Изобретение относится к механизированному путевому инструменту для проведения работ в полевых условиях, а именно, к устройствам для образования различных отверстий в рельсах разной твердости и типов.
Известен переносной рельсосверлильный станок, содержащий раму с зажимом, сверлильный блок с зубчатым передачей, устройством подачи и шпинделем со сверлом. Шпиндель этого станка связан с ведомым валом зубчатой передачи, а устройство подачи выполнено винтовым, связанным с зубчатой передачей вращения сверла и снабженным фрикционной муфтой сцепления. Этот станок обеспечивает автоматический переход от нерабочего ускоренного подвода сверла к подаче рабочего хода.
Недостатком известного устройства является то, что для отвода сверла в исходное положение оператор при помощи переключателя изменяет направление вращения электродвигателя, что снижает производительность станка. Соответственно изменяется направление вращения шпинделя со сверлом, что приводит к резкому сокращению долговечности сверл, оснащенных пластинками твердого сплава.
Наиболее близким по технической сущности к изобретению является выбранный в качестве ближайшего аналога станок рельсосверлильный переносной, содержащий привод в виде мотор-редуктора в корпусе, включающий механизм подачи с ведущим звеном и ведомым звеном в виде шпинделя со сверлом и зубчатыми передачами вращения на указанные звенья, а также зажим с элементами рельсового контакта. Механизм подачи выполнен винтовым с соответствующими резьбами на ведущем и ведомом звене. Привод снабжен также элементами отвода сверла в исходное положение.
Недостатки прототипа обусловлены несоответствием его современным производственно-технологическим требованиям и механизированному путевому инструменту, в том числе и рельсосверлильному. Рост грузонапряженности железнодорожного пути привел к широкому использованию термически упрочненных рельсов и рельсов из легированных сталей. Получение отверстий под стыковые болты и других отверстий, например, под штыри рельсовых соединителей, в таких рельсах стандартным инструментом сверлами, особенно в полевых условиях, затруднено из-за быстрого выхода сверл из строя. Кроме того, при сверлении упрочненных рельсов стандартными твердосплавными сверлами требуется подводить значительную энергию от двигателей больших мощностей, что не позволяет до настоящего времени создать для этих целей достаточно поpтативный рельсосверлильный станок, необходимый путейцам для устранения поломок рельсов в пути. Вместе с тем известен способ сверления отверстий методом вырезки кольца металла и инструмент для него, требующий значительно меньших энергозатрат при сверлении. Однако такие кольцевые сверла требуют большой жесткости конструкции и плавности работы механизма подачи станка, что вступает в противоречие с требованиями портативности, минимальной массы станка и высокой производительности. Недостатком аналога является то, что в механизмах его привода велики потери энергии на трение, недостаточна прочность и жесткость элементов станка, зажим ненадежен и труднорегулируем, механизм ускоренного перемещения шпинделя со сверлом имеет сложную конструкцию, включающую в себя дополнительную пару зубчатых колес, фрикционные и зубчатые муфты. Управление этим механизмом осуществляется оператором, который с помощью рукоятки включает и выключает муфты. Сложность этой конструкции увеличивает массу изделия и уменьшает производительность труда. Затруднено использование сверл разного диаметра, автоматическая остановка и пр. Все это обуславливает необходимость решения задачи создания легкого, жесткого, высокопроизводительного, быстро и просто регулируемого и переналаживаемого на работу с разными рельсами станка для сверления отверстий различного диаметра в упрочненных рельсах обычными и кольцевыми сверлами (со сменными поворотными пластинками) с наименьшими энергозатратами и наибольшей стойкостью инструмента.
Целью изобретения, является повышение эффективности работы станка за счет увеличения производительности, снижения энергоемкости и материалоемкости путем повышения жесткости и КПД и сведения к минимуму продолжительности вспомогательных операций.
