1
Изобретение относится к изготовлению деталей обуви из пенополиуретаиов и может быть использовано в обувной промышленности для изготовления сапог, ботинок и так далее.
Известен способ изготовления деталей обуви, например подошвы, из пенополиуретана путем смешения форполимера с изоцианатными группами и отвердителем, заполнения полученной композицией формы и ее формования с одновременным закреплением на обувной заготовке и отверждением.
В форме происходит вспенивание композиции с одновременньш формованием подошвы, закреплением ее на обувной заготовке и отверждением.
Поскольку давление .в форме ниже, чем в смесительной головке, происходит мгновенное вспенивание композиции и заполнение ею всего объема формы.
При известном способе даже .незначительные колебания в величине доз резко ухудшают качество готового изделия. Для того, чтобы получить изделия требуемого качества, необходимо усложнять аппаратурное оформление процесса. В частности, возникает потребность в прецизионных насосах для дозирования, сложном электронном блоке управления процессом дозиро:вания, а также в быстроходных смесительных головках, в которых исключается вспенивание композиции вплоть до момента впрыска в пресс-форму.
С целью упрош;ения технологического процесса по предлагаемому способу в композицию вводят гидроксилсодержащий линейный сложный полиэфир и перед заполнением формы композицию вспенивают интенсивным перемешиванием в присутствии азота. Пример. В трехлитровую круглодонную
колбу загружают 816 г форполимера на основе простого полиэфира - полифурита и изоцианата с содержанием NCO-rpynn, равным 5,4% (СКУПФЛ).
Отдельно в литровую колбу загружают
275 г линейного сложного полиэфира с молекулярным весом 2300 (на основе адипиновой кислоты и диэтиленгликоля) и 96 г отвердителя - 3,3-дихлор-4,4-диамино - дифепилметана (МОКА).
Обе колбы с этими компонентами устанавливают в термошкаф, в котором температуру компонентов доводят до 125° С (время разогрева от 30 до 60 мин), после чего производят вакуумирование при остаточном давлеНИИ 10 мм рт. ст. в течение 8-12 мин до полного исчезновения пузырей, при этом смесь полиэфира и МОКА перемешивают.
Подготовленные таким образом компоненты смешивают в пятилитровой емкости, оборудованной штыревой мешалкой, охладительной рубашкой и герметичной крышкой с закрываюшимся отверстием для заливки композиции. Через шланг, редукционный и регулирующий клананы, емкость соединена с баллоном, заполненным азотом под давлением. Вязкотекучей смесью форполимера, полиэфира и МОКА емкость заполняют примерно на 1/3 своего объема. После гер.мегизации заливеого отверстия остальные 2/3 объема заполняют азотом (до давления, поддерживаемого регулирующим клапаном). После этого включают мешалку и производят интенсивное перемешивание композиции с захватом газообразного азота, находящегося в емкости. Пузырьки азота равномерно распределяются во всем объеме вспененной массы (таким образом, газообразный азот является составной частью вспенивающейся композиции, влияя на ее свойства).
