения на промежуточный вал 25 и прекращают подачу шпинделя, предохраняя от поломок сверло, детали станка и двигатель.
Далее в только что просверленном отверстии, не снимая станка с рельса, снимают фаски одновременно с обеих кромок отверстия. Для этого раскрепляют шпиндель и втулку со сверлом, вынимают последние из шпинделя и вставляют в него переходную втулку с рельсовым фаскосъемником 41, скрепляя их со шпинделем. Далее включают двигатель привода в работу и аналогично описанному выше при вращении и подаче шпинделя с рельсовым фаскосъемником осуществляют снятие фасок с двух кромок отверстия. После снятия фасок и отхода шпинделя назад станок автоматически отключают из действия.
Для образования и обработки следующего отверстия на рельсе приводят байонетное соединение 36 в нерабочее положение, разворачивая и отодвигая рукоять в направлении от рельса (по фиг. 1, 2, 3 - справа налево), ослабляют давление элементов-шаблонов 18 и 31 на соответствующие элементы рельсов и отодвигают (при необходимости) прижим 14 от рельса (по фиг. 1, 2, 3 - справа налево) на небольшую величину. Далее отворачивают фиксатор 34, штангу 33 во втулке 32 передвигают так, чтобы фиксатор встал в следующее отверстие штанги и заворачивают его. Затем станок передвигают вдоль рельса до того, пока упор 35 соприкоснется с торцом рельса. После этого фиксируют станок на рельсе так, как было описано выше. Затем реализуют работу станка аналогично указанному выше.
Для снятия станка с рельса после производства работ, вращая откидную рукоять 12 (в частности, по фиг. 1, 2, 3 - против часовой стрелки), отворачивают винт 11, отодвигают (по фиг. 1, 2, 3 - влево) прижим 14 так, чтобы элементы-шаблоны 31 вышли из рельса, отодвигают станок вместе с элементами-шаблонами 18 (фиг. 1, 2, 3 - вправо и вверх) и снимают станок с рельса.
Источники информации
1. Станок рельсосверлильный переносный:
А.с. 2045603 РФ, МКИ3 K 01 B 31/66/В.Б. Бирюлин, В.Д. Ермаков, Ю.С. Огарь, И.М. Пиковский, А.В. Пронченко, Р.Д. Сухих (РФ). - Опубл. 10.10.95. Бюл. N 28.
2. Переносный рельсосверлильный станок:
А. с. 2092648 РФ, МКИ3 K 01 B 31/00, B 29 45/08/В.Д. Ермаков, А.В. Пронченко, В. К. Синявский, В.Б. Бирюлин, И.М. Пиковский, Ю.С. Огарь, Р.Д. Сухих (РФ). - Опубл. 10.10.97. Бюл. N 28.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 1995 |
|
RU2092648C1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ | 1992 |
|
RU2045603C1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ | 2010 |
|
RU2464371C2 |
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ | 2005 |
|
RU2298609C1 |
| СТАНОК РЕЛЬСОРЕЗНЫЙ | 1999 |
|
RU2176003C2 |
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 2016 |
|
RU2628944C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК | 1998 |
|
RU2137875C1 |
| РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ СТАНОК ДЛЯ ПОЛЕВЫХ УСЛОВИЙ | 2001 |
|
RU2210655C2 |
| СТАНОК РЕЛЬСОРЕЗНЫЙ | 2001 |
|
RU2221100C2 |
Изобретение относится к механизированному путевому инструменту, а именно к переносным станкам для сверления и одновременного упрочнения отверстий под стыковые болты и рельсовые соединители в объемно закаленных рельсах типа Р50, Р65, Р75. Станок рельсосверлильный переносный включает корпус с приводом полого шпинделя с инструментом. Привод выполнен с зубчатым механизмом передачи вращения и с двухступенчатым зубчатым и кулачковым механизмом подачи шпинделя. Станок рельсосверлильный переносный включает также рельсовый упор-захват с прижимом и со сменными контактными элементами-шаблонами, очертания которых с противоположных сторон соответствуют очертаниям разных рельсов и которые выполнены с возможностью контакта с подошвами и головками рельсов со стороны шпинделя. Входной вал привода имеет входное зубчатое колесо. Зубчатый механизм передачи вращения имеет