Это решается тем, что в станке рельсосверлильном переносном, содержащем корпус с зажимом и со сменяемыми элементами для взаимодействия с рельсом, смонтированные в корпусе ведущий вал и ведомый шпиндель, связанные зубчатыми соосными передачами, и сверло, закрепленное на конце шпинделя, обращенном к рельсу, по крайней мере одна передача на ведомый шпиндель выполнена косозубой с жестко соединенным со шпинделем ведомым колесом, зубья которого имеют направление, противоположное направлению вращения шпинделя, причем ширина зубчатого венца ведущего колеса этой передачи превышает ширину зубчатого венца ведомого колеса на 1,01-1,10 величины хода шпинделя, число зубьев на колесе ведомого шпинделя больше или меньше числа зубьев на колесе ведущего вала на 1-16, при этом ведущий вал выполнен в виде втулки с поперечным выступом на ее верхней поверхности, охватывающей ведомый шпиндель последний выполнен с замкнутым пазом на его верхней поверхности для размещения в нем указанного выступа, состоящего из двух частей, первая из которых наклонена к оси вращения ведомого шпинделя под углом α1, совпадающим по направлению с углом наклона зубьев ведомого колеса, который определяется из соотношения
α1 arcctg[(1,3 ±0,2) bpmax/dc π] где bpmax наибольшая толщина просверливаемой части рельса,
dc средний по глубине паза диаметр ведомого шпинделя,
а вторая часть наклонена к оси вращения шпинделя под углом α2, противоположным по направлению углу наклона первой части паза, который определяется из соотношения
α2≥ 6o-dc/dк( β-12o), где dc средний по глубине паза диаметр ведомого шпинделя,
dк делительный диаметр ведомого колеса,
β- угол наклона зубьев.
А также тем, что первая часть замкнутого паза на ведомом шпинделе выполнена в виде винтовой канавки прямоугольного поперечного сечения, а вторая соединяет два соседних витка упомянутой канавки и параллельна оси вращения шпинделя, при этом шпиндель и приводная втулка установлены с зазором между ними, в котором размещена пружина.
Тем, что корпус выполнен с выступом, а зажим в виде Г-образного рычага, шарнирно соединенного своей горизонтальной частью с указанным выступом, причем в своей средней части рычаг соединен с выступом корпуса выдвижным фиксированным штырем, на свободном конце вертикальной части рычага закреплена гайка с пропущенным через нее винтом, на конце которого закреплен подпятник для упора в шейку рельса, а на выступе корпуса со стороны шпинделя смонтированы сменяемые элементы для взаимодействия с рельсом.
В частности тем, что сменяемые элементы для взаимодействия с рельсом размещены от выступа корпуса по горизонтали и вертикали на разные расстояния, соответствующие типам просверливаемых рельсов, и выполнены со средствами для фиксирования и расфиксирования указанных элементов относительно выступа.
Тем, что сменяемые элементы для взаимодействия с рельсом выполнены в виде поворотных относительно выступа корпуса эксцентриков.
Тем, что сменяемые элементы для взаимодействия с рельсом выполнены в виде устанавливаемых с помощью фиксаторов на выступе корпуса двух шаблонов, противоположные стороны каждого из которых имеют форму, соответствующую боковым формам рельсов двух разных типов.
В частности, тем, что сменяемый элемент для взаимодействия с рельсом со стороны, противоположной шпинделю, выполнен с углублением, диаметр которого превышает диаметр сверла на 30±15оС, а глубина равна 30 ±20 мм, причем углубление расположено соосно просверливаемому в рельсе отверстию.
А также тем, что он снабжен блоком остановки, который выполнен в виде штыря, установленного в торце шпинделя и выступающего из него для взаимодействия в конце холостого хода с пластиной, закрепленной на поворотном относительно корпуса валике и пластиной микровыключателя, соединенной с устройством управления электродвигателя.
И в частности тем, что на его шпинделе установлен переходный патрон, на конце которого выполнено продольное осевое отверстие с резьбой в нем, в котором установлен элемент с ответной резьбой, причем указанный элемент установлен с возможностью взаимодействия своим торцом с торцом сверла в патроне.
Изобретение иллюстрируется чертежом, где на фиг. 1 представлен внешний вид станка, вид сбоку; на фиг. 2 то же, вид спереди; на фиг. 3 разрез привода станка; на фиг. 4, 5 и 6 конструкция вариантов выполнения ведомого звена механизма подачи; на фиг. 7 зажим станка; на фиг. 8-11 выполнения основных и замыкающих контактных элементов зажима станка; на фиг. 12 и 13 выполнение блока остановки привода; на фиг. 14 выполнение дополнительного переходного патрона.
