Предложение относится к механизированному путевому инструменту, а именно к переносным станкам для резания абразивными кругами рельсов разной твердости, размеров и типов.
При замене поврежденных рельсов, ремонте рельсовых путей и производстве многих других работ возникает необходимость в резании рельсов. Наиболее быстро это резание осуществляется вращающимися отрезными кругами (дисками). Обычно используют круги небольшого диаметра, так как необходимая для работы мощность возрастает пропорционально пятой степени соотношения диаметров кругов, что приводит к нежелательному утяжелению станка и вызывает проблемы с питанием двигателя. При использовании кругов небольшого диаметра для резания рельсов тяжелых типов, большого размера необходимо применение избирательного механизма подачи для заглубления вращающегося круга в рельс.
Известен станок рельсорезный [1], включающий режущую головку с двигателем, абразивным отрезным кругом, связывающей валы двигателя и круга передачей, рельсовый зажим и рычаг механизма подачи, шарнирно соединенный с режущей головкой и кронштейном рельсового зажима (см. для справки фиг. А : а) - вид станка сбоку; б) - вид станка сверху; фиг. Б: а) - вид станка с торца; б) - положение станка в двух рабочих позициях; 1 - режущая головка; 2 - двигатель; 3 - передача; 4 - круг отрезной; 5 - рычаг механизма подачи; 6 - ось; 7 - рельсовый зажим; 8 - упор; 9 - кронштейн; 10, 11, 12 - фиксаторы, упоры). Передача выполнена ременной, а кронштейн рельсового зажима - с возможностью поворота в вертикальной плоскости относительно зажима и фиксации относительно него слева и справа от рельса.
Недостатком известного станка является ограниченный размер рабочей зоны, представляющей собой плоское кольцо с центром в шарнире соединения режущей головки с рычагом механизма подачи, с наибольшим радиусом, равным сумме расстояния от шарнира соединения головки с рычагом до наиболее удаленной от него точки круга и длины рычага, и с наименьшим радиусом, равным разности этих величин. Относительно небольшая длина рычага и диаметр круга затрудняют резание рельса с одной его стороны и при неизбежном износе круга требуют дорезания рельса с другой стороны. Для этого, придерживая режущую головку, кронштейн зажима разворачивают на другую сторону рельса до упора его, после чего поворотами относительно двух шарниров рычаг и режущую головку приводят в рабочее положение и дорезают рельс. Эти манипуляции неудобны. Указанные недостатки повышают массу станка, ухудшают условия работы оператора, снижают производительность и пр.
Наиболее близким по технической сущности к предлагаемому устройству является выбранный в качестве прототипа станок рельсорезный [2] (см. для справки фиг. В: 1 - рукоять; 2 - двигатель; 3 - режущая головка; 4 - рукоять; 5 - привод; 6 - отрезной круг; 7 - рельс; 8, 9 - рычаги механизма подачи), включающий режущую головку с двигателем, абразивным отрезным кругом и связывающей валы двигателя и круга передачей, рельсовый зажим и два шарнирно соединенных рычага механизма подачи, первый из которых шарнирно соединен с режущей головкой, а второй - с рельсовым зажимом. Режущая головка и рычаги здесь выполнены с такими соотношениями размеров, что путем поворотов относительно трех шарниров позволяют проводить головку и резать рельс с двух сторон.
Однако и прототип не полностью избавлен от недостатков, наиболее важными из которых являются невозможность изменения размеров рабочей зоны из-за постоянства длин рычагов и расстояния от соответствующего шарнира до дальней точки круга и невозможность работы при полностью загруженном двигателем на рабочих (наибольших) скоростях отрезных кругов. Размеры рабочей зоны, как отмечалось выше, определяются суммами или разностями длин рычагов и указанного выше размера режущей головки (у прототипа эти длины и размер постоянны). Невозможность работы на разных рабочих (наибольших) скоростях различных отрезных кругов обуславливается неизменностью передаточного числа передачи станка - прототипа и сложностью его изменения путем изменения размеров кинематических звеньев (в частности, диаметров шкивов или звездочек ременной или цепной передачи). Все это ухудшает условия работы оператора со станком, снижает производительность, эффективность работы.
Задачей, на решение которой направлено предложение, является повышение эффективности работы и увеличение производительности за счет улучшения условий работы оператора со станком и реализации возможности работы при полностью загруженном двигателе станка на рабочих (наибольших) скоростях отрезных кругов.
Поставленная задача решается за счет того, что станок рельсорезный, включающий режущую головку с двигателем, абразивным отрезным кругом и связывающей валы двигателя и круга передачей, рельсовый зажим и два шарнирно соединенных рычага механизма подачи, первый из которых шарнирно соединен с режущей головкой, а второй - с рельсовым зажимом, снабжен скрепленной с режущей головкой наклонной поперечиной, на концах которой (поперечины) размещены элементы шарнирного соединения с первым рычагом механизма подачи; кроме того, вал круга выполнен состоящим из двух частей, на конце одной из которых нарезаны внешние зубья, а на конце другой - внутренние зубья, при этом внешние и внутренние зубья введены в зацепление.
Новым в предложенном станке рельсорезном являются:
новые элементы, введенные в устройство:
поперечина, скрепленная с режущей головкой, на концах которой (поперечины) размещены элементы шарнирного соединения с первым рычагом механизма подачи круга;
новые выполнения элементов:
вал круга выполнен состоящим из двух частей, на конце одной из которых нарезаны внешние зубья, а на конце другой - внутренние зубья; при этом внешние и внутренние зубья введены в зацепление;
новые относительные расположения элементов станка:
поперечина скреплена с режущей головкой наклонно.
