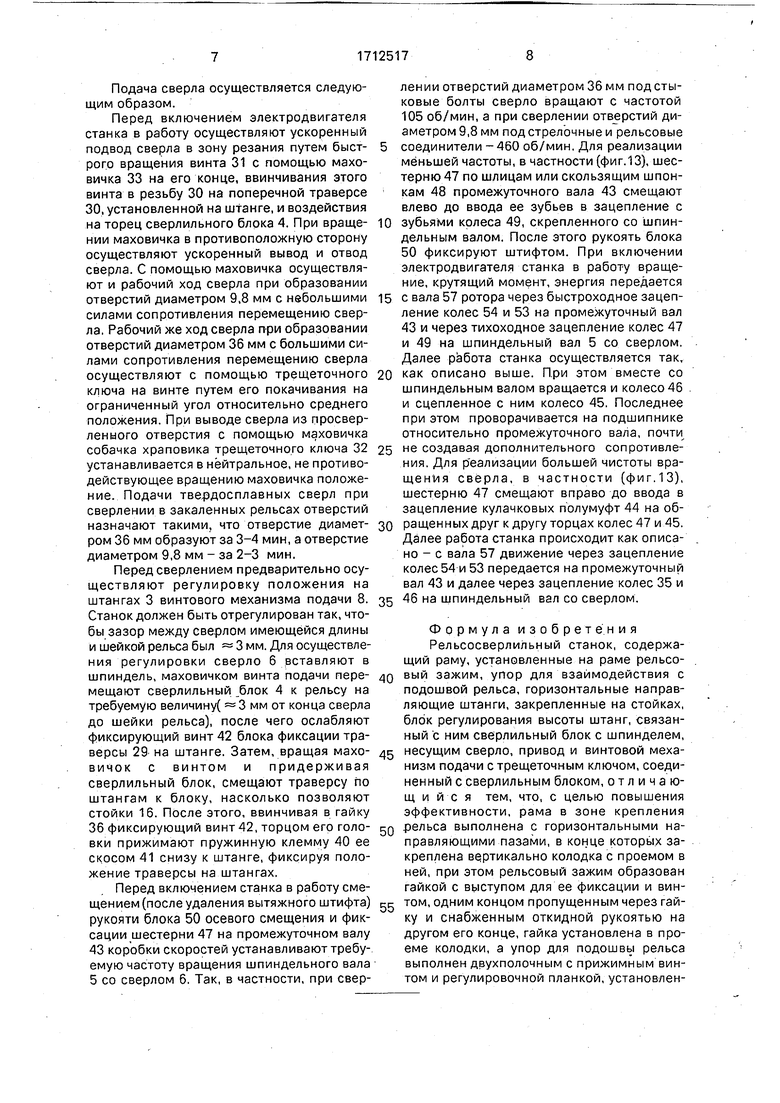
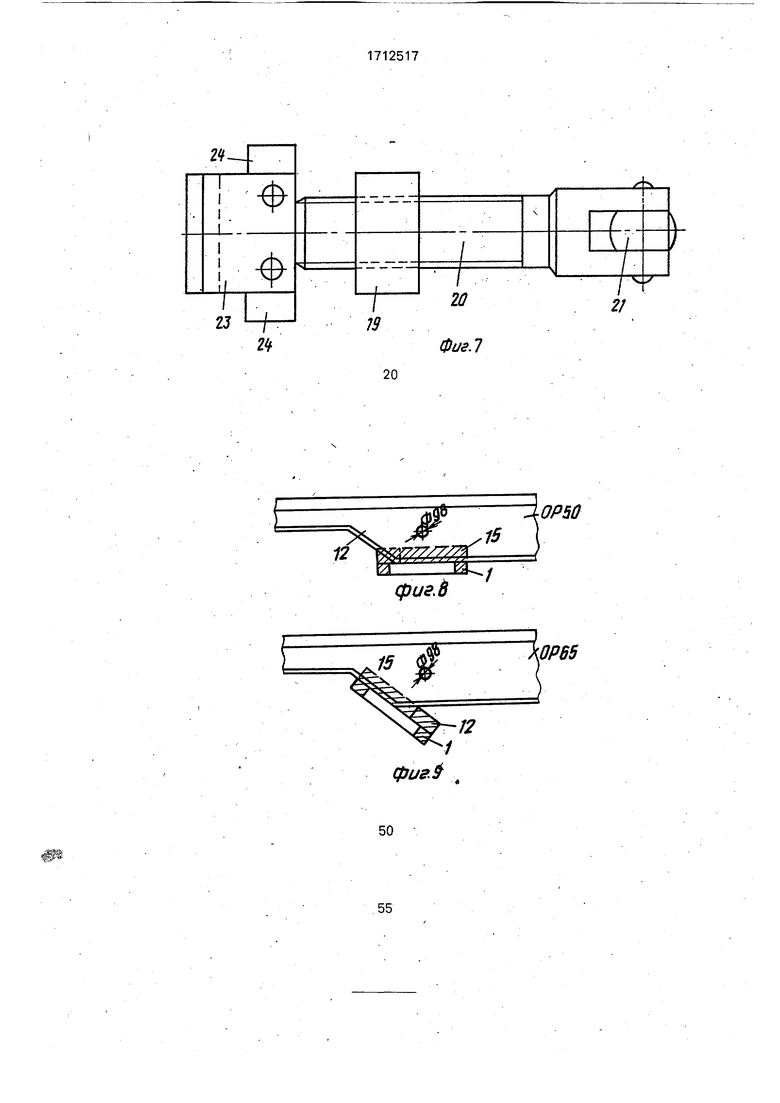
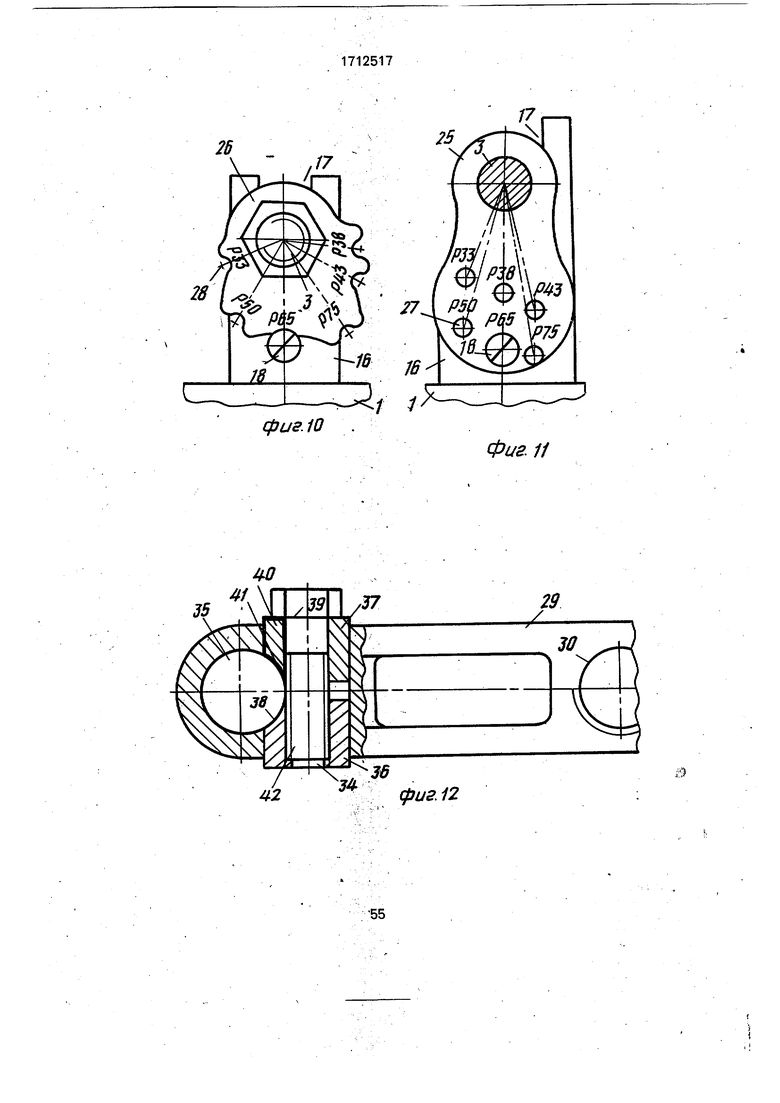
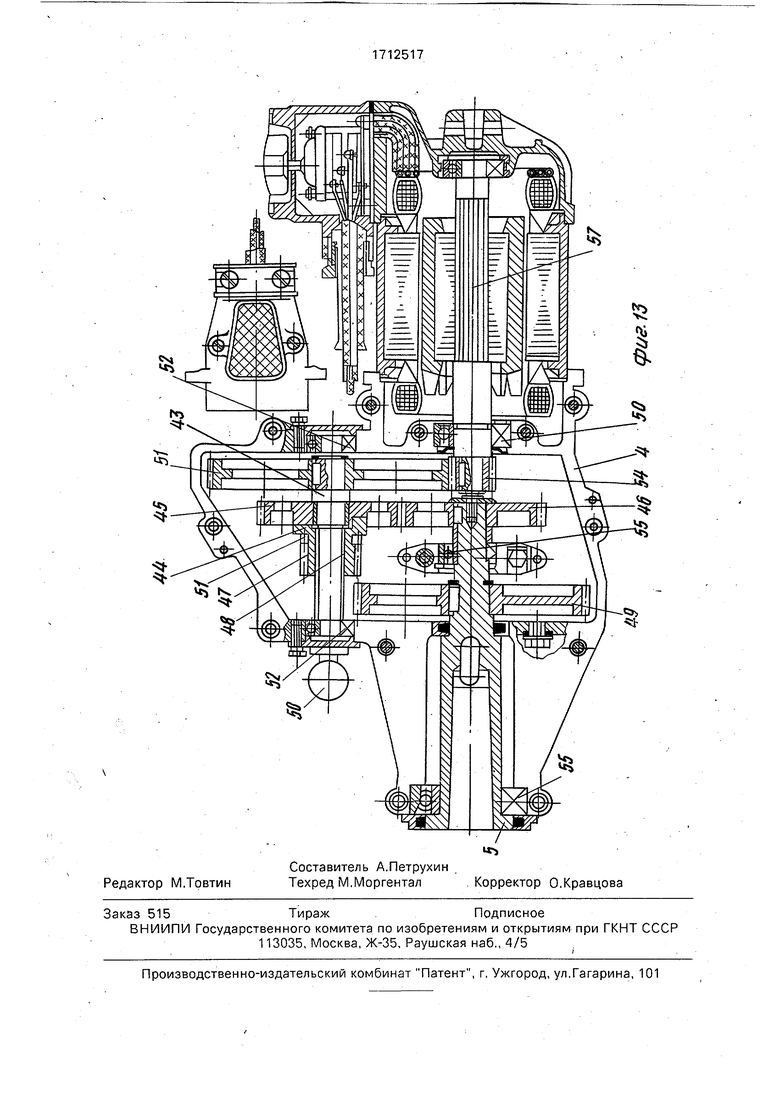
вид спереди; на фиг,7 - то же, вид сверху; на фиг.8 - относительное положение элементов станка и остряка ОР 50 при сверлении в нем отверстий; на фиг.9 - то же, остряка ОР 65; на фиг. 10 - задняя стойка рамы со штанго /1 и шайбой; на фиг.11 передняя стойка рамы со штангой и шайбой; на фиг. 12 - траверса станка с блоком фиксаций ее на штанге; на фиг.13 - моторный редуктор станка с коробкой скоростей.
Рельсорезный станок состоит из рамы 1 с отъемным закладным винтовым рельсовьци зажимом 2. Рама, в частности, представляет собой сварную конструкцию, состоящую из двух продольных профилей прямоугольного поперечного сечения. Нз раме с возможностью изменения положения по длине и высоте размещены две направляющие штанги 3, в частности круглого трубчатого поперечного сечения. На штангах с возможностью смещения в осевом направлении установлен сверлильный блок 4 с ведомым шпиндельным валом 