Изобретение предназначено для токарной обработки деталей типа тел вращения из древесины и материалов на ее основе, может быть использовано в деревообрабатывающей промышленности.
Известен суппортный токарный резец для точения деталей из древесных материалов (патент РФ на изобретение N 2075378 от 31.05.95. "Суппортный токарный резец". Авторы: Кузнецов В. В. , Павлов В.К., Тришина Т.В. Опубл. 20.03.97. Бюл. N 8).
Известный суппортный токарный резец содержит державку с режущей фасонной частью, задний угол которой равен 10 - 15, передний угол 45 - 50, на ее торце по всей его ширине выполнен режущий клин, имеющий угол подъема, а на фасонной части резца выполнен угол опускания, причем угол подъема режущего клина составляет для мягких пород древесины 55 - 60o, для твердых 45 - 50o, а угол опускания фасонной части резца составляет 10 - 15o.
Недостатком резца является то, что конструкция чистового режущего клина сходна с конструкциями известных черновых токарных резцов, что в свою очередь не позволяет получить обработанную поверхность с наименьшей шероховатостью. На поверхности присутствуют глубокие риски. Недостаточная жесткая конструкция резца приводит к увеличению погрешности формы обрабатываемых деталей.
Изобретение решает задачу расширения функциональных возможностей суппортного токарного резца с одновременным улучшением качества обработки поверхностей детали.
Это достигается тем, что на суппортном токарном резце, содержащем державку с фасонной частью, задний угол которой равен 10 - 15o, передний угол 45 - 50o на торце резца по всей его ширине выполнен режущий клин, имеющий угол подъема режущей кромки для мягких пород древесины 55 - 60o, для твердых 45 - 50o, а на фасонной части резца угол опускания режущей кромки 10 - 15o, согласно изобретению головка резца выполнена отогнутой, режущий клин содержит участок с прямолинейной режущей кромкой, ширина которой 6 - 10 мм, причем расстояние между черновой и чистовой вершинами резца для мягких пород древесины 3 - 5 мм, для твердых - 1 - 3 мм.
Выполнение головки резца не изогнутой, а отогнутой обеспечивает, по сравнению с прототипом, повышение жесткости конструкции, что в свою очередь позволяет уменьшить величину погрешности формы изготавливаемых деталей.
Выполнение чистового клина с прямолинейной режущей кромкой позволяет, по сравнению с прототипом, уменьшить шероховатость обработанной поверхности путем сглаживания микровыступов.
Экспериментально было установлено, что предлагаемая конструкция головки резца, интервалы значений ширины режущей кромки чистового клина и расстояние между черновой и чистовой вершинами резца, приведенные в предлагаемой формуле изобретения, являются оптимальными и позволяют получить, по сравнению с прототипом, обработанную деталь с наименьшими значениями величины погрешности формы и шероховатости, а именно изготовление головки резца не изогнутой, а отогнутой, чистового клина с прямолинейной режущей кромкой шириной 6 - 10 мм, причем расстояние между черновой и чистовой вершинами резца для мягких пород древесины 3 - 5 мм, для твердых - 1 - 3 мм - обеспечивают достаточную жесткость конструкции, уменьшение гребешков обработочных рисок и наилучшую фиксацию черновой стружки между передней поверхностью резца и припуском чистового точения.
Анализ взаимодействия признаков предлагаемого суппортного токарного резца при его работе в производственных условиях позволяет сделать вывод о его промышленной применимости.
