Изобретение относится к электрохимии, в частности к электролитам для получения никелевых износостойких покрытий на рабочих поверхностях кристаллизаторов, применяющихся в установках непрерывной разливки стали и других металлов.
Из современного уровня техники известно большое разнообразие электролитов и режимов нанесения никелевых покрытий, базирующихся на предложенном в 1913 г. проф. Висконтского университета Уотсом электролите, состоящим из трех основных компонентов сульфата никеля, хлорида никеля (или хлорида натрия) и борной кислоты см. В.А.Лайнер и Н.Т.Кудрявцев "Основы альваностегии", часть 1, М., 1953, с. 412-490. В частности известны сульфаминовые электролиты, предназначенные для получения толстых пластичных никелевых покрытий, имеющих малые внутренние напряжения, см. Н.В.Коровин, "Новые покрытия и электролиты в гальванотехнике", Металлургия, М., 1962 г., с. 19.
Недостатком этих электролитов является высокая стоимость вследствие того, что основным компонентом этих электролитов является дефицитный сульфамат никеля, получаемый при добавлении сульфаминовой кислоты к карбонату никеля. Кроме того, при осаждении покрытия, реально достигаемая плотность тока ограничена 15 а/дм2, что не позволяет интенсифицировать процесс нанесения покрытий и использовать эти электролиты для серийного изготовления кристаллизаторов с гальванопокрытиями рабочих поверхностей.
За прототип изобретения авторами приняты сульфатные электролиты, содержащие сернокислый никель, хлористый натрий или хлористый никель и борную кислоту, см. В.А.Лайнер и Н.Т.Кудрявцев "Основы гальваностегии", часть 1, М., 1953 г., с. 412-490.
Недостатком электролита по прототипу является низкие допустимые плотности тока (1-2,5 а/дм2), при этом никелевые покрытия из этих электролитов характеризуются очень высокими внутренними напряжениями, что приводит к отслаиванию покрытий от основы и их растрескиванию. Вследствие этого, эти электролиты используются только для получения тонких защитно-декоративных покрытий толщиной 5-100 мкм.
Технической задачей, решаемой предложенным изобретением, является снижение стоимости электролита с обеспечением высокопроизводительного нанесения на основу (рабочие поверхности кристаллизаторов) толстых (свыше 1 мм) малонапряженных, мелкозернистых и плотных и стойких к износу никелевых покрытий. В предложенном электролите это обеспечивается за счет, малого омического сопротивления и возможности применения повышенных (не менее чем в 9 раз по сравнению с сульфатными электролитами) плотностями тока, а также применением дешевых и недефицитных компонентов электролита.
Указанная задача решена за счет того, что электролит никелирования, содержащий сернокислый никель, хлористый натрий и борную кислоту, согласно изобретению электролит дополнительно содержит сульфаминовую кислоту при следующем содержании компонентов, г/л: сернокислый никель - 250-350; сульфаминовая кислота - 40-70; хлористый натрий - 5-15; борная кислота - 15-30.
Техническим результатом, который может быть получен при использовании предложенного электролита является обеспечение возможности высокопроизводительного получения толстых (более 1 мм) и малонапряженных никелевых покрытий на рабочих поверхностях кристаллизаторов. При этом, за счет интенсификации процесса и применения более дешевых компонентов снижаются издержки производства при нанесении покрытий.
Приготовление электролита осуществляют путем смешения расчетных количеств компонентов, при следующим их соотношении, г/л: сернокислый никель - 250-350; сульфаминовая кислота - 40-70; хлористый натрий - 5-15; борная кислота - 15-30.
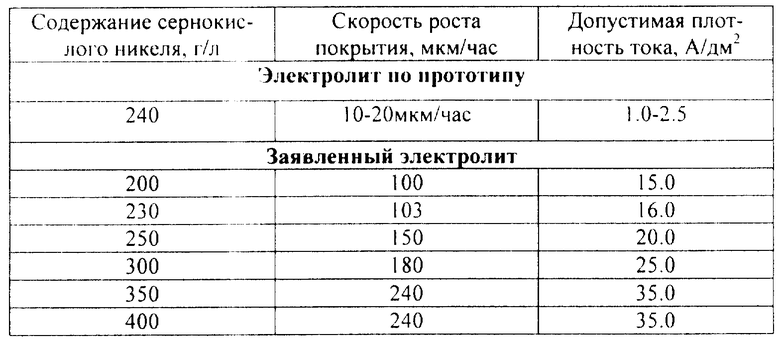
Проведенными исследованиями установлено, что вышеприведенный качественный и количественный состав электролита - оптимален для получения толстых малонапряженных никелевых покрытий. При этом, основной компонент электролита - сернокислый никель относительно дешев и менее дефицитен чем сульфамат никеля. Выбранный диапазон значений концентрации сернокислого никеля - 250-350 г/л позволяет обеспечить интенсивный рост слоя покрытия в процессе его нанесения. При меньшей (чем указано) концентрации - снижается скорость образования покрытия, при больших значениях - снижается растворимость компонента, что приводит к его перерасходу. В таблице 1 показано влияние концентрации сернокислого никеля на допустимую плотность тока и скорость образования слоя никелевого покрытия.