5, несущим сверло 6, и его приводом с двухскорсетной сооснрй цилиндрической зубчатой коробкой 7 скоростей. Кроме того, на штангах установлен винтовой механизм 8 подачи сверлильного блока. К раме на переднем конце (фиг.1,4) приварена колодка 9 с вертикальным проемом 10 для установки гайки винтового рельсового зажима. В зоне колодки (фиг.1,4,5) рама такж снабжена продольными направляющими пазами 11 и наклонным уголковым двухполочнымупором 12 для подошвы рельса. Упор снабжен винтами 13, расположенными в резьбовых отверстиях на одной из полок 14 упора. Этими винтами к одной из полок упора прикрепляется регулировочная планка 15, обеспечивающая нужное относительное расположение шпиндельного вала, обычнбго рельса и разных остряков стрелочных переводов. При сверлении обычных рельсов планку 15 устанавливают с помощью винтов 13 на нижнюю полку 14упора (фиг. 1), при сверлении отверстий диаметром 9,8 мм в остряках стрелочных переводов планку устанавливают на верхнюю полку упора (фиг.2,3). Для сверления отверстий в остряке ОР 65 (фиг.9) планку устанавливают с правой стороны упора рамы при направлении взгляда со стороны зажима (фиг.2), для сверления отверстий в остряке ОР 50 (фиг.8) планку устанавливают с левой стороны упора (фиг.З). В средней части рамь (фиг. 1,4) к ней приварены две пары стоек 16 с пазами 17 сверху для размещения штанг. Каждая из стоек снабжена резьбовым отверстием 18 с крепежным болтом для фиксации штанг на стойках. Гайка 19, сквозь
которую пропущен зажимной винт 20 (фиг.1,4-7) с откидной рукоятью 21, выполнена с поперечным выступом 22, вводимым в проем колодки. Винт на торце снабжен
поворотным упором 23 с продольными выступами 24, вводимыми в направляющие пазы на раме. Направляющие штанги размещены в пазах стоек рамы (фиг.1,4,10,11) и снабжены упорными шайбами 25, 26 с отверстиями 27 на передних шайбах и с круговыми выемками 28 по периметру на задних шайбах для пропуска крепежных болтов 18. Отверстия и выемки на . шайбах расположены на разных расстояниях от оси штанг соответственно разным расстояниям от подошв различных типов рельсов до осей образуемых отверстий.
