Изобретение относится к области машиностроения и может найти применение в конструкциях режущих инструментов для осуществления технологических процессов обработки металлических изделий при точении на финишных операциях.
Известны безвершинные токарные резцы с прямолинейной режущей кромкой для продольного точения (перевод с польского языка N 16451/1, Х. Лятось, "Mechanik", N 12, 1980, стр. 661....662, ГНТБ, микрофиша, Москва).
Наиболее близким аналогом заявляемого технического решения является конструкция безвершинного резца для точения цилиндрических поверхностей, имеющего прямолинейную режущую кромку (SU 356051, кл. B 23 B 27/02, 1972), выходящую за пределы контакта с обрабатываемым изделием в обе стороны.
Однако известный способ не позволяет токарю надежно следить за качеством обработанной поверхности изделия в зоне контакта резец-изделие и рационально использовать всю режущую кромку.
Предлагаемым изобретением решается задача повышения эффективности процесса точения поверхностей обрабатываемых изделий на финишных операциях.
Поставленная задача решается тем, что в процессе снятия припуска при финишной обработке металлических изделий токарь может визуально контролировать состояние зоны контакта резец-изделие и рационально использовать подкладки для увеличения срока между перезаточками инструмента.
Технический результат повышения эффективности конструкции безвершинного резца при точении изделия достигается за счет наличия визуального контроля токарем за состоянием контакта инструмент-заготовка и возможностью использования нескольких независимых участков режущей кромки при одной заточке инструмента с помощью подкладок.
Таким образом, отличительными признаками заявленной конструкции резца являются наличие нескольких независимых участков режущей кромки инструмента при точении и сохранении главного ее угла в плане, равного нулю, которые позволяют решить поставленную задачу и получить необходимый результат.
Отличительные признаки заявленной конструкции безвершинного резца и его технический результат подтвердились производственными испытаниями при финишном точении вала на токарном станке.
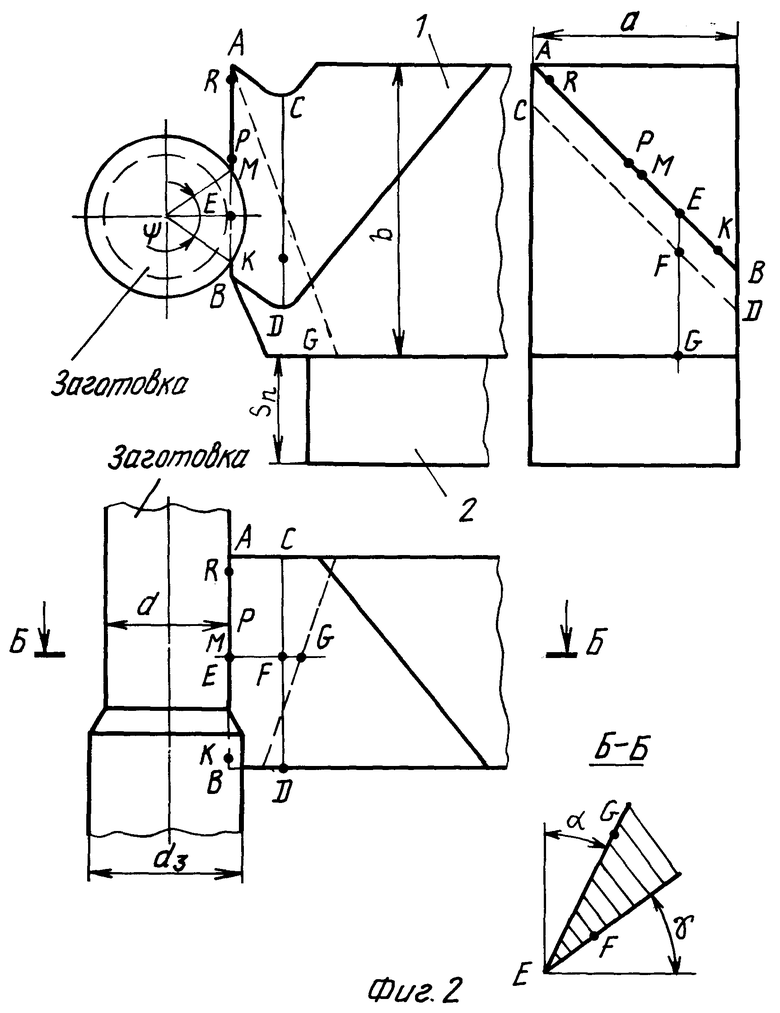
На фиг. 1 наглядно изображен безвершинный резец с режущей кромкой AB, независимыми участками K-M и P-R и подкладка, на фиг. 2 - три проекции безвершинного резца и геометрическая схема расчета длины режущей кромки безвершинного резца и статические углы резца, γ- передний угол, α- задний угол.
Описываемый безвершинный резец отличается от известных тем, что угол в плане режущей кромки к направлению продольной подачи всегда равен нулю, а остальные углы резания выбираются из технологических условий обработки и физических свойств материала изделия: передний угол -γ, задний угол -α, угол возвышения -λ.
На чертеже безвершинного резца показана геометрическая схема расчета длины режущей кромки AB, например, для двух независимых участков с целью увеличения времени использования резца без его перезаточки путем применения подкладки 2. Участок K-M используется при токарной обработке цилиндрической поверхности без подкладки 2, а участки P-R - с подкладкой.