паразитный ряд, входной вал привода одним своим концом оперт на подшипник в корпусе, другим концом, выполненным с резьбой, ввернут в резьбовое отверстие на торце вала двигателя привода. Выходное и входное первой ступени зубчатые цилиндрические колеса механизма передачи вращения выполнены с диаметрами начальных окружностей dw3 и dw1, пропорциональными частоте вращения nд (об/мин) вала двигателя в соотношении dw3/dw1 = nд/(440-560), выходное зубчатое колесо первой ступени двухступенчатого механизма подачи шпинделя, установленное на промежуточном валу привода, соединено с регулируемой предохранительной муфтой. Выходное и входное зубчатые цилиндрические колеса второй ступени двухступенчатого механизма подачи шпинделя выполнены с диаметрами начальных окружностей dw5 и dw4, пропорциональными частоте вращения nд вала двигателя, ходу Н (мм) шпинделя и диаметрам начальных окружностей входного dw1 и выходного dw2 зубчатых колес первой ступени механизма подачи шпинделя в соотношении dw5/dw4 = nд • (dw1/dw2)/[(440-560) • (1-(0,06-0,04)/Н)]. В результате повышается эффективность работы за счет увеличения в ходе сверления предела выносливости металла рельса в зоне образуемого отверстия. 19 ил.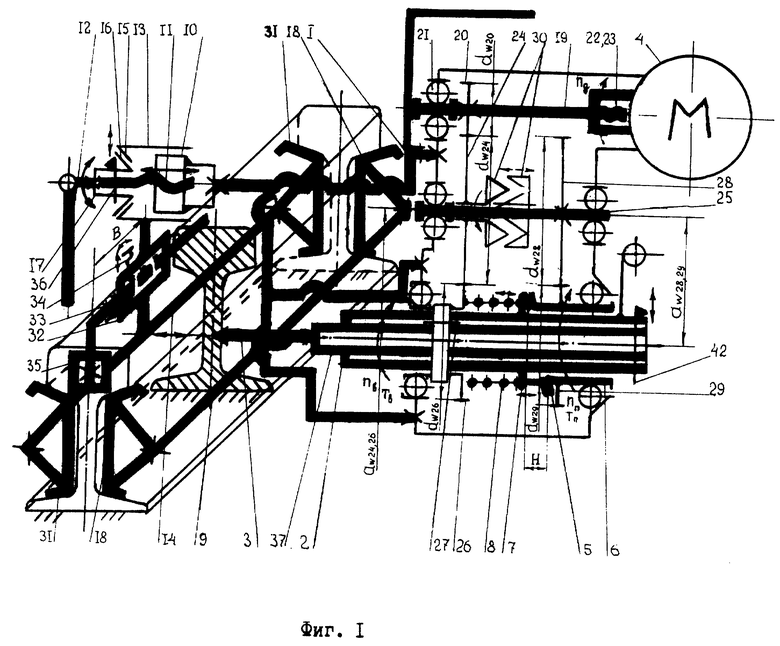
Станок рельсосверлильный переносный, включающий корпус с приводом полого шпинделя с инструментом, при этом привод выполнен с зубчатым механизмом передачи вращения и с двухступенчатым зубчатым и кулачковым механизмом подачи шпинделя, а также рельсовый упор-захват с прижимом и со сменными контактными элементами-шаблонами, очертания которых с противоположных сторон соответствуют очертаниям разных рельсов и которые выполнены с возможностью контакта с подошвами и головками рельсов со стороны шпинделя, входной вал привода имеет входное зубчатое колесо, отличающийся тем, что зубчатый механизм передачи вращения имеет паразитный ряд, входной вал привода одним своим концом оперт на подшипник в корпусе, другим концом, выполненным с резьбой, ввернут в резьбовое отверстие на торце вала двигателя привода, выходное и входное первой ступени зубчатые цилиндрические колеса механизма передачи вращения выполнены диаметрами начальных окружностей dw3 и dw1, пропорциональными частоте вращения nд (об/мин) вала двигателя в соотношении dw3/dw1= nд/(440-560), выходное зубчатое колесо первой ступени двухступенчатого механизма подачи шпинделя, установленное на промежуточном валу привода, соединено с регулируемой предохранительной муфтой, причем выходное и входное зубчатые цилиндрические колеса второй ступени двухступенчатого механизма подачи шпинделя выполнены с диаметрами начальных окружностей dw5 и dw4, пропорциональными частоте вращения nд вала двигателя, ходу Н (мм) шпинделя и диаметрам начальных окружностей входного dw1 и выходного dw2 зубчатых колес первой ступени механизма подачи шпинделя в соотношении dw5/dw4= nд•(dw1/dw2)/[(440-560)•(1-(0,06-0,04)/Н)] , кроме того, прижим рельсового упора-захвата снабжен двумя симметричными относительно оси шпинделя контактными элементами-шаблонами, очертания которых с противоположных сторон соответствуют очертаниям разных рельсов, выполненными с возможностью контакта с подошвами и головками этих рельсов со стороны, противоположной шпинделю, и поперечной направляющей втулкой, сквозь которую пропущена штанга мерной линейки с фиксатором и упором, выполненным с возможностью контакта с торцом рельса, кроме того, откидная рукоять прижима связана с винтом рельсового упора-захвата байонетным устройством.
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 1995 |
|
RU2092648C1 |
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 1971 |
|
SU419327A1 |
| Устройство для сверления отверстий в рельсах | 1990 |
|
SU1813822A1 |
| US 3706505 A, 19.12.1972 | |||
| EP 0314423 A1, 03.05.1989. | |||