На штанги рамы, в частности (фиг. 1,12),
0 установлена поперечная траверса 29 с резьбой 30 по оси, снабженная блоком фиксации траверсы. Сквозь резьбу пропущен винт 31 механизма подачи, введенный в соединение с торцом сверлильного блока, снабженный трещеточнЫм ключом 32 и маховичком 33 на конце.
Блок фиксации траверсы на штанге, в чартности, выполнен в виде поперечногоотверстия 34 на траверсе, частично перекрывающего отверстие 35 для пропуска штанги. В отверстие снизу вставлена круглая гайк,а 36, а сверху - втулка 37. Гайка и втулка снабжены круговыми срезами 38 соответственно штанге. Во втулке со стороны штанги
5 выполнен паз 39 и в нем размещена клемма 40 со скосом 41 снизу, контактирующим со штангой, зажатая сверху торцом головки фиксирующего винта 42, пропущенного через втулку и ввернутого в гайку.
0 В частности (фиг.13), подвижный относительно промежуточного вала 43 коробки скоростей двухвенцовый блок шестерен выполнен из двух колес с кулачковыми полумуфтами 44 на обращенных друг к другу
5 торцах. Первое колесо 45 блока установлено на промежуточном валу свободно на подшипнике (например, на подшипнике скольжения или игольчатом подшипнике качения) и выпрлнено постоянно введенным в зацепQ -ление с первым колесом 46. Второе колесо 47 блока установлено на промежуточном валу на скользящей шпонке или на шлицах 48 и выполнено с возможностью входа взадепление со вторым колесом 49 на шпйндельс ном валу 5 и связано с блоком 50 о.севого смещения и фиксации его на двух позициях (первая позиция - колеса 48 и 49 сцеплены, вторая - расцеплены, как показано на фиг.13). Блок 50, в частности, состоит из рукояти, выведенной наружу из корпуса коробки, и водила.которое закреплено на рукояти. Поводок водила введен в цилиндриескую проточку 51 на шестерне 47. Блок50 выполнен с бозможностью перемещения вдоль оси промежуточного вала и фиксирутся посредством вытяжного штифта (фиг.1) в одной из двух позиций, соответствующих частоте вращения шпинделя 5 со сверлом 6, в частности, либо 105 об/мин для сверления отверстий под стыковые болты (шестерня 47 и колесо 49 сцеплены), либо 460 об/мин для сверления отверстий .под стрелочные и рельсовые соединители (шестерня 47 и колесо 49 расцеплены, шестерня 47 и колесо 45 соединены кулачковой муфтой 44). Промежуточный вал 43 установлен в корпусе коробки скоростей на подшипниках 52/(в частности, шарикоподшипниках). С ним скреплено зубчатое колесо 53 быстроходной , постоянно введенное в зацепление С ведущей шестерней 54. Шпиндельный вал 5 опирается на подшипники 55 (в частности, шариковые), размеще|Нные в корпусе коробки, А на подшипниках 56 (в частности, шариковых) в корпусе коробки размещен вал 57 ротора С пакетом трехзвенного асинхронного электродвигателя (в частности, номинальной мощности 1,2 кВт). Его статор размещен в приливе корпуса коробки, так что образован единый блок моторного редуктора. Ведущая шестерня 54 скреплена с консолью вала 57 ротора. На электродвигателе смонтирован пакетный выключатель с кабельным подводом электроэнергии.
Станок рельсосверлильный работает следующим образом.
Станок (фиг .1) со вставленнымв, шпиндель шпиндельного вала 5сверлом 6 доставляют к рабочему месту. При сверлении отверстий под штепсели рельсовыд со динителей в коническое отверстие шпиндельного вала 5 устанавливают втулку переходную 6100-0145 ГОСТ 13598-85, а во втулку - оправку с патроном 10-В16 ГОрТ 8522-79 и cooVвeтcтвyющee сверло 6. Передний конец рамы 1 станка при сверлении отверстий в обычных рельсах с планкой 15, закрепленной винтами 13 на нижней полке 14 упора 12, заводят под подошву рельса. При сверлении отверстий диаметром 9,8 мм в остряках планку закрепляют на верхней полке упора (с Нравой стороны упора при остряках ОР 65 и с левой при остряках ОР 50). При обработке остряков ОР 50 передний конец станка заводится под подошву (фиг.В), ia при обработке остряков ОР 65 - под наклонную поверхность корневой части оСтря.ка(фиг.9). Затем на раму устанавливают
рельсовый зажим 2. При этом гайку 19 (фиг. 1,4-7) навинчивают, на винт 20 до контакта с торцом упора 23, после чего поперечный выступ 22 на гайке вставляют в
5 вертикальный проем 10 на колодке 9 рамы. Далее винт зажима с помощью откидной рукояти 21 вращают, ввинчивая в гайку и перемещая поворотный упор в сторону зажимаемой подошвы обрабатываемого рельса. При перемещении упора его направляют, пока его продольные выступы 24 не войдут в соответствующие продольные направляющие пазы. 11 рамы. Винт вращают до полного зажима
5 подошвы рельса между поворотным упором 23 и верхней полкой 14 наклонного уголкового двухполочного упора 12. После этого про.изводят регулировку положения оси шпинделя со сверлом по
0 высоте рельса. Для этого при вывернутых болтах 18 на передних стой.ках 16 и ослабленных болтах 18 на задних стойках 16 направляющие штанги 3 приподнимают в пазах 17 стоек. Упорные шайбы 125 и
5 26 поворачивают на штангах так, чтобы . отверстия 27 на передних и круговые выемки 28 на задних шайбах, соответствующие типу рельса (расстоянию от подошвы рельса до оси образуемого отверстия),
0 расположились на вертикальных осях пазов 17 и совпали с осями резьбовых отвеостий крепежных болтов 18. После этого креп.ежные болты затягивают, фиксируя требуемое положение сверла по высоте.