Станок рельсосверлильный переносной (фиг. 1-3) состоит из привода 1 в корпусе 2 (в частности с электродвигателем номинальной мощности 1,5 кВт и номинальным крутящим моментов 9,2 Н˙м). Привод станка включает механизм 3 подачи (в частности, Sпс=0,059 мм/об) с ведущим 4 звеном и с ведомым 5 звеном в виде шпинделя 51 со сверлом (в частности, основной диаметр Dc=36 мм, номинальная частота вращения 276 об/мин) упомянутой выше конструкции. Кроме того, привод содержит зубчатые цилиндрические передачи 7, 8 и 9, 10 вращения на указанные звенья. На корпусе размещен зажим 11 с элементами 12 рельсового контакта и блок 13 автоматической остановки привода.
По крайней мере одна передача (фиг. 3) 9, 10 вращения на шпиндель 51 со сверлом 6 выполнена косозубой с жестко соединенным со шпинделем 51 ведомым колесом 10, зубья которого имеют направление (в частности, левое), противоположное направлению вращению шпинделя (в частности правому шпиндель вращается по направлению часовой стрелки, если смотреть со стороны зубчатого колеса 10). Ширина зубчатого венца ведущей шестерни 9 этой передачи превышает ширину зубчатого венца ведомого колеса 10 на величину Sc (в частности, Sc= 29 мм) хода шпинделя 51, увеличенного на 1-10% при среднем увеличении на 5% Число зубьев на колесе 10 шпинделя 51 отличается от числа зубьев колеса на ведущем 4 звене механизма 3 подачи, а зубчатая передача 7, 8 вращения на ведущее 4 звено механизма 3 подачи выполнена с передаточным числом Uдв, заданным в зависимости от угловых скоростей двигателя ωд и ведомого шпинделя 51 со сверлом 6 ωш и время t1c (в частности t1c=66 c) образования отверстия в рельсе 14, исходя из соотношения
Uдв= ωдt1c/(t1cωш+2π).
Количество Р и форма (шаровая, цилиндрическая, плоская и т.п.) элементов 12 контактов зажима 11 с рельсом приняты в зависимости от количества q возможных регулировочных действий (повороты и смещения относительно трех координатных осей декартовой системы координат) с вышеуказанными элементами 12 в соответствии с соотношением
P=  (1+ 5p1+ 4p2+ 3p3+ 2p4+
(1+ 5p1+ 4p2+ 3p3+ 2p4+
+ 1p5-i piг-i piв-q), где p1, p2, p3, p4 и p5 количество контактных элементов 12, выполненных с возможностью 1, 2, 3, 4 или 5 независимых относительных движений указанного элемента 12 относительно рельса 14 в месте контакта;
piг- количество замыкающих горизонтальных элементов 123 на зажиме 11 с числом i независимых возможных движений, введенных в контакт с шейкой рельса 14 со стороны, противоположной шпинделю 51 со сверлом, парных соответствующим элементам 12о, введенным в контакт с рельсом 14 со стороны шпинделя 51 со сверлом 6;
piв количество замыкающих вертикальных элементов 123 на зажиме 11 с числом i возможных независимых движений, введенных в контакт с поверхностью катания головки рельса 14, парных соответствующим элементам 12о, введенным в контакт с поверхностями подошвы или наклонной внутренней поверхностью головки рельса 14.
Механизм 3 подачи станка, в частности, выполнен с ведущим 4 звеном в виде поворотной приводной втулки, охватывающей ведомый 51 шпиндель со сверлом 6 и снабженной поперечным выступом (в виде штыря 151 с роликом 15). Последний введет в контакт с замкнутым пазом, выполненным на шпинделе 51. Паз (фиг. 4, 5) состоит из двух частей, одна из которых 16 (основная), наклонена к оси вращения шпинделя 51 под углом α1, совпадающим по направлению с углом наклона зубьев ведомого 10 колеса передачи 3 вращения на шпиндель и заданным пропорционально среднему по глубине паза диаметру dc шпинделя 51 и наибольшей толщине bpmax просверливаемой части рельсов 14 в соответствии с соотношением:
α1arcctg[(1,3 ±0,2)bpmax/dcπ
Другая часть 17 паза на шпинделе 51 соединяет начало и конец основной части 16 паза и наклонена к оси вращения шпинделя 51 под углом α2, противоположным по направлению углу α1 наклона основной части паза и заданным пропорционально среднему по глубине паза диаметру dc шпинделя 51, углу β наклона зубьев и делительному диаметру dк ведомого колеса 10 в соответствии с соотношением α2≥ 6°-  (β-12°).