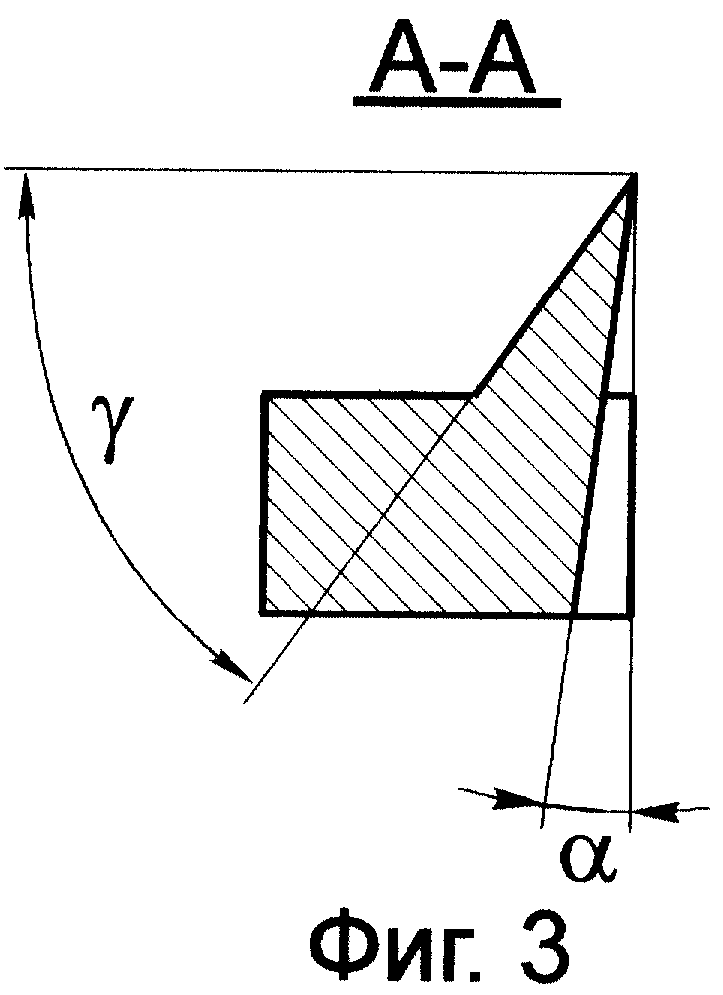
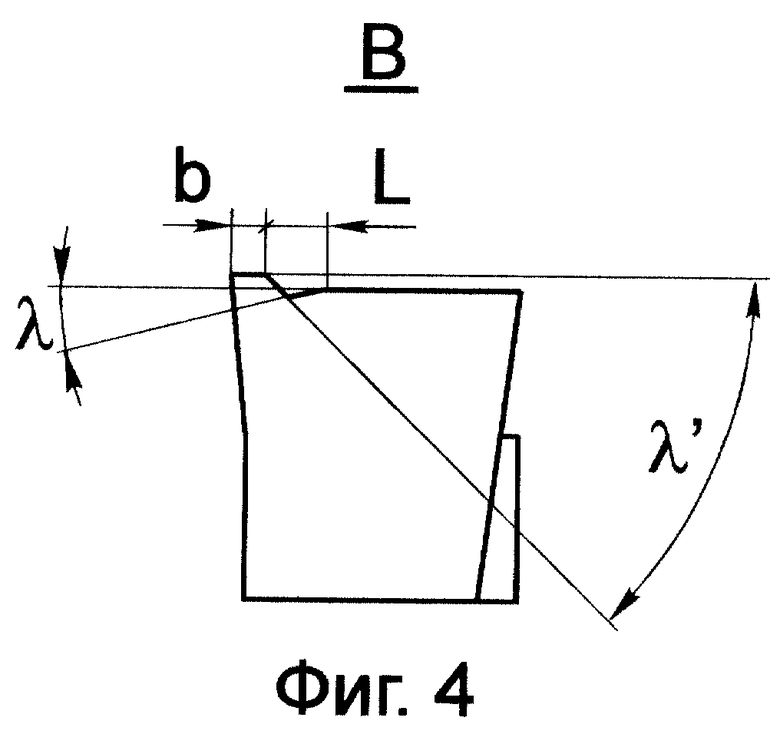
Конструкция предлагаемого резца поясняется чертежом. На фиг. 1 показан вид сверху суппортного токарного резца; на фиг. 2 - вид справа; на фиг. 3 - разрез А-А фиг. 1; на фиг. 4 - вид В фиг. 1.
Режущая часть резца состоит из режущей фасонной части 1, режущего клина 2, державки 3. Резец имеет следующие основные углы: α,α′- задние углы фасонной части 1 и чистового клина резца 2; γ,γ′- передние углы фасонной части 1 и чистового клина резца 2; λ,λ′- угол опускания фасонной части резца 1 и угол подъема чистового клина 2; R - радиус изгиба режущей кромки; L - расстояние между черновой и чистовой вершинами резца, b - ширина режущей кромки чистового клина 2.