5 При установке станка на остряки ОР 50 и ОР 65 упорные шайбы устанавливаются в положение, соответствующее сверлению рельса Р 50. Затем электродвигатель станка подключают к питающей сети с помощью кабельной вилки. Далее переключают коробку скоростей 7 на требуемую скорость и включают электродвигатель станка с помощью пакетного выключателя.. Приводя в действие винтовой механизм 8 подачи, осуществля|от сверление отверстия в рельсе. При использовании сверл из быстрорежущих сталей их охлаждают жидкостью из блока, устанавливаемого на головку рельса (фиг.1).
Q После окончания сверления сверло выводят из просверленного отверстия, возвращают его в исходное положение, после чего электродвигатель выключают, ослабляют рельсовый зажим и сдвигают раму станка
П для сверления соседнего отверстия, после чего работа станка осуществляется, как описано выше. После окончания работ питание электродвигателя отключается, отсоединенный кабель сворачивается в бухту и станок снимается с рельса.
Подача сверла осуществляется следующим образом.
Перед включением электродвигателя станка в работу осуществляют ускоренный подвод сверла в зону резания путем быстрого вращения винта 31 с помощью маховичка 33 на его конце, ввинчивания этого винта в резьбу 30 на поперечной траверсе 30, установленной на штанге, и воздействия на торец сверлильного блока 4. При вращении маховичка в противоположную сторону осуществляют ускоренный вывод и отвод сверла. С помощью маховичка осуществляют и рабочий ход сверла при образовании отверстий диаметром 9,8 мм с небольшими силами сопротивления перемещению сверла. Рабочий же ход сверла п-ри образовании отверстий диаметром 36 мм с большими силами сопротивления перемещению сверла осуществляют с помощью трещеточного ключа на винте путем его покачивания на ограниченный угол относительно среднего положения. При выводе сверла из просверленного отверстия с помощью маховичка собачка храповика трещеточного ключа 32 устанавливается в нейтральное, не противодействующее вращению маховичка положение. Подачи твердосплавных сверл при сверлении в закаленных рельсах отверстий назначают такими, что отверстие диаметром 36 мм образуют за 3-4 мин, а отверстие диаметром 9,8 мм - за 2-3 мин.
Перед сверлением предварительно осуществляют регулировку положения на штангах 3 винтового механизма подачи 8. Станок должен быть отрегулирован так, чтобы зазор между сверлом имеющейся длины и шейкой рельса был 3 мм. Для осуществления регулировки сверло 6 вставляют в шпиндель, маховичком винта подачи перемещают сверлильный блок 4 к рельсу на требуемую величину( 3 мм от конца сверла до шейки рельса), после чего ослабляют фиксирующий винт 42 блока фиксации траверсы 29 на штанге. Затем, вращая маховичок с винтом и придерживая сверлильный блок, смещают траверсу по штангам к блоку, насколько позволяют стойки 16. После этого, ввинчивая в гайку 36 фиксирующий винт 42, торцом его головки прижимают пружинную клемму 40 ее скосом 41 снизу к штанге, фиксируя положение траверсы на штангах.
Перед включением станка в работу смещением (после удаления вытяжного штифта) рукояти блока 50 осевого смещения и фиксации шестерни 47 на промежуточном валу 43 коробки скоростей устанавливают требуемую частоту вращения шпиндельного вала 5 со сверлом 6. Так, в частности, при сверлении отверстий диаметром 36 мм под стыковые болты сверло вращают с частотой 105 об/мин, а при сверлении отверстий диаметром 9,8 мм под стрелочные и рельсовые
соединители - 460 об/мин. Для реализации меньшей частоты, в частности (фиг. 13), шестерню 47 по шлицам или скользящим шпонкам 48 промежуточного вала 43 смещают влево до ввода ее зубьев в зацепление с
зубьями колеса 49, скрепленного со шпиндельным валом. После этого рукоять блока 50 фиксируют штифтом. При включении электродвигателя станка в работу вращение, крутящий момент, энергия передается
с вала 57 ротора через быстроходное зацепление колес 54 и 53 на промежуточный вал 43 и через тихоходное зацепление колес 47 и 49 на шпиндельный вал 5 со сверлом. Далее работа станка осуществляется так,
как описано выше. При этом вместе со шпиндельным валом вращается и колесо 46 и сцепленное с ним колесо 45. Последнее при этом проворачивается на подшипнике относительно промежуточного вала, почти
че создавая дополнительного сопротивления. Для реализации большей чистоты вращения сверла, в частности (фиг.13), шестерню 47 смещают вправо до ввода в зацепление кулачковых полумуфт 44 на обращенных друг к другу торцах колес 47 и 45. Далее работа станка происходит как описано - с вала 57 движение через зацепление колес 54 и 53 передается на промежуточный вал 43 и далее через зацепление колес 35 и
46 на шпиндельный вал со сверлом.