(β-12°).
Основная часть 16 паза на шпинделе 51 (фиг. 6) выполнена, в частности, в виде резьбы, а другая часть 17 соединяет две соседние канавки резьбы 16 и параллельна ( α2=0) оси вращения шпинделя.
При этом шпиндель 51 (фиг. 3) разделен с приводной втулкой 4 пружиной 18, установленной, в частности, между зубчатыми колесами 8 и 10.
Зажим 11 станка, в частности, (фиг. 7), выполнен в виде Г-образного рычага 22, концом горизонтальной перекладины 23 шарнирно (шарнир 24) соединенного с выступом 25 корпуса 2 привода 3, в средней части соединенного с этим выступом 25 выдвижным фиксируемым штырем 26, на конце длинного рычага 27, несущего гайку 28 с винтом, снабженным поворотным замыкающим контактным элементом 123 подпятником 30, причем на выступе 25 корпуса 2 привода 3 со стороны шпинделя 51 размещены основные контактные элементы 12о.
Основные контактные элементы 12о зажима 11 станка (фиг. 8) со стороны шпинделя 51 станка со сверлом 6, в частности, выполнены отстоящими от выступа 25 корпуса 2 на разные соответственно типу просверливаемых рельсов 14 расстояния по горизонтали и вертикали и снабжены устройствами 31 фиксирования и расфиксирования элементов 12о относительно выступа 25.
Эти же элементы 12о зажима 11 выполнены, в частности (фиг. 9) в виде поворотных относительно выступа 25 корпуса 2 эксцентриков.
Эти же элементы 12о зажима 11 выполнены, в частности (фиг. 10, 11), в виде установленных с помощью фиксаторов 31 на выступе 25 корпуса 2 двух шаблонов 33, очертания которых с левой стороны 34 соответствуют боковому очертанию рельсов 14 одного типа (например, Р75, Р65, фиг. 10), а с правой 35 другого типа (например, Р50, фиг. 11).
Замыкающий контактный элемент 123 зажима 11 со стороны, противоположной шпинделю 51 станка со сверлом 6, в частности (фиг. 9, 3, 12), выполнен с углублением 36, длиной Ly равной 30±20 мм, диаметром Dу, превышающим диаметр Dc сверла 6 на 30±15% расположенным соосно просверливаемому в рельсе 14 отверстию.
Блок 13 остановки привода 1 станка, в частности (фиг. 13, 3), выполнен в виде штыря 37, выступающго из торца шпинделя 51 с возможностью контакта в конце холостого хода с пластиной 38, скрепленной с поворотным относительно корпуса 2 валиком 39, второй пластиной 40 взаимодействующим с толкателем 41 микровыключателя 42, подсоединенного к электрическим устройствам 43 управления электродвигателем привода 1.
Шпиндель 51 станка, в частности (фиг. 14), снабжен дополнительным переходным патроном 44, на конце которого в продольном отверстии 45 выполнена резьба и установлен резьбовой элемент 46, контактирующий с торцом сверла 61 (другого, чем основное сверло диаметра, например, 10 22 и др. мм для образования отверстий под штыри рельсовых соединителей и пр.) в патроне 44.
Устройство работает следующим образом.