Сравнение предлагаемого технического решения с другими известными техническими решениями показывает, что наиболее распространенным приемом изменения длин звеньев рычажных механизмов (режущая головка, два рычага подачи и рельс представляют собой именно такой механизм) является выполнение звеньев разрезными с резьбами разного направления на концах двух частей разрезного звена и навернутой на эти резьбы дополнительной гайкой. При повороте гайки части звена с резьбами ввинчиваются или вывинчиваются из нее, укорачивая или удлиняя звено. Изменение длины звена путем скрепления с режущей головкой наклонной поперечины, выполнения на ее концах элементов шарнирного соединения и введения с ними в шарнирное соединение рычага механизма подачи круга - это техническое решение в области станкостроения и механизированного путевого инструмента авторам неизвестно. Техническое решение введения в зацепление внешних и внутренних зубьев, нарезанных на концах двух валов, известно. Однако использование этого технического решения в предлагаемом станке рельсорезном, когда вал круга выполнен состоящим из двух частей, на конце одной из которых нарезаны внешние, а на конце другой - внутренние зубья, причем внешние и внутренние зубья введены в зацепление, в сочетании с другими элементами предложения приводит к проявлению новых сверхсуммарных свойств - реализуется возможность использовать разные круги с различными рабочими (наибольшими) скоростями резания. Для