Формула изобретения Рельсосверлильный станок, содержащий раму, установленные на раме рельсовый зажим, упор для взаимодействия с подошвой рельса, горизонтальные направляющие штанги, закрепленные на стойках, блок регулирования высоты штанг, связанный с ним сверлильный блок с шпинделем,
несущим сверло, привод и винтовой механизм подачи с трещеточным ключом, соединенный с сверлильным блоком, отличающийся тем, что, с целью повышения эффективности, рама в зоне крепления
рельса выполнена с горизонтальными направляющими пазами, в конце которь1х закреплена вертикально колодка с проемом в ней, при этом рельсовый зажим образован гайкой с выступом для ее фиксации и винтом, одним концом пропущенным через гайку и снабженным откидной рукоятью на другом его конце, гайка установлена в проеме колодки, а упор для подошвь рельса выполнен двухполочным с прижимным винтом и регулировочной планкой, установленной на одной из полок, и смонтирован с возможностью поворота в вертикальной плоскости, стойки выполнены с пазами, в которых с возможностью их фиксации размещены штанги, при зтом блок регулирования, высоты штанг образован передней и задней относительно зоны крепления рельса шайбами с отверстиями на передней шайбе и круговыми выемками, расположенными по периметру, на задней шайбе для установки их центров в соосное положение соответствующих пар на отверстия и выемки, причем шайбы зафиксированы на стойках, механизм подачи снабжен блоком фиксации, который выполнен в виде траверсы с поперечным отверстием, в которое снизу вставлена гайка, а сверху - втулка, выполненные с лысками для пропуска штанги, причем во втулке с стороны штанги выполнен паз, в котором размещена клемма с скошенной нижней частью для взаимодействия с штангой и зажатая сверху торцом