,.
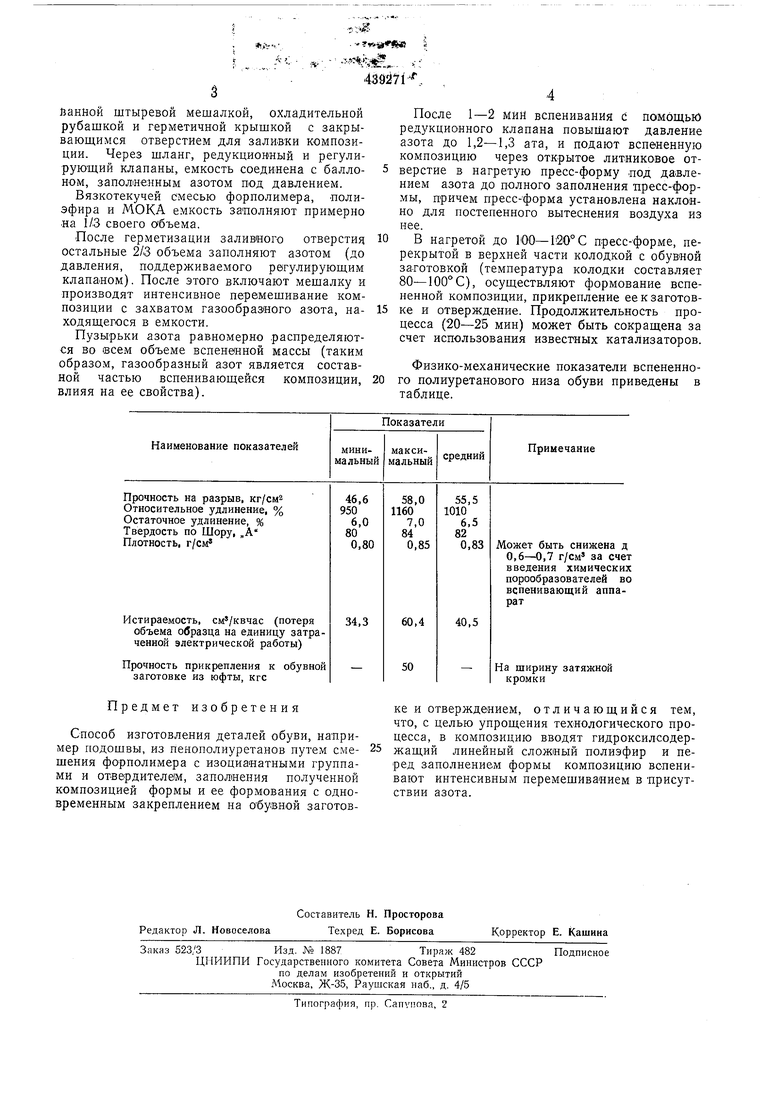
4 После 1-2 МйМ вспенивания с помощью редукционного клапана повышают давление азота до 1,2-1,3 ата, и подают вспененную композицию через открытое литниковое отверстие в нагретую пресс-форму под давлением азота до полного заполнения пресс-формы, причем пресс-форма установлена наклонно для постепенного вытеснения воздуха из нее. В нагретой до 100-120°С пресс-форме, перекрытой в верхней части колодкой с обувиой заготовкой (температура колодки составляет 80-100°С), осуществляют формование вспененной композиции, прикрепление еекзаготовке и отверждение. Продолжительность процесса (20-25 мин) может быть сокращена за счет использования известных катализаторов. Физико-механические показатели вспененного полиуретанового низа обуви приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиция для получения пенополиуретанов | 1972 |
|
SU436842A1 |
| ПОЛИУРЕТАНОВАЯ СИСТЕМА И СПОСОБ ПРОИЗВОДСТВА ВСПЕНЕННЫХ ОБУВНЫХ ИЗДЕЛИЙ НИЗКОЙ ПЛОТНОСТИ С ЦЕЛЬНОЙ ОБОЛОЧКОЙ | 2005 |
|
RU2397996C2 |
| Композиция для формования подошв обуви | 1980 |
|
SU905242A1 |
| ВСПЕНЕННЫЕ ТЕРМОПЛАСТИЧНЫЕ ПОЛИУРЕТАНЫ | 2000 |
|
RU2229486C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ПЕНОПОЛИУРЕТАНА | 2005 |
|
RU2403270C2 |
| МИКРОПОРИСТЫЕ ПОЛИУРЕТАНОВЫЕ ОБУВНЫЕ ПОДОШВЫ, ВСПЕНЕННЫЕ ВОДОЙ И ВСПОМОГАТЕЛЬНЫМИ СОЕДИНЕНИЯМИ | 2007 |
|
RU2458079C2 |
| Заготовка ортопедической стельки для обуви | 2022 |
|
RU2793919C9 |
| ПОЛИУРЕТАНОВЫЕ ФОРМОВАННЫЕ ИЗДЕЛИЯ С ПРЕВОСХОДНОЙ ГИБКОСТЬЮ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ | 2016 |
|
RU2702351C2 |
| Способ получения полимерно-битумного вяжущего на основе вспененного полиуретана | 2017 |
|
RU2648097C1 |
| Способ изготовления термоконтейнера многоразового использования для временного хранения и транспортирования вакцин, сывороток и лекарственных средств | 2019 |
|
RU2725122C1 |
Предмет изобретения
Способ изготовления деталей обуви, например подошвы, из пенополиуретанов путем смешения форполимера с изоцианатными группами и отвердителе1м, заполнения полученной композицией формы и ее формования с одновременным закреплением на обувной заготовке и отверждением, отличающийся тем, что, с целью упрощения технологического процесса, в композицию вводят гидроксилсодержаш,ий линейный сложный полиэфир и перед заполнением формы композицию вспенивают интенсивным перемешиванием в присутствии азота.