Режущая фасонная часть 1 отогнута по радиусу R, равному 10-20 мм. Углы заточки резца имеют величины: α = 10 ÷ 15o, α′ = 5÷10°, γ = 50-55o, γ′ = 60÷65°, для мягких пород древесины, γ = 45 ÷ 50o, γ′ = 55÷60° для твердых. Угол подъема чистового клина λ′ = 45÷50° для твердых пород древесины, λ′ = 55÷60° - мягких, угол опускания фасонной части λ = 10 - 15. Расстояние между черновой и чистовой вершинами резца L = 3 - 5 мм - для мягких пород древесины, L = 1 - 3 мм - для твердых. Ширина режущей кромки чистового клина 2 b = 6 - 10 мм. Изменение расстояния между черновой и чистовой вершинами резца L от указанных величин не обеспечивает фиксации черновой стружки между передней поверхностью резца и припуском чистового точения, следовательно, приводит к возникновению опережающих трещин в направлении обработанной поверхности.
Суппортный токарный резец работает следующим образом: при точении ниже линии центров обеспечивается определенная глубина чистового резания и фиксация снимаемого слоя между передней поверхностью фасонной части резца и припуском чистового точения, так что фасонная часть 1 режет по принципу свободного резания, при этом ведется одновременная обработка клином, однако в отличии от прототипа, выявленное расстояние между черновой и чистовой вершинами резца исключает образование опережающих трещин в направлении обработанной поверхности, а следовательно, и уменьшение шероховатости, выполнение ширины режущей кромки чистового клина 2 в установленных пределах исключает образование обработочных рисок.
Выполнение головки резца не изогнутой, а отогнутой чистового клина с прямолинейным участком, и выдерживая расстояние между черновой и чистовой вершинами, обеспечивает полную обработку деталей из древесины и материалов на ее основе одним резцом как точение заготовки, так и обработку торца, снятие фаски и т.д., что сокращает рабочее время на изготовление детали, а следовательно, повышает производительность труда. Конструкция резца повышает его жесткость, что повышает качество обработки поверхности детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СУППОРТНЫЙ ТОКАРНЫЙ РЕЗЕЦ ДЛЯ ОБТАЧИВАНИЯ ПРЕССОВАННОЙ ДРЕВЕСИНЫ И ПЛАСТМАСС | 1973 |
