Изобретение относится к обработке материалов резанием и может найти применение при токарной обработке поверхностей вращения.
Согласно технического решения, принятого в качестве прототипа, резец, например упорный, поворачивают с опорной поверхности на боковую в направлении изменения подачи.
Недостатком известного способа является формирование поверхности детали только вершиной режущего клина, что при износе резца, установленного на опорную поверхность и повернутого на боковую в направлении подачи, приводит к ухудшению шероховатости обрабатываемой поверхности.
Цель изобретения - расширение технологических возможностей за счет использования одного и того же резца при черновой и чистовой обработке.
Указанная цель достигается тем, что резец одновременно с поворотом с основной поверхности на боковую относительно его вершины смещают в направлении, перпендикулярном основной плоскости, на величинув
del modЈ-mc%Ta5-L-x
xcosty3+R sin(/3),
где R - радиус обрабатываемой поверхности детали;
L - длина режущей кромки, осуществляющей процесс резания после поворота резца:
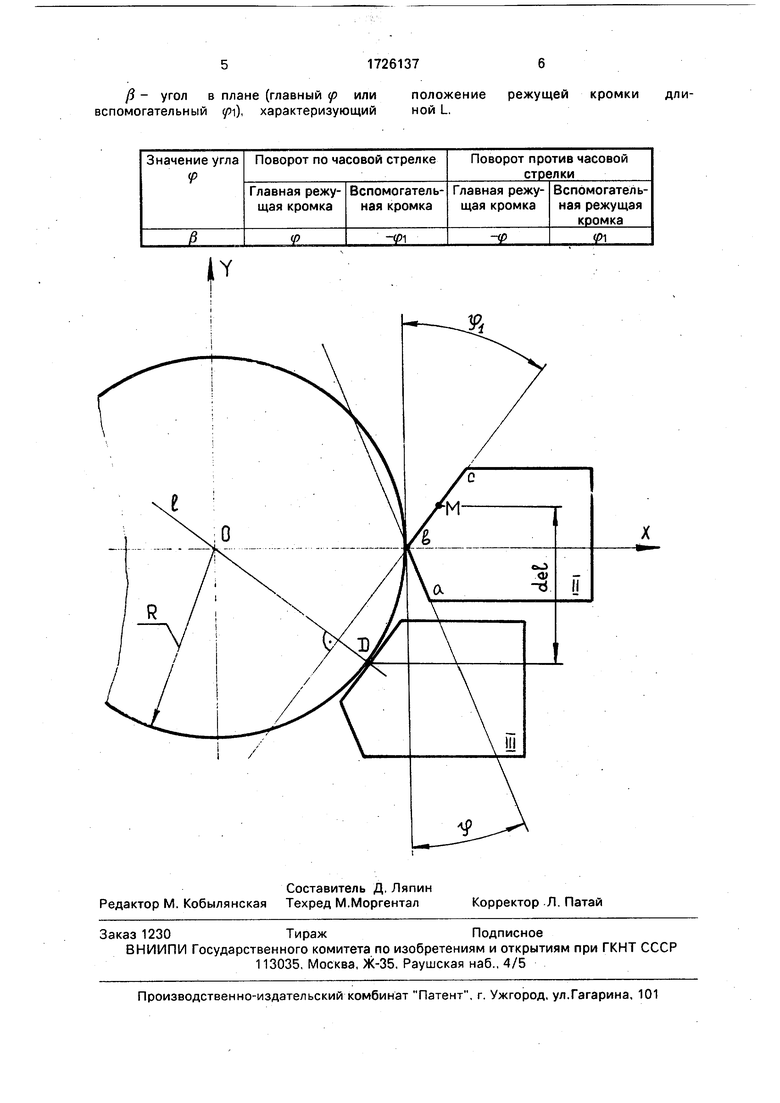
Р - угол в плане (главный sp или вспомогательный ), характеризующий положение режущей кромки длиной L
На чертеже изображена расчетная схема определения необходимой величины смещения инструмента для осуществления чистовой обработки.
Пусть первоначально резец установлен по классической схеме на основную поверхность. Вершина резца расположена на высоте центров станка.
После поворота резца на боковую поверхность процесс резания осуществляется не вершиной режущего инструмента, а срединным участком режущей кромки (главной или вспомогательной) по схеме безвершинного точения, что обеспечивает повышение качества чистовой обработки и расширение технологических возможностей инструмента за счет использования одного и того же резца при черновой и чистовой обработке.