При выполнении его в соответствии с п. 1 формулы изобретения (фиг. 1-3) вначале выбирают общее количество p элементов 12 контакта зажима 11 с рельсом 14, их выполнение (форму элементов шаровую, площадочную, цилиндрическую, полосковую, поверхностную без ограничителей и с ограничителями и пр. место расположения на рельсе различные части горизонтальные, вертикальные и наклонные головки, шейки и подошвы), определяющее подвижность i каждого из pi (основных pi 12o и замыкающих piг и piв 123) элемента и количество q возможных регулировочных деталей и действий с указанными элементами (в наилучшем случае, когда q=0, зажим 11 является самоустанавливающимся; достаточно рациональным является случай, когда q=1). После этого выбора выполняют зажим 11 и с его помощью крепят корпус 1 станка к рельсу 14. При крайнем дальнем положении шпинделя 51 устанавливают в него сверло 6 и включают в работу двигатель привода 2. Вращение от вала электродвигателя передают через зубчатую передачу 9 и 10 на ведомое 5 звено шпиндель 51 со сверлом 6. Одновременно с помощью механизма подачи 3 (например, винтового с внутренней резьбой на звене 4 и наружном звене 5) сверло 6 смещают в осевом направлении, заглубляя его в рельс 14 и просверливая отверстие. Это смещение осуществляют при повороте ведущего 4 звена механизма 3 подачи с помощью двигателя привода 1 через зубчатую передачу 7, 8. Предложенное выполнение передачи 7,8 с передаточным числом
Uдв= ωд t1c/(t1c ωш+2π)
обуславливает то, что ведущее 4 звено механизма подачи вращается быстрее ведомого шпинделя 51, опережая во вращении последний. Благодаря этому механизм подачи 3 смещает шпиндель 51 со сверлом 6 вперед относительно ведущего 4 звена, обеспечивая образование отверстия в рельсе 14 за назначенное время t1с. Различие в числах зубьев колес 10 и 8 на ведомом 5 и ведущем 4 звеньях механизма подачи 3 обеспечивает подачу шпинделя 51, препятствуя его возврату. Выполнение по крайней мере одной передачи 9, 10 вращения на ведомый 5 шпиндель косозубой обеспечивает большую (по сравнению с другим, например, прямозубым выполнением) нагрузочную способность, плавность и бесшумность хода, обеспечивая меньшие размеры и др. положительные эффекты. Кроме того, выполнение передачи 9, 10 с косым зубом, имеющим определенное направление (на ведомом колесе 10, в частности, левое) обеспечивает дополнительную осевую силу на шпинделе 51, уменьшающую нагрузку на выступ 15 и улучшающую условия работы механизма подачи. Выполнение ширины зубчатого венца ведущей шестерни 9 передачи вращения на шпиндель 51, превышающей ширину зубчатого венца ведомого колеса 10 этой передачи на величину (1,06±0,5)Sc (Sc ход шпинделя 51) с запасом обеспечивает реализацию требуемого поступательного перемещения ведомого звена 5 механизма подачи 3 шпинделя 51 со сверлом 6.
Выполнение механизма подачи 3 с ведущим звеном в виде поворотной втулки, охватывающей ведомый шпиндель 51 со сверлом 6 и снабженной поперечным выступом 15, введенным в контакт с замкнутым пазом, выполненным на шпинделе 51 (фиг. 3, 4, 5), обеспечивает лучшие условия взаимодействия ведущего 4 и ведомого 5 звеньев механизма подачи с меньшими потерями энергии на трение и пр. Выполнение замкнутого паза из двух частей, основная из которых 16 наклонена к оси вращения шпинделя 51 под некоторым углом α1, совпадающим по направлению с углом β (фиг. 4, 5) наклона зубьев колеса 10, а другая 17 соединяет начало и конец основной части 16 паза и наклонена к оси вращения шпинделя 51 под углом α2, противоположным по направлению углу α1, обеспечивает расчетное протекание рабочего хода шпинделя 51 со сверлом 6 и ускоренное автоматическое протекание его холостого хода. При рабочем ходе втулка с выступом 15 вращается со скоростью, большей скорости вращения ведомого шпинделя 51, опережая в этом вращении последний. При этом выступ 15 воздействует на грани основной части 16 замкнутого паза на шпинделе 51, обеспечивая продольное перемещение (подачу) последнего вместе со сверлом 6. Предложенное выполнение угла наклона соответствующей части 16 паза
α1arcctg[(1,3 ±0,2)bpmax/dcπ )]
обеспечивает ход шпинделя со сверлом 6 с запасом, гарантирующим просверливание отверстия в части рельса 14 (его шейке) с толщиной bpmax. После поступательного перемещения шпинделя 51 со сверлом 6 на требуемую величину Sc (после окончания сверления отверстия) выступ 15 попадает в часть 17 замкнутого паза, и шпиндель 51 со сверлом 6 быстро возвращается назад в исходное положение. Предложенное выполнение угла наклона α2 соответствующей части 17 паза α2≥ 6°-  (β-12°) обеспечивает с одной стороны отсутствие самоторможения, а с другой наибыстрейший возврат шпинделя в исходное положение.
(β-12°) обеспечивает с одной стороны отсутствие самоторможения, а с другой наибыстрейший возврат шпинделя в исходное положение.