этого частота вращения круга, прямо пропорциональная скорости резания и обратно пропорциональная диаметру круга, должна определять общее передаточное число механизмов станка, равное произведению передаточного числа ременной передачи и соотношения чисел зубьев, нарезанных на части вала с кругом и на части вала с выходным звеном ременной передачи. Так, при постоянном передаточном числе ременной передачи для уменьшения частоты вращения круга он должен быть скреплен с частью вала, имеющей внутренние зубья, число которых больше числа внешних зубьев, и наоборот, для увеличения частоты вращения круга он должен быть скреплен с частью вала, имеющей внешние зубья, число которых меньше числа внутренних зубьев. При одинаковом числе внешних и внутренних зубьев частота вращения круга определится частотой вращения двигателя и передаточным числом ременной передачи. Выполнение чисел зубьев разными на нескольких сменных частях валов позволяет реализовать несколько рабочих скоростей отрезных кругов.
Все изложенное выше дает возможность сделать вывод о соответствии предложенного технического решения критерию "новизна".
Предлагаемое устройство для специалистов не следует явным образом из уровня техники, поэтому оно имеет изобретательский уровень.
Организация - заявитель (Калужский завод транспортного машиностроения) изготовила и успешно испытала опытный образец станка рельсорезного. Его испытания показали, что по сравнению с прототипом он более удобен в работе, позволяет резать рельсы любой твердости, размеров и типов (при небольшом числе манипуляций) как без перестановки режущей головки, так и при ее перестановке (при использовании изношенных кругов и кругов с диаметром меньше 350 мм). Он реализует высокоскоростное резание рельсов на скоростях до (80.. .120) м/с (продолжительность резания рельса P65 составляет около 120 с). Одним абразивным другом Д 350 х 4 х 25,4 можно выполнить до шести разрезов рельса. Масса станка не превышает 30 кг. Основные его характеристики и показатели работы на 20...50% превосходят характеристики и показатели прототипа.
Использование предложенного станка рельсорезного в железнодорожном путевом хозяйстве (и в других областях для ремонта путей метрополитена, трамвая и пр.) дает экономический эффект, который на 01.01.99 г. может составить 800 ± 200 руб. в год на каждом станке. При реальной годовой программе их производства до 500 штук экономия составит 400 ± 100 тыс. руб. в год. Приемочная комиссия рекомендует начать серийное производство предложенного станка рельсорезного.
Таким образом подтверждается промышленная применимость предложенного объекта, достоверность достижения цели и реализации задач, на решение которых направлено изобретение.
В настоящее время, как уже отмечалось, разработана рабочая проектная документация станка рельсорезного, выполнен и испытан его опытный образец, изготовлена установочная партия и в ближайшее время на Калужском заводе транспортного машиностроения планируется его серийное производство.