0 головки винта, при этом винт подачи снабжен маховиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 1990 |
|
RU2043452C1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ | 2010 |
|
RU2464371C2 |
| Устройство для ремонта бетонного основания рельсового пути (варианты) | 2020 |
|
RU2750008C1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНЫЙ | 1999 |
|
RU2171328C2 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ | 1992 |
|
RU2045603C1 |
| Устройство для сверления отверстий в рельсах | 1990 |
|
SU1813822A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНОЙ СТАНОК ДЛЯ ПОЛЕВЫХ УСЛОВИЙ | 2001 |
|
RU2210655C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088380C1 |
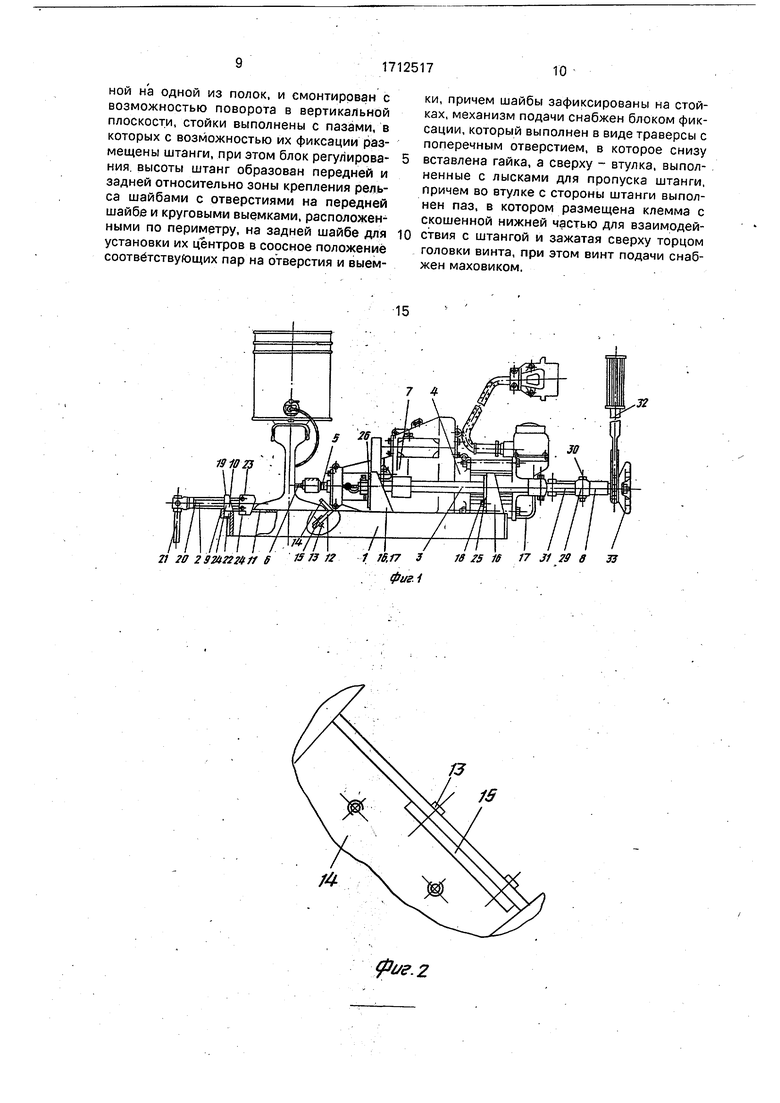
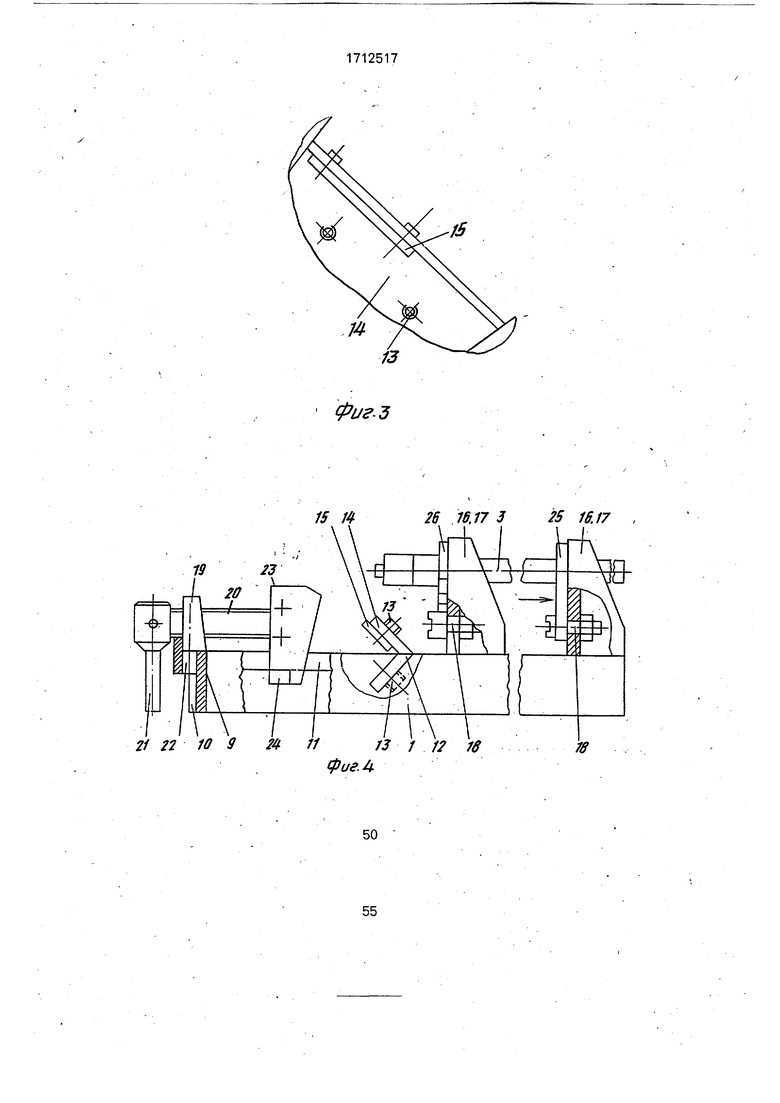
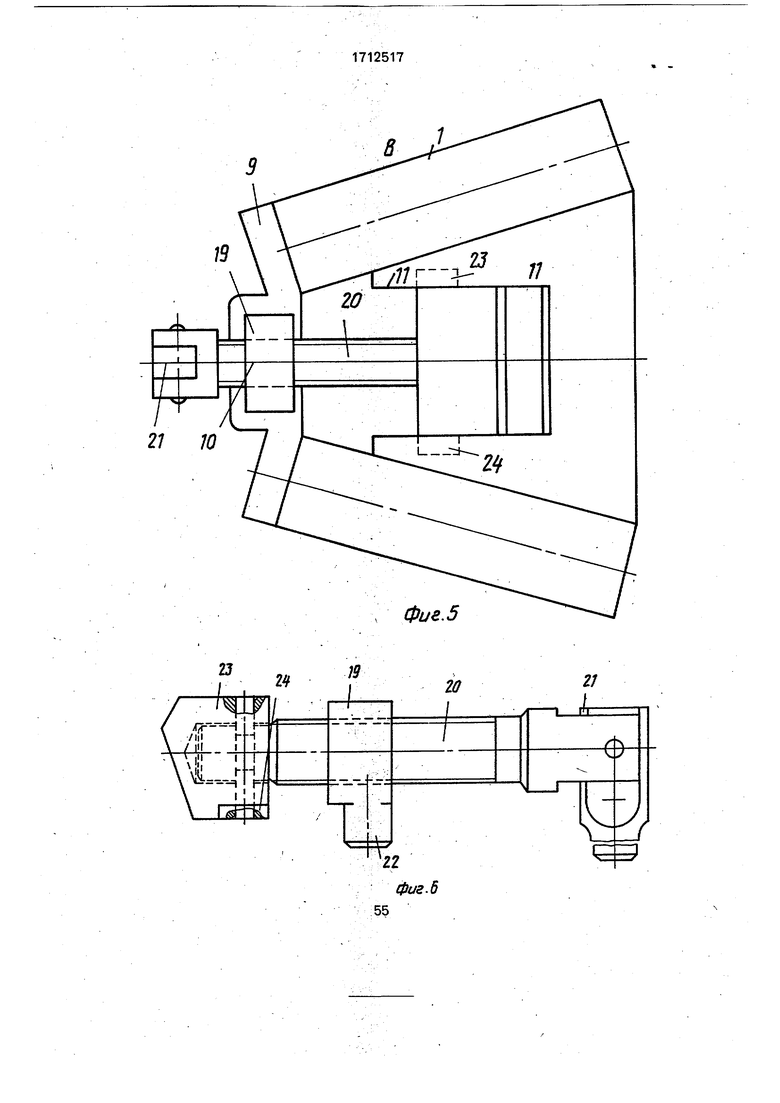
Изобретение относится к путевому механизированному инструменту и предназначено для ремонта и текущего содержания железнодорож-ных рельсов. Рельсосвер- лильный станок состоит из рамы 1 с рельсовым зажимом и, направляющими штангами 3, установленного на них сверлильного блока 4 со шпиндельным валом 5, несущим сверло 6 и его привод, и винтового механизма 8 подачи. Рама на конце снабжена колод- кой 9 с вертикальным проемом 10,продольными направляющими пазами 11 и наклонным уголковым двухполочным упором 12 для подошвы рельса с винтами 13 на полках 14 для скрепления с одной из них планки 15, а в средней части рамы установлены две пары стоек 16 с пазами 17 сверху для штанг, каждая с резьбовым отверстием .18 и крепежным болтом, причем гайка 19, сквозь которую пропущен зажимной винт 20 с откидной рукоятью 21, выполнена с поперечным выступом 22, вводимым в