При повороте резца относительно вершины с основной поверхности на боковую
(Л
С
5
ю
ON
СО
он занимает положение II. Для осуществления процесса резания по схеме безвершинного точения необходимо обеспечить касание режущей кромки (главной или вспомогательной) с поверхностью детали заданного радиуса R. На поперечную секущую плоскость деталь проецируется в окружность радиуса R. Режущая часть инструмента ограничена отрезками ab и be, наклоненными к вертикальной оси на углы (f) и р соответственно (т.е. отрезок ab являет собой проекцию главной режущей кромки после поворота инструмента в положение II, а отрезок be - проекцию вспомогательной режущей кромки).
С центром детали свяжем правоориентированную систему координат XZ. Учитывая, что державка резца прямоугольного сечения, поворот инструмента осуществляется на 90°. Для унификации расчетных зависимостей введем угол Д принимающий значение угла в плане (главного f или вспомогательного ) согласно таблицы и характеризующего положение режущей кромки длиной L, осуществляющей процесс резания после поворота инструмента.
Тогда уравнение проекции режущей кромки (главной или вспомогательной) на поперечную секущую плоскость XZ запишется
Z (R-X)ctg|$.(1)
Из условия перпендикулярности двух прямых
Ki-K2 -1,
где Ki и К2 угловые коэффициенты наклона рассматриваемых прямых к оси ОХ, уравнение прямой I, перпендикулярной к прямой (1) и проходящей через начало координат О системы координат XZ, запишется Z -Xtg(/3)(2)
Определим координаты точки D пересечения прямой I с окружностью радиуса R. Координаты точки D должны удовлетворять системе уравнений
X2 + Т- R2;(3)
. Z - X tg (ft.
После элементарных преобразований XD R cos $) ,(4)
Координата Z рассматриваемой точки D определяется по уравнению (2) и равна ZD -Rsin (ft).(5)
Для того, чтобы осуществить процесс резания нерабочим участком режущей кромки при повороте инструмента с основной поверхности на боковую, необходимо и достаточно поместить в рассчитанное положение точки D точку М, лежащую на середине рассматриваемой режущей кромки (главной или вспомогательной).
0
Координата точки М, лежащей на середине режущей кромки длиной L, в системе координат XZ запишется
Хм R + 0,5 sin Цб); (6)
2м -ггю4 -° 5-Л- (7) Следовательно, для того, чтобы чистовую обработку поверхности детали радиуса R выполнить нерабочим участком режущего лезвия инструмента, не используемого при установке резца на основную поверхность, необходимо и достаточно осуществить установочное перемещение инструмента из положение II в положение III.
Тогда величина искомого перемещения del mod(ZM - ZD)(8)
В развернутой форме записи
0
5
0
5
0
5
0
5
del rtiodtmod(l) в 5 1 х cos {& + R sin fy.(9)
Пример. Осуществляют обработку вала диаметром 80 мм токарным проходным резцом со статическими углами в плане р 60° и (р 40°. Длина главной режущей кромки 22 мм, вспомогательной режущей кромки - 18 мм. После черновой обработки вала, выполненной при классической установке резка, осуществляют его поворот против часовой стрелки в направлении подачи. Если чистовую обработку вала планируется осуществить главной режущей кромкой, то согласно уравнения (9) и таблицы резец необходимо сместить вверх относительно оси центров станка на величину del 40,141 мм или вниз на величину del 32,605 мм, если обработка будет осуществляться вспомогательной режущей кромкой.
Формула изобретения Способ токарной обработки, при котором резец поворачивают с основной поверхности на боковую в направлении подачи, отличающийся тем, что, с целью расширения технологических возможностей за счет использования одного и того же резца при черновой и чистовой обработке, резец одновременно с поворотом с основной поверхности на боковую относительно его вершины смещают в направлении, перпендикулярном основной плоскости, на величину, равную
del modtmo(f(/) в 5-1
xcos$) + R sin(/3) ,
где R - радиус обрабатываемой поверхности:
L-длина режущей кромки, осуществляющей процесс резания после поворота резца;
/ - угол в плане (главный р или вспомогательный ), характеризующий
положение режущей ной L.
кромки дли

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| БЕЗВЕРШИННЫЙ РЕЗЕЦ | 1996 |
|
RU2149079C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Способ механической обработки | 1986 |
|
SU1463394A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью и инструмент для осуществления способа | 2020 |
|
RU2756056C2 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
| Способ изготовления впадины зуба круглой протяжки | 2018 |
|
RU2689254C1 |
| Способ обработки массивных сепараторов роликовых подшипников | 2015 |
|
RU2655532C2 |
Изобретение может быть использовано в станкостроении. Сущность изобретения заключается в том, что резец одновременно с поворотом с основной поверхности на боковую относительно его вершины смещают в направлении, перпендикулярном основной плоскости. 1 ил. 1 табл.
I
Y
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 0 |
|
SU325097A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