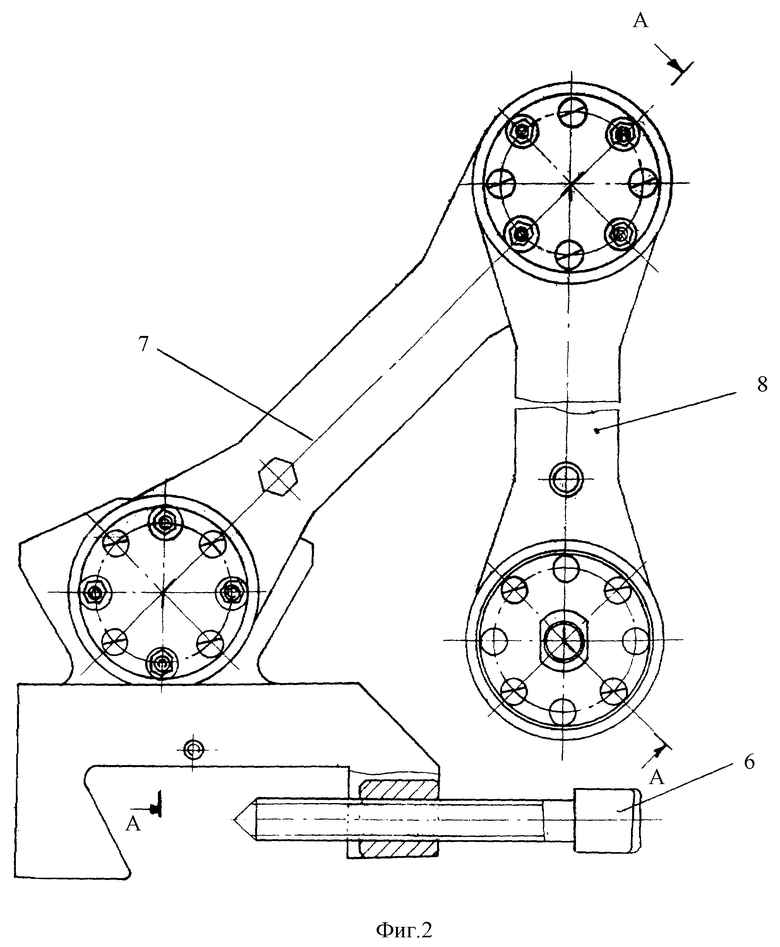
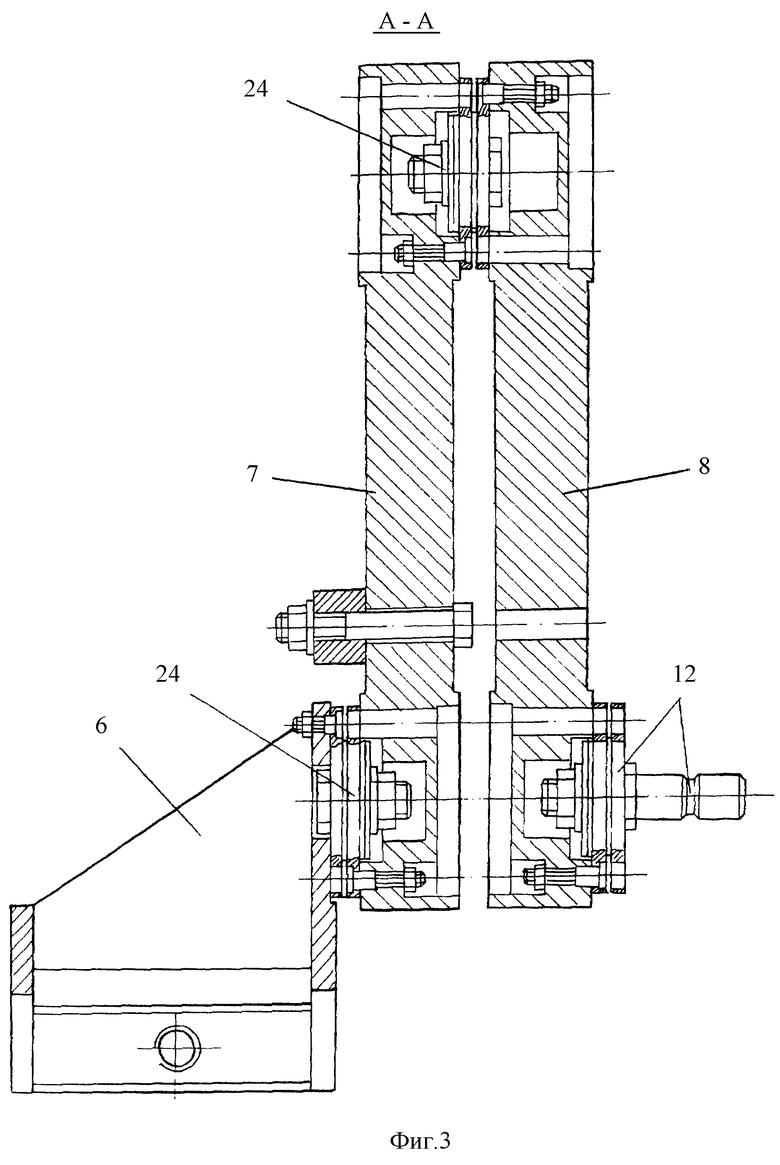
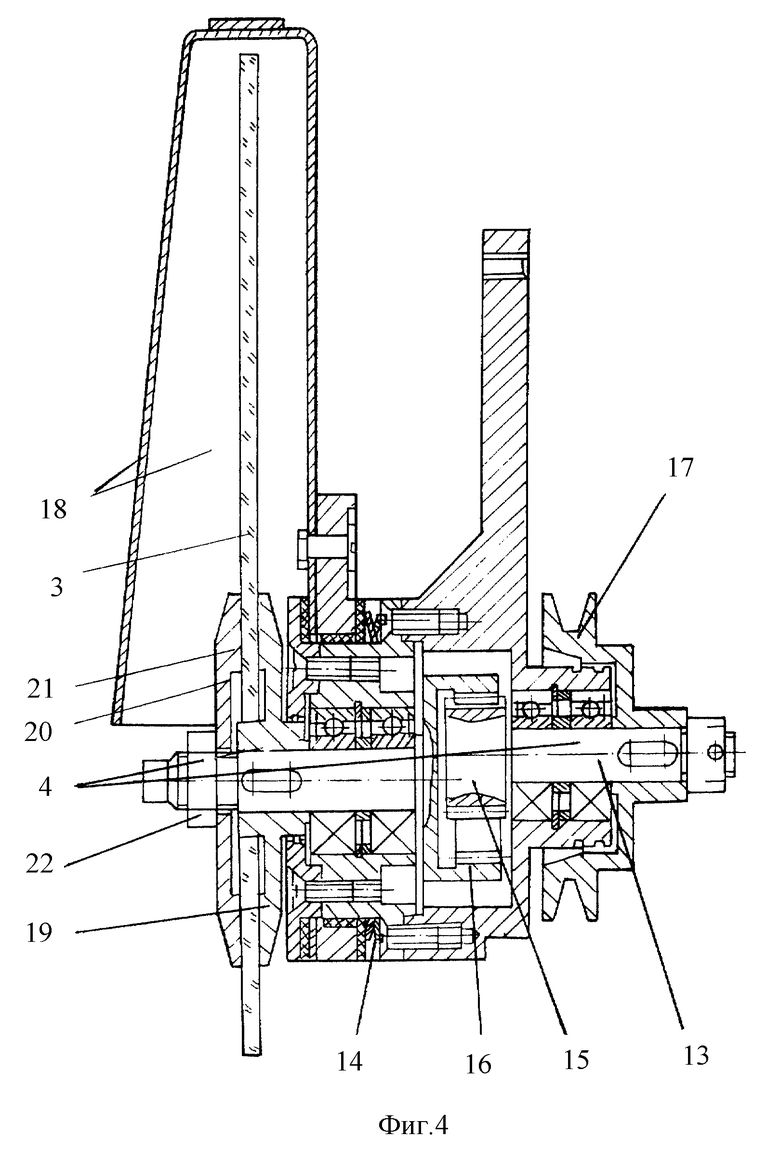
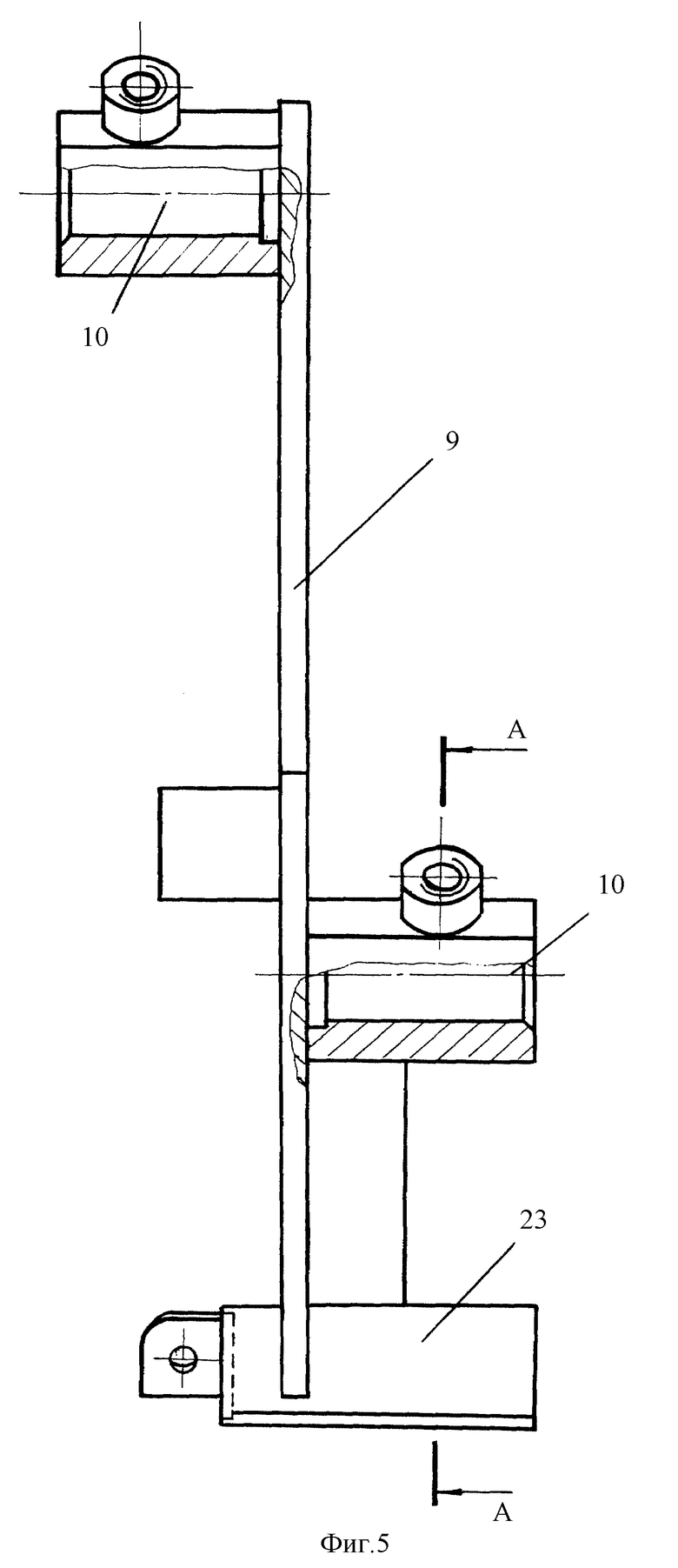
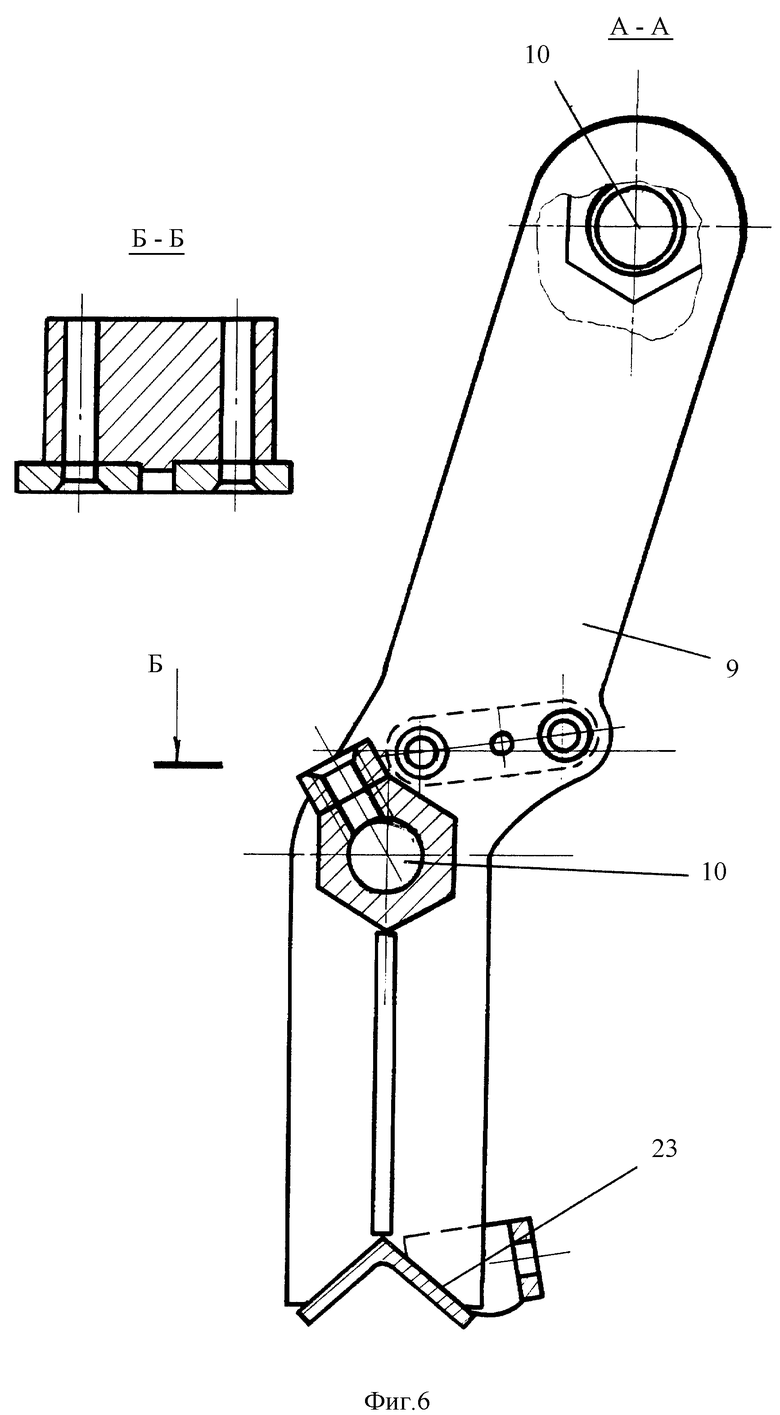
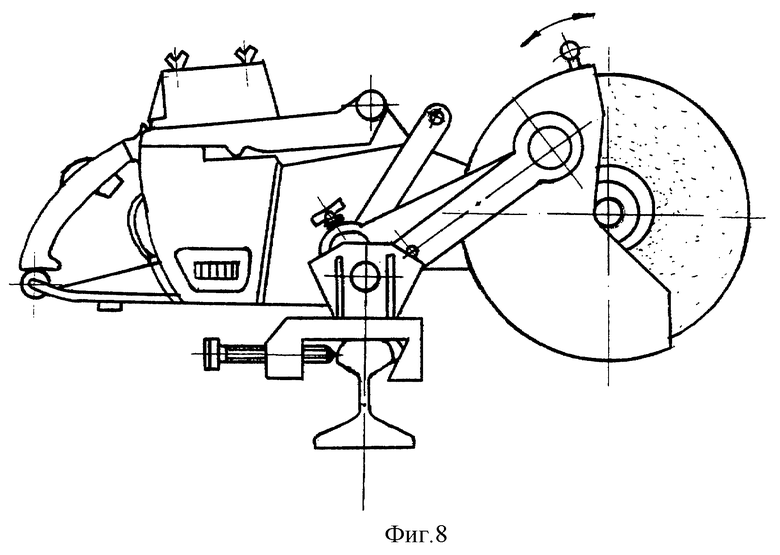
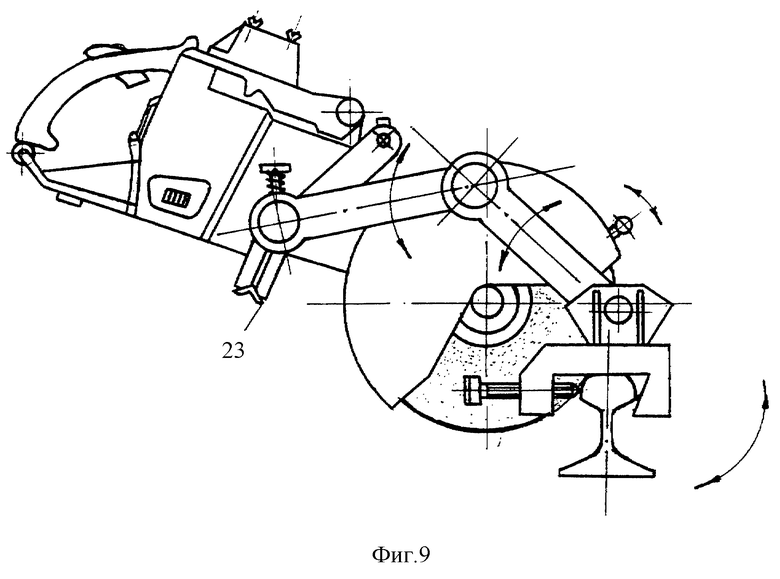
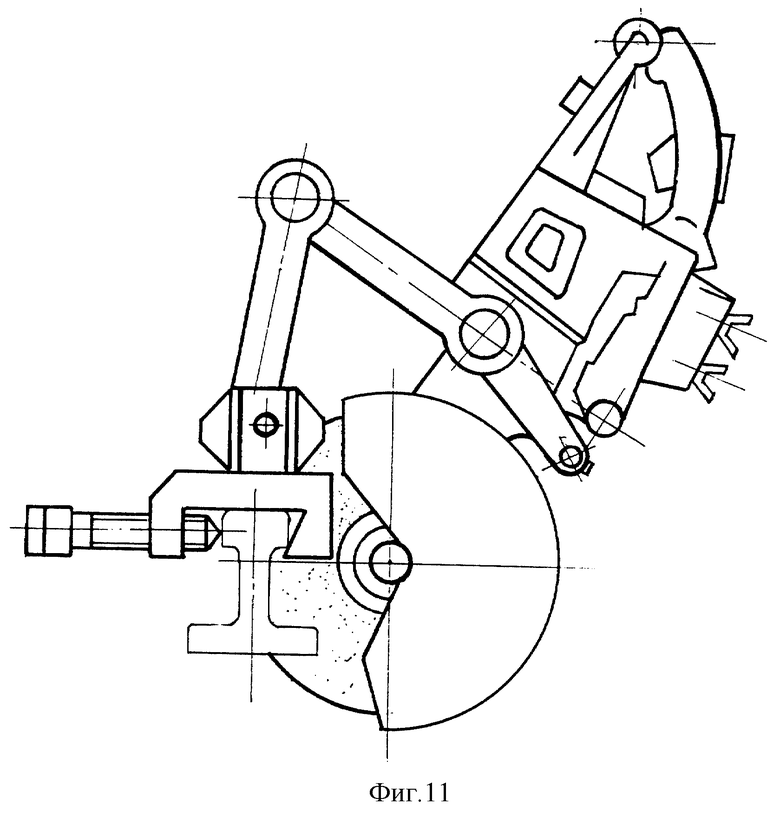
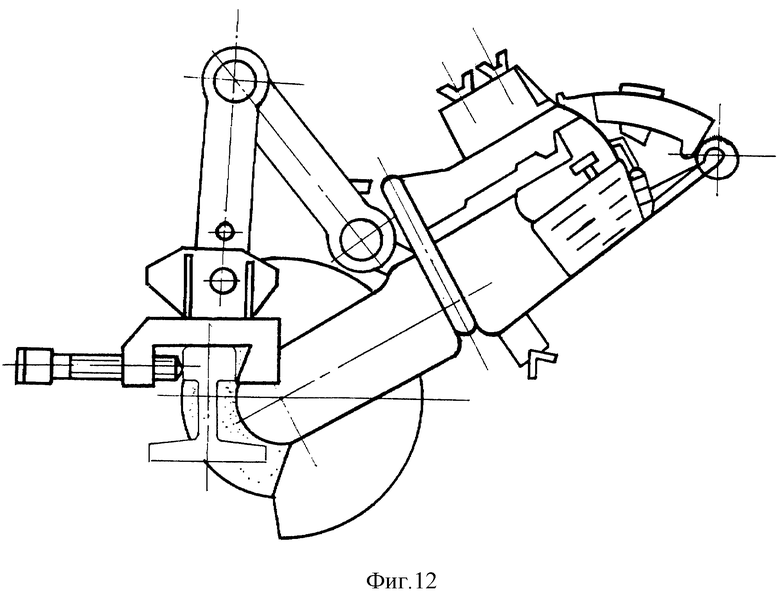
Предлагаемое техническое решение иллюстрируется рисунками и фотографиями, где на фиг. 1 представлен чертеж общего вида станка рельсорезного (в нерабочем положении на рельсе); на фиг. 2 и 3 - двухрычажный механизм подачи станка с рельсовым зажимом, вид сбоку и с торца в разрезе; на фиг. 4 - отрезной абразивный круг на валу с элементами привода в разрезе; на фиг. 5 и 6 - рабочий чертеж поперечины наклонной с разрезами и вырывами, вид с торца и спереди; на фиг. 7 - фотография выполненного станка рельсорезного, вид сбоку; на фиг. 8...12 - схематическое изображение станка в различные моменты работы (фиг. 8 - установка станка на рельс; фиг. 9 - работа станка в первой фазе; фиг. 10 - работа станка, окончательное дорезание; фиг. 11 - дорезание рельса без перестановки режущей головки на верхний шарнир поперечины с поворотом головки в вертикальной плоскости, третья фаза, вариант; фиг. 12 - дорезание рельса с перестановкой режущей головки на верхний шарнир поперечины, (вторая фаза, вариант.).