проем колодки, винт на торце снабжен поворотным упором 23 с продольными выступами 24, вводимыми в направляющие пазы на раме, а штанги размещены в пазах стоек, снабжены упорными шайбами 25, 26 с отверстиями на передних шайбах и с круговыми выемками по ^периметру на задних для пропуска крепежных болтов. На штанге установлена поперечная траверса 29 с резьбой 30 по оси, снабженная блоком фиксации, а сквозь резьбу пропущен винт 31, введенный в соединение с торцом сверлильного блока, снабженный трещеточным •ключом 32 и маховиком 33 на конце. 13 ил.(ЛсИзобретение относится к путевому механизированному инструменту и предназначено для ремонта и текущего содержания железнодорожных рельсов, и, в частности, для сверления отверстий под стыковые болты и штепсели рельсовых соединителей в рельсах всех типов, объемнозакаленных, легированных и обычных, отверстий для стрелочных соединителей в неуложенных в стрелочный перевод остряках стрелок и ус,о- ' виках крестовин.Цель изобретения - повышение эффективности работы станка.На фиг.1 приведен рельсорезной станок, вид спереди; на фиг.2 - упор рамы при сверлении отверстий диаметром 9,8 мм в остряке ОР 65 стрелочного перевода, вид сверху: на фиг.З -тоже, в остряке ОР 50: на фиг.4 - рама станка с рельсовым зажимом, вид спереди: на фиг.5 - конец рамы станка с рельсовым винтовым зakимoм, вид сверху: на фиг.6 - рельсовый винтовой зажим.ю сл-^>&
/I I / г 14 п i9 1 JS17 3 IS г5 16 21 20 23mK24tf 6
/J
IS
1/г.2 /7 л 29 8 3J 15 /# 21 21 10 9
фиеЛ
/ 2S 16,17 3 25 15.17 27
фиг.6 Ю
2J
Itf
W
2/
фиг.7
OP50
/
фиг.
OP65
фиг
26
фиг. 10 .
35
Фиг. 11
29
/
а
фиг. 12
| Отраслевой каталог: Путевые машины и механизмы | |||
| М | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