Наличие в составе электролита сульфаминовой кислоты в количестве 40-70 г/л позволяет интенсифицировать процесс нанесения покрытия за счет повышения допустимой плотности тока - до 35,0 А/дм2. При содержании кислоты менее 40 г/л - снижается стабильность электролита, возникают трудности с поддержанием заданного значения pн, увеличивается скорость защелачивания электролита и снижается качество покрытия. При содержании кислоты, более чем 70 г/л - повышается агрессивность электролита и резко увеличивается растворение основы - покрываемого изделия.
Назначение хлористого натрия и борной кислоты тоже самое, что и в прототипе, причем они взяты в тех же соотношениях. Хлористый натрий используется для облегчения растворения никелевых анодов и для их защиты от пассивирования. Борная кислота используется для поддержания постоянной кислотности электролита.
Для получения качественных мелкозернистых покрытий к основному компоненту - сернокислому никелю добавляют сульфаминовую кислоту, которую растворяют при температуре 60-70oC и вводят остальные компоненты.
После полного растворения всех компонентов, анализируют пробу электролита. При положительном анализе, электролит в ванне прорабатывают током при катодной плотности 0,5-0,6 А/дм2. Аноды никелевые, в чехлах их хлорвиниловой ткани. Катоды - чистые стальные листы. Электрохимическую проработку электролита ведут для осаждения таких примесей как Cu, Fe. Необходимо отметить особую чувствительность к посторонним примесям никелевых электролитов в сравнении с другими электролитами, используемыми для осаждения металлических покрытий.
Допустимое содержание железа в электролите должно быть не более 0,2 г/л, меди - не более 0,02 г/л. Превышение этих пределов негативно сказывается на качестве покрытий. Осадки получаются грубыми, шероховатыми, с темными полосами, пористые, хрупкие, склонные к отслаиванию.
Свежеприготовленный электролит прорабатывают током при Дк = 0,2-0,6 А/дм2, где Дк - катодная плотность тока. Проработку ведут в течение 6-7 часов до появления серого никелевого покрытия на стальных катодах.
Следует отметить, что температура электролита оказывает существенное влияние на скорость образования покрытия. Исследованиями установлено, что оптимальный диапазон температур находится в интервале 45-70o.
В результате промышленных испытаний установлено, что наибольший эффект от использования предложенного электролита реализуется при нанесении толстых никелевых покрытий толщиной порядка 1 мм и выше с применением высоких плотностей тока и организации циркуляции и фильтрации электролита в ванне. Соотношение ингредиентов и диапазоны значений их концентраций в электролите обеспечивает интенсивное наращивание толстого и плотного слоя мелкозернистого малонапряженного покрытия, допуская при этом применение тока повышенной плотности - до 35,0 А/дм2. Кроме того, значительно снижается стоимость покрытия, поскольку основной компонент электролита - сернокислый никель относительно дешев и недефицитен.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного режущего инструмента с металлической гальванической связкой никель-хром | 2022 |
|
RU2785208C1 |
| СПОСОБ НАНЕСЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ И МЕДНЫЕ ДЕТАЛИ В ЭЛЕКТРОЛИТЕ НИКЕЛИРОВАНИЯ | 2011 |
|
RU2489525C2 |
| Способ электролитического нанесения защитно-декоративных никелевых покрытий на детали машин и оборудования | 2020 |
|
RU2754343C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОЭЛЕКТРИЧЕСКИХ СТРУКТУР | 2017 |
|
RU2682504C1 |
| Способ нанесения электропроводного защитного покрытия на алюминиевые сплавы | 2023 |
|
RU2817277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ПОДЛОЖКАХ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2683883C1 |
| Электролит блестящего никелирования | 2021 |
|
RU2769796C1 |
| ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 1998 |
|
RU2133305C1 |
| ВОДНЫЙ ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ, ЕГО ВАРИАНТ | 1993 |
|
RU2071996C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НЕПОСРЕДСТВЕННОГО НИКЕЛИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2061104C1 |
Изобретение относится к электрохимии, в частности к электролитам для получения никелевых покрытий. Электролит никелирования содержит сернокислый никель, хлористый натрий и борную кислоту, а также согласно изобретению, сульфаминовую кислоту при следующем содержании компонентов, г/л: сернокислый никель - 250-350; сульфаминовая кислота - 40-70; хлористый натрий - 5-15; борная кислота - 15-30, обеспечивается получение качественного мелкозернистого покрытия и снижение издержек производства при его нанесении. 1 табл.
Электролит никелирования, содержащий сернокислый никель, хлористый натрий и борную кислоту, отличающийся тем, что электролит дополнительно содержит сульфаминовую кислоту при следующем содержании компонентов, г/л:
Cернокислый никель - 250 - 350
Сульфаминовая кислота - 40 - 70
Хлористый натрий - 5 - 15
Борная кислота - 15 - 30р
| ЛАЙНЕР B.A | |||
| и др | |||
| Основы гальваностегии, ч.1 | |||
| Промывной клапан для туалетов и т.п. приборов | 1925 |
|
SU1953A1 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НЕПОСРЕДСТВЕННОГО НИКЕЛИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2061104C1 |
| Устройство для упаковывания материала в полимерную пленку | 1987 |
|
SU1541118A1 |
| ПРОТИВОУГОННОЕ УСТРОЙСТВО ТРЕВОЖНОЕ - ВЫПУСКНЫМ НАПОРОМ "ПУТ-ВН" | 1999 |
|
RU2175922C2 |