Согласно предложению (фиг. 1...6) станок рельсорезный состоит из режущей головки 1 с двигателем 2, приводящим во вращение абразивный отрезной круг 3. Вал двигателя и вал 4 круга связывает передача 5, в частности ременная. Рельсовый зажим 6 (например, винтовой), предназначен для скрепления станка во время работы с разрезаемым рельсом.
Этот зажим шарнирно соединен с одним из рычагов 7 двухрычажного механизма подачи круга (фиг. 2, 3). Другой рычаг 8 одним концом шарнирно соединен с режущей головкой 1, а другой также шарнирно соединен с вышеупомянутым рычагом 7. Рычаги 7 и 8 выполнены, в частности, одинаковыми по длине. Станок снабжен наклонной поперечиной 9, скрепленной с режущей головкой (в частности, под острым углом от 45o до 85o, в среднем 65o, верхней части поперечины к продольной оси режущей головки в сторону круга). На концах поперечины (фиг. 5, 6) размещены элементы 10 (например, верхний и нижний по фиг. 1, 5 и 6 подшипники - отверстия для пальцев - осей) шарнирного соединения этой поперечины с первым рычагом 7 механизма подачи (на фиг. 1 верхний элемент 10 показан условно). В зоне элементов 10 на концах поперечины выполнены устройства 11 фиксации элементов шарнира от осевого смещения (например, винтовые, с подпружиненным винтом, вводимым в резьбовые отверстия на поперечине и кольцевые проточки на пальце-оси 12, рычага 8, см. фиг. 3). Вал 4 абразивного отрезного круга 3 выполнен (фиг. 4) состоящим из двух частей 13 и 14. На конце одной из этих частей (например, на конце части 13 вала) нарезаны внешние зубья 15, а на конце другой части (например, на конце части 14 вала) нарезаны внутренние зубья 16. Эти внешние и внутренние зубья введены в зацепление. Каждая из частей вала оперта на два подшипника, размещенные в расточках элементов режущей головки. С одной из частей вала (например, частью 14 вала) скреплен абразивный отрезной круг 3, а с другой (например, частью 13 вала) скреплена деталь выходного (ведомого) звена передачи 5 (в частности, ведомый шкив 17 ременной передачи). Абразивный отрезной круг защищен кожухом 18. Круг 3 на соответствующей части вала 4 закреплен с помощью фланца 19, шайбы нажимной 20 с прокладкой 21 и гайкой 22. Режущая головка снабжена угольником 23 для упора на рельс в нерабочем положении (фиг. 5, 6, 9), размещенным, в частности, на одном из торцов поперечины 9. Шарнирные соединения зажима 6 с рычагом 7 и последнего с рычагом 8 выполнены, в частности, в виде подшипников 24 (фиг. 3).
Предложенный станок рельсорезный работает следующим образом.
Вначале предварительно, соответственно частоте вала двигателя 2 на режиме полной загрузки, диаметру круга 3 и его рабочей (наибольшей) скорости резания выполняют (нарезают) расчетное число внешних 15 и внутренних 16 зубьев на концах частей валов 13 и 14 круга 3. Затем соответственно указанному выше устанавливают части валов 13 и 14 круга 3 в подшипники элементов режущей головки 1, вводя внешние 15 и внутренние 16 зубья в зацепление, устанавливают с помощью элементов 18...22 на соответствующие части валов круг 3 и деталь ведомого звена передачи 5 (например, ведомый шкив 17). В частности, если указанное выше соответствие требует снижения (которое не достигнуто передачей 5) скорости вращения круга 3 при передаче на него движения с вала двигателя 2 прямо пропорционально отношению числа внутренних 16 и внешних 15 зубьев, то установку частей валов 13 и 14 производят как показано на фиг. 4, скрепляя с частью вала 14 круг 3, а с частью вала 13 - деталь ведомого звена передачи 5 (например, шкив 17). Если же указанное выше соответствие требует увеличения (которое не достигнуть передачей 5) скорости вращения круга 3 при передаче на него движения с вала двигателя 2 обратно пропорционально отношению числа внутренних 16 и внешних 15 зубьев, то установку частей валов 13 и 14 производят противоположно показанному на фиг. 4 так, чтобы с частью вала 14 скреплялась деталь ведомого эвена передачи 5 (например, шкив 17), а с частью вала 13 - круг 3. Для реализации скорости вращения круга 3, не зависящей от соотношения числа зубьев 16 и 15 (а отличающейся от скорости вала двигателя 2 только в "и" раз, где "и" - передаточное число передачи 5), числа зубьев 16 и 15 выполняют одинаковыми, после чего части 13 и 14 вала 4 круга 3 устанавливают одним (из указанных выше) образом, скрепляя с ними круг 3 и деталь ведущего звена передачи 5 (например, шкив 17).