При выполнении основной части 16 паза (фиг. 6) в виде резьбы, две соседние канавки которой соединены другой частью 17 паза, параллельной оси вращения шпинделя 51, в сочетании с возвратной пружиной 18 (фиг. 3) упрощается технология изготовления шпинделя и снимается ограничение по определению угла α2 наклона части 27 паза (фиг. 4, 5, 6), благодаря чему увеличивается скорость возврата шпинделя в исходное положение.
Выполнение зажима 11 Г-образным (фиг. 7) обеспечивает быстрое скрепление корпуса 2 станка с обрабатываемым рельсом 14. При этом из начального положения Г-образного рычага 22, развернутого в крайнее верхнее положение, после подвода станка к рельсу 14 и введения в контакт с ним основных контактных элементов 12о зажима 11 рычаг 22 относительно шарнира 24, соединяющего горизонтальную перекладину 23 рычага 22 и выступ 25 на корпусе 2, поворачивается в крайнее нижнее положение. После этого вращением винта 29 в соответствующую сторону ввертывают его в гайку 28 на конце длинного плеча 27 и прижимают к шейке рельса 14 контактный замыкающий элемент 123 подпятник 30. Затяжку осуществляют до надежного скрепления станка с рельсом с помощью контактных элементов 123 (30) и 12о.
В случае выполнения основных контактных элементов 12o зажима 11 со стороны шпинделя 51 со сверлом 6, отстоящим от корпуса 2 на равные, соответствующие типу рельса 14, расстояния по горизонтали и вертикали (фиг. 8), перед началом работ осуществляют их нужную установку. При этом с помощью устройства 31 элементы 12о расфиксируют относительно выступа 25 корпуса 2, устанавливают на нужные расстояния по вертикали и горизонтали соответственно типу рельса (например, по фиг. 8 разворачивают соответствующим образом), после чего снова фиксируют их с помощью устройства 31. Таким образом, быстро реализуется возможность регулировки зажима 11 соответственно типу обрабатываемого рельса 14.
В случае выполнения основных контактных элементов 12о в виде поворотных эксцентриков 32 (фиг. 9) процедура регулировки зажима 11 соответственно типу рельса 14 упрощается и ускоряется. Элементы 12о эксцентрики 32-расфиксируют относительно выступа 25 на корпусе 2, нужным образом поворачивают и снова фиксируют.
При выполнении основных контактных элементов 12о в виде двух шаблонов 33 (фиг. 10, 11) с очертаниями, с одной стороны 34 соответствующими боковым очертаниям одного рельса (например Р50), а с другой 35 очертаниям другого рельса (например, Р75 и Р65), процедура регулировки еще более упрощается и убыстряется необходимо лишь расфиксировать шаблоны 33, развернуть их и снова зафиксировать на выступе 25 корпуса. Подавляющая часть сверлильных работ приходится на рельсы типов Р50, Р65 и Р75.
В случае выполнения замыкающего контактного элемента 123 зажима 11 с углублением 36 с предложенным расположением и соотношением размеров его частей (фиг. 9, 3, 7, 12) силы взаимодействия зажима 11 и рельса 14 будут ориентированы наилучшим образом с минимальными их моментами, изгибающими сверло 6 и деформирующими другие части станка.
При предложенном выполнении блока 13 остановки привода 1 станка (фиг. 12, 13) после окончания сверления отверстия шпиндель 51 возвращается назад в исходное положение и штырем 37 через пластины 38 и 40 и валик 39 давит на толкатель 41 микровыключателя 42, который через электрические устройства 43 управления электродвигателем привода 1 (в частности, через магнитный пускатель) автоматически отключает этот электродвигатель.