|
SU385720A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| РАБОЧИЙ ОРГАН ЦЕНТРОБЕЖНОГО РАЗБРАСЫВАТЕЛЯ УДОБРЕНИЙ | 2000 |
|
RU2172578C1 |
| ОТСТОЙНИК | 1998 |
|
RU2149048C1 |
| БЕЗВЕРШИННЫЙ РЕЗЕЦ | 1996 |
|
RU2149079C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОТ СЛЕЖИВАЕМОСТИ ИЗВЕСТКОВЫХ УДОБРЕНИЙ | 2001 |
|
RU2209195C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
| СЕПАРАТОР ВОРОХА | 2001 |
|
RU2201066C2 |
| ПЕРЕДВИЖНАЯ ЭСТАКАДА | 1999 |
|
RU2184070C2 |

Изобретение относится к деревообрабатывающей промышленности и предназначено для токарной обработки деталей типа тел вращения из древесины и материалов на ее основе. Головка резца выполнена отогнутой. Режущий клин содержит участок с прямолинейной режущей кромкой, ширина которой 6 - 10 мм, причем расстояние между черновой и чистовой вершинами резца для мягких пород древесины 3 - 5 мм, для твердых 1 - 3 мм. Изобретение повышает производительность работ и качество обработки поверхности детали. 4 ил.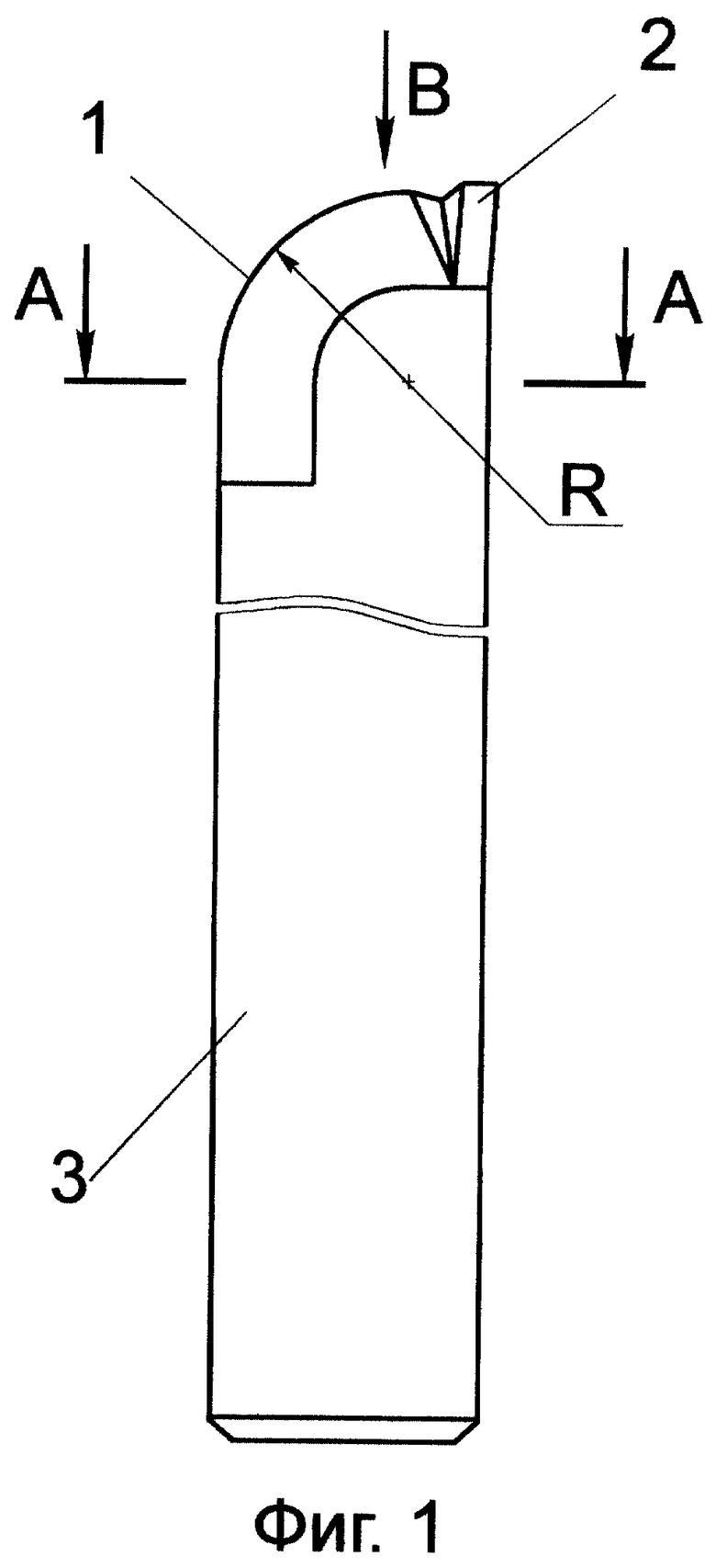
Суппортный токарный резец, содержащий державку с режущей фасонной частью, задний угол которой равен 10 - 15o, передний угол 45 - 50o, на торце резца по всей его ширине выполнен режущий клин, имеющий угол подъема режущей кромки для мягких пород древесины 55 - 60o, для твердых - 45 - 50o, а на фасонной части резца выполнен угол опускания режущей кромки 10 - 15o, отличающийся тем, что головка резца выполнена отогнутой, режущий клин содержит участок с прямолинейной режущей кромкой, ширина которой 6 - 10 мм, причем расстояние между черновой и чистовой вершинами резца для мягких пород древесины 3 - 5 мм, для твердых - 1 - 3 мм.
| RU 2075378 C1, 20.03.1997 | |||
| Суппортный токарный резец | 1980 |
|
SU852551A1 |