После этого рельсовый зажим 6 устанавливают на головку разрезаемого рельса и укрепляют его на рельсе (например, с помощью винта). При этом рычаги 8 и 7 двухрычажного механизма подачи круга располагают "разложенными" на одной прямой по одну сторону рельса, а режущую головку 1 размещают у конца рычага 7. Далее режущую головку 1 шарнирно соединяют с первым рычагом 7 механизма подачи круга, вводя палец-ось 12 на конце первого рычага (см. фиг. 3) в нижний (по фиг. 1, 5, 6) подшипник - отверстие 10 на наклонной поперечине 9, и фиксируют элементы этого шарнира от осевого смещения с помощью фиксатора 11 (в частности, ввинчивая подпружиненный фиксирующий винт в соответствующую резьбу на поперечине 9 до захода конца винта в кольцевую проточку пальца - оси 12). Затем, поворачивая вручную рычаг 8 относительно зажима 6 на рельсе, рычаг 7 относительно рычага 8 и режущую головку 1 относительно рычага 7 (в соответствующих шарнирах 24) устанавливают режущую головку 1 угольником 23 (на нижнем торце поперечины 9) на рельс в положение готовности к работе (фиг. 1,7). После этого запускают двигатель 2 в работу и с помощью передачи 5 приводят вал 4 круга и сам круг 3 во вращение (с соответствующей рабочей скорости круга 3 его окружной скоростью). Затем, воздействуя вручную на режущую головку 1 (в частности, придерживая ее за специальную рукоять - см. фиг. 1, 7, 8, 9), приподнимают режущую головку 1 над рельсом, поворачивают второй рычаг 8 механизма подачи круга относительно зажима 6 на рельсе против часовой стрелки, рычаг - относительно рычага 8 по часовой стрелке и режущую головку 1 - относительно рычага 7 по часовой стрелке (в соответствующих шарнирах 24), и подводят круг 3 к головке разрезаемого рельса сверху наискосок (слева по фиг. 9). Далее, манипулируя режущей головкой 1, рычагами 7 и 8, поворачивая их соответствующим образом (в частности, поворачивая рычаг 8 по часовой стрелке, а рычаг 7 - против часовой стрелки), нажимают вращающимся кругом 3 на головку распиливаемого рельса (наискосок сверху слева направо вниз по фиг. 9), заглубляют круг в рельс и режут его. При этом, чтобы исключить прижоги и т.п. на поверхности среза рельса, осуществляют "осцилляцию" круга 3 - периодическое возвратно-поступательное смещение круга 3 на 5...6 см в плоскости резания за счет покачивания на небольшой угол режущей головки 1 относительно рычага 7 (в соответствующем шарнире 24) с частотой в 0,5...1 Гц. В том случае, если резание рельса производится новым кругом 3 и в процессе резания интенсивность его износа (и уменьшение его начального диаметра) невелика, резание рельса осуществляют до конца так, как описано выше, дорезая рельс при повороте рычага 8 относительно зажима 6 по часовой стрелке через вертикальное с левой на правую (по фиг. 9, 10, 11) сторону относительно рельса, поворачивая рычаг 7 относительно рычага 8, режущий блок 1 относительно рычага 7 и покачивая режущий блок 1 так, как было описано выше (фиг. 11). В том случае, если резание рельса осуществляется уже "работавшим" кругом 3 (кругом 3 производится 2-ой, 3-ий и т.д. разрезы) или если в процессе первого разреза интенсивность износа круга 3 (и уменьшение его диаметра) велика, расстояние от шарнира соединения режущей головки 1 (на нижней части поперечины 9) до крайней точки круга 3 может оказаться недостаточным для дорезания рельса (при любых манипуляциях с рычагами 7 и 8 и режущей головкой 1). В этом случае двигатель 2 выключают из работы, круг 3 останавливают, режущую головку 1 и рычаги 7 и 8 приводят в положение, удобное для изменения места шарнирного соединения режущей головки 1 с рычагом 7 (в частности, режущую головку устанавливают на надежную опору, например шпалу или специальную подкладку). Затем "расфиксирывают" от осевого смещения элементы шарнирного соединения 10 рычага 7 с нижней частью поперечины 9 на головке 1 (например, вывертывают подпружиненный фиксирующий винт 11 из резьбы на нижней части поперечины 9 в зоне нижнего элемента шарнира 10). После этого вводят палец - ось 12 на конце рычага 7 в верхний элемент шарнира 10 (на верхней части поперечины 9) и фиксатором 11 предохраняют шарнир от осевого смещения его элементов. Далее, манипулируя рычагами 7 и 8 с режущей головкой 1, вводят круг 3 в "пропил" на рельсе в положение, при котором резание было приостановлено, так, как показано на фиг. 12. После этого, включив двигатель 2 в работу, поворачивая рычаг 8 относительно зажима 6 и рычаг 7 относительно рычага 8 по часовой стрелке и покачивая режущую головку 1 относительно рычага 7, осуществляют "дорезание" рельса. Это "дорезание" - операция окончательного разделения рельса становится возможным ввиду благоприятного изменения расстояния от верхнего шарнира соединения режущей головки 1 и рычага 7 (расположенного в верхней части соответственно наклоненной относительно головки поперечины 9) до крайней точки круга 3 и благоприятного же изменения конфигурации относительного расположения рельса с зажимом 6, рычагов 7 и 8 и головки 1 с кругом 3, при которых резание осуществляется при уменьшенном диаметре изношенного круга 3. После полного разреза рельса двигатель 2 выключают из действия и, манипулируя рычагами 7, 8 и головкой 1, приводят станок в требуемое положение (например, опирают головку 1 слева или справа на рельс угольником 23 или, развернув рычаги 7 и 8 в одну линию, опирают головку 1 угольником 23 на шпалу или специальную подкладку).