В случае снабжения шпинделя 51 дополнительным патроном 44 предложенного выполнения (фиг. 14) реализуется возможность сверления отверстий других, в частности, меньших диаметров 9,8; 10, 10,2, 22 мм (под штыри рельсовых соединителей и пр.). При этом соответствующее сверло вставляется в продольное отверстие 45 переходного патрона, резьбовым элементом 46 устанавливается его необходимый (в зависимости от длины сверла и пр.) вылет (например, L=135±1 мм), далее сверло зажимается в этом переходном патроне 44 и устанавливается в шпинделе 51 станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 1995 |
|
RU2092648C1 |
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНЫЙ | 1999 |
|
RU2171328C2 |
| РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ СТАНОК ДЛЯ ПОЛЕВЫХ УСЛОВИЙ | 2001 |
|
RU2210655C2 |
| РЕДУКТОР С ПЕРЕДАЧЕЙ БОЛЬШОЙ ОСЕВОЙ СИЛЫ | 1992 |
|
RU2044197C1 |
| СТАНОК РЕЛЬСОРЕЗНЫЙ | 1999 |
|
RU2176003C2 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ | 2010 |
|
RU2464371C2 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА | 1993 |
|
RU2119603C1 |
| РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 1990 |
|
RU2043452C1 |
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 2016 |
|
RU2628944C1 |
Использование: изобретение относится к механизированному путевому инстрмументу для проведения работ в полевых условиях, а именно к устройствам для образования различных отверстий в рельсах разной твердости и типов. Сущность изобретения: станок содержит корпус 2 с зажимом и со сменяемыми элементами для взаимодействия с рельсом, смонтированные в корпусе ведущий вал 4 и ведомый шпиндель 5, связанные зубчатыми соосными передачами 7, 8, 9 и 10, и сверло 6, закрепленное на конце шпинделя 5, обращенным к рельсу. По крайней мере одна передача 9 или 10 на ведомый шпиндель 5 выполнена косозубой с жестко соединенным со шпинделем 5 ведомым колесом 10, зубья которого имеют направление, противоположное направлению вращения шпинделя 5. Ширина зубчатого венца ведущего колеса 9 этой передачи превышает ширину зубчатого венца ведомого колеса 10 на 1,01 1,1 величины хода шпинделя. Число зубьев на колесе ведомого шпинделя 5 больше или меньше числа зубьев на колесе ведущего вала 4 на 1 16. Ведущий вал выполнен в виде втулки с поперечным выступом на ее поверхности, охватывающей ведомый шпиндель 5. Шпиндель 5 выполнен с замкнутым пазом на его верхней поверхности для размещения в нем указанного выступа, состоящего из двух частей. Одна часть наклонена к оси вращения ведомого шпинделя 5 под углом, совпадающим по направлению с углом наклона зубьев ведомого колеса 10, а другая часть наклонена к оси вращения шпинделя под углом, противоположным по направлению углу наклона указанной одной части паза. 8 з. п. ф-лы, 14 ил.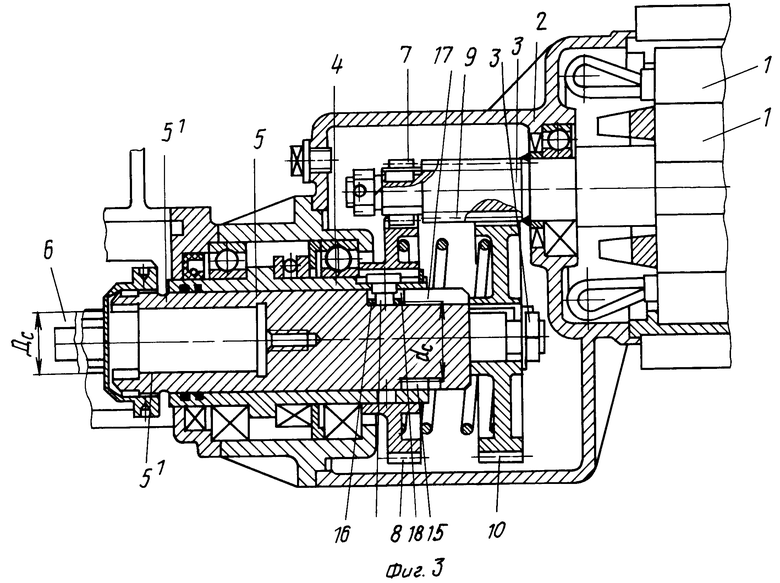
α1= arcctg [(1,3 ± 0,2)b
где b
dс средний по глубине паза диаметр ведомого шпинделя,
а вторая часть наклонена к оси вращения шпинделя под углом α2, противоположным по направлению углу наклона первой части паза, которое определяется из соотношения
α2≥ 6°-dc/dк(β-12°),
где dс средний по глубине паза диаметр ведомого шпинделя;
dк делительный диаметр ведомого колеса;
β угол наклона зубьев.
| Путевые механизмы и инструменты | |||
| Под ред.Карпова Н.А | |||
| - М.: Транспорт, 1984, с.219-222. |