Длина режущей кромки и каждого ее участка определяется по следующим формулам:
AB = n (l + 2),
где AB - длина режущей кромки, мм,
n - число независимых участков режущей кромки,
l - длина одного независимого участка режущей кромки, мм,
l = 2 • d3 • sin ψ,
где d3 - диаметр цилиндрической заготовки, мм,
ψ - центральный угол между осевыми плоскостями заготовки, в пространстве которого располагается данный участок режущей кромки:
ψ = 2 • arccos (d/d3)
Формула 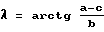 показывает математическую зависимость угла наклона режущей кромки резца к опорной плоскости и линейных размеров a, b, c.
показывает математическую зависимость угла наклона режущей кромки резца к опорной плоскости и линейных размеров a, b, c.
Для уменьшения износа режущей кромки резца переднюю поверхность режущего клина используют как базу для крепления твердоcплавных пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2151806C1 |
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Способ точения безвершинным резцом | 1989 |
|
SU1743700A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Безвершинный резец | 1980 |
|
SU891232A1 |
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| Способ механической обработки | 1986 |
|
SU1463394A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
Изобретение относится к машиностроению, к конструкциям режущих инструментов для обработки точением металлических изделий на финишных операциях. Резец имеет одну режущую кромку, расположенную в плоскости резания, параллельной оси вращения заготовки. Для повышения эффективности процесса точения режущая кромка имеет независимые участки, предназначенные для последовательного введения в процесс резания с помощью подкладок с сохранением главного угла в плане режущей кромки, равным нулю. 3 з.п.ф-лы, 2 ил.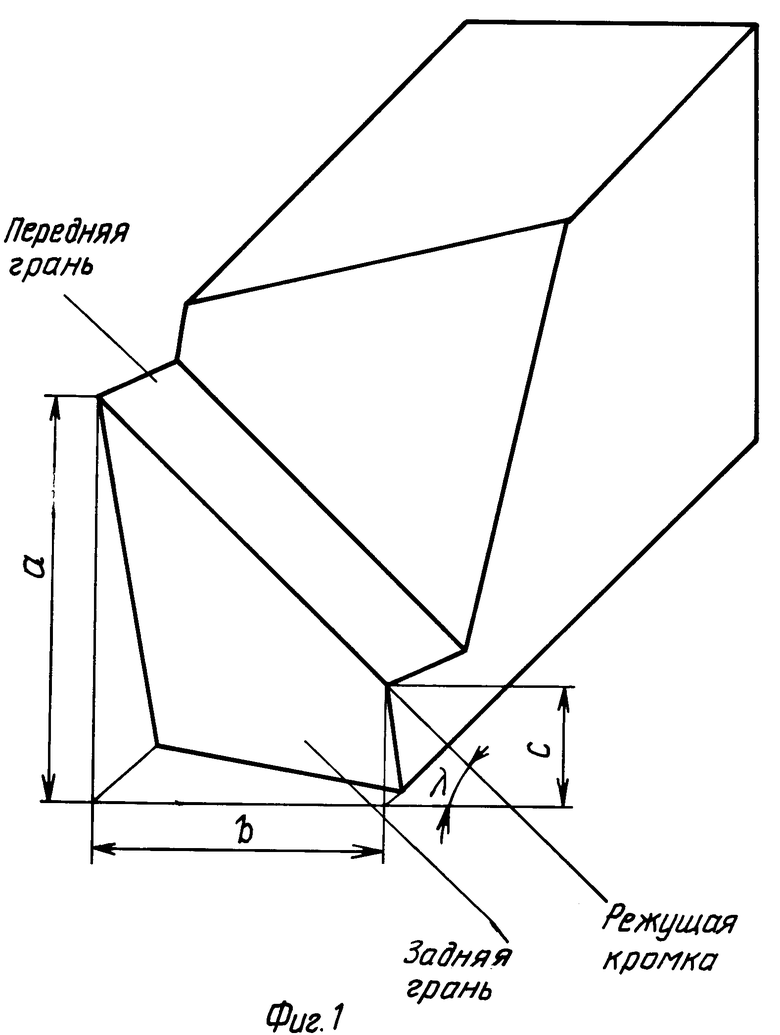
Sп = (l + 2) • sin λ,
где λ - угол между главной режущей кромкой и опорной плоскостью;
l - длина одного независимого участка режущей кромки, мм.
| МАШИНА ДЛЯ ЗАПАЙКИ АМПУЛВСЕСОЮЗНАЯW и vyS'Yttf>& 44''V'S-'fj*'-'''>&"e^11А]Ен1«0"|1А^ш*гШВИВЛИОТСКА | 0 |
|
SU356061A1 |
| Тангенциальные фасонные резцы с переменным углом в плане | 1947 |
|
SU72100A1 |
| Тележка с подъемно-опускной платформой | 1949 |
|
SU78500A1 |
| Резец | 1983 |
|
SU1166901A1 |
| US 4692070 A, 08.09.1967 | |||
| Учебный прибор для демонстрации фотоэффекта | 1980 |
|
SU1034064A1 |
| АРШИНОВ В.А | |||
| и др | |||
| Резание металлов | |||
| - М.: Машгиз, 1959, с | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