Таким образом, выполнение станка с наклонной поперечиной на режущий головке и с размещенными на концах поперечины элементами шарнирного соединения с первым рычагом механизма подачи круга позволяет легко изменять соотношения размеров звеньев механизма подачи и его конфигурацию, в результате чего реализуется возможность полного разреза рельса одним кругом и возможность выполнения одним кругом нескольких разрезов рельса, что упрощает обращение оператора со станком и повышает эффективность работы. Выполнение вала круга состоящим из двух частей, на конце одной из которых нарезаны внешние зубья, на конце другой - внутренние зубья, и введение внешних и внутренних зубьев в зацепление позволяет реализовывать наиболее эффективные и производительные режимы резания рельсов кругами с разными рабочими (наибольшими) скоростями резания при полностью загруженном двигателе.
Так, при использовании предложения реализуются поставленные цель и задачи.
Источники информации
1. А.с. 810871 СССР, МКИ3 E 01 B 31/04. Рельсорезной станок /Л.Н. Горохов, А.А.Куроедов, Ю.С.Огарь, А.В.Пронченко, В.К.Синявский; Л.В.Чукаев, Р.Д. Сухих (СССР). - Опубл. 07.03.81. Бюл. N 9.
2. Патент 4068415 США, МКИ3 В 24 В 23/02. Рельсорезный станок/ В.П.Макилрат (США). - Опубл. 17.01.78.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК РЕЛЬСОРЕЗНЫЙ | 2001 |
|
RU2221100C2 |
| Рельсорезный станок | 1978 |
|
SU783393A1 |
| Рельсорезный станок | 1981 |
|
SU952542A1 |
| Рельсорезный станок | 1984 |
|
SU1248771A1 |
| Рельсорезный станок | 1977 |
|
SU810871A1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНЫЙ | 1999 |
|
RU2171328C2 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ | 1992 |
|
RU2045603C1 |
| Рельсорезный станок | 1989 |
|
SU1622479A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2220250C2 |
| Станок рельсорезный | 1982 |
|
SU1221274A1 |

Изобретение относится к механизированному путевому инструменту, а именно к переносным станкам для резания абразивными кругами рельсов разной твердости, размеров и типов. Станок состоит из режущей головки с двигателем, абразивного отрезного круга и связывающей валы двигателя и круга передачи, а также рельсового зажима и рычагов двухрычажного механизма подачи круга, первый из которых шарнирно соединен с режущей головкой, а второй - с рельсовым зажимом. Станок дополнительно снабжен скрепленной с режущей головкой наклонной поперечиной, на концах которой размещены элементы, выполненные с возможностью шарнирного соединения с первым рычагом двухрычажного механизма подачи круга. Вал круга выполнен состоящим из двух частей, каждая из которых оперта на два подшипника, размещенные в расточке элементов режущей головки. На конце одной части нарезаны внешние зубья, а на конце другой - внутренние зубья, при этом внешние и внутренние зубья введены в зацепление. Техническим результатом является повышение эффективности работы и увеличение производительности за счет улучшения условий работы оператора со станком и реализации возможности работы при полностью загруженном двигателе станка на рабочих (наибольших) скоростях отрезных кругов. 12 ил.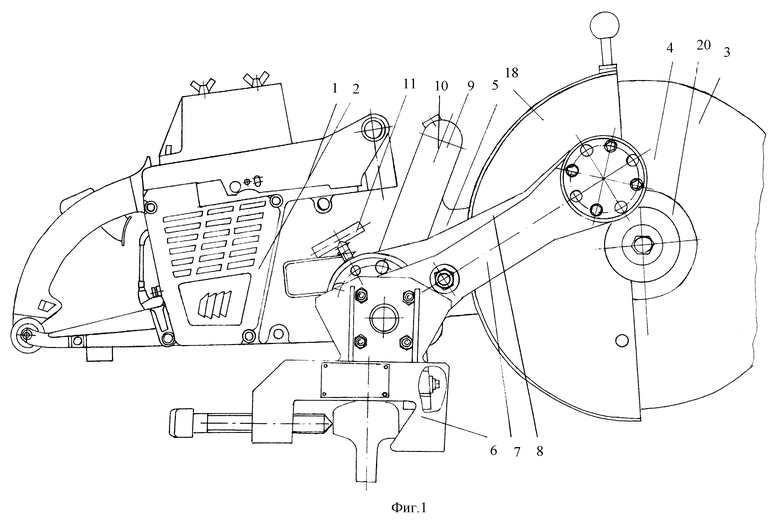
Станок рельсорезный, включающий режущую головку с двигателем, абразивным отрезным кругом и связывающей валы двигателя и круга передачей, рельсовый зажим и рычаги двухрычажного механизма подачи круга, первый из которых шарнирно соединен с режущей головкой, а второй - с рельсовым зажимом, отличающийся тем, что он снабжен скрепленной с режущей головкой наклонной поперечиной, на концах которой размещены элементы, выполненные с возможностью шарнирного соединения с первым рычагом двухрычажного механизма подачи, вал круга выполнен состоящим из двух частей, каждая из которых оперта на два подшипника, размещенные в расточке элементов режущей головки, причем на конце одной части нарезаны внешние зубья, а на конце другой - внутренние зубья, при этом внешние и внутренние зубья введены в зацепление.
| US 4068415, 17.01.1978, Машины и механизмы для путевого хозяйства | |||
| /Под ред | |||
| С.А.Соломонова | |||
| - М.: Транспорт, 1984, с.91-93 | |||
| Устройство для перемещения транспортного средства | 1990 |
|
SU1791213A1 |
| Рельсорезный станок | 1977 |
|
SU810871A1 |
| Станок рельсорезный | 1984 |
|
SU1155652A1 |
| Устройство для обрушивания семян | 1989 |
|
SU1662479A1 |
| СПОСОБ ПЕРЕВОЗКИ ПАССАЖИРОВ И ГРУЗОВ С ПОМОЩЬЮ МОНОРЕЛЬСОВОЙ ТРАНСПОРТНОЙ СИСТЕМЫ | 2004 |
|
RU2267418C1 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ-1 | 2016 |
|
RU2639373C1 |
| Мельница | 1975 |
|
SU606615A1 |
| GB 1376563, 04.12.1974. | |||
