Изобретение относится к области переработки металлической стружки реактивных металлов, таких как титан, цирконий и прочих путем ее брикетирования.
Брикетирование стружки осуществляется для упрощения ее транспортировки с целью дальнейшей переработки. Стружка указанных металлов имеет большую твердость, упругость, низкие антифрикционные свойства и, в связи с этим, плохо поддается брикетированию.
Ранее было предложено устройство для брикетирования металлической стружки [1], с помощью которого стружка формуется в брикеты прямоугольной формы. Это устройство содержит дозирующий механизм, прессовый механизм с гидроцилиндром, который перемещает в камере прессования пуансон, второй гидроцилиндр, который перемещает в перпендикулярном направлении в концевой части камеры затвор, перекрывающий разгрузочное окно камеры прессования. В этом устройстве сцепление стружки в брикет осуществляется за счет механических контактов, возникающих при большой деформации стружки. Получение прочного брикета, пригодного для дальнейшей транспортировки и переработки, возможно при условии, что плотность брикета составляет не менее 60-70% от плотности металла. Для получения брикета такой плотности из титановой стружки требуется усилие прессования равное 9 т/см2.
Поэтому такое устройство имеет большие габариты и вес.
Усилие, развиваемое прессовым механизмом, может быть снижено, если брикетирование стружки осуществлять последовательно в два этапа [2, 3]. Предварительное прессование осуществляют с помощью прессового механизма, как в устройстве [1], но со значительно меньшим усилием. Допрессовку осуществляют путем дополнительного перемещения пуансона либо с использованием энергии взрыва [2], либо с использованием электрогидравлического удара [3]. Для этого шток пуансона размещают в специальной камере, в которой совершают вышеозначенные процессы.
Эти устройства имеют меньшие габариты и вес, но их конструкция сложнее. Устройство [2] является к тому же источником повышенной опасности, а поэтому требует применения соответствующих мер предосторожности.
Известно также устройство [4] для брикетирования стружки, которое содержит бункер для стружки, формовочную емкость, ковш для расплавленного металла и средство для равномерного распределения расплавленного металла и стружки в формовочной емкости. В качестве связующего расплава применяют металл или сплавы, аналогичные по химическому составу брикетируемой стружке.
Такое устройство требует наличия средств расплавления основного металла, а поэтому его применение непосредственно на месте образования стружки не всегда возможно.
Была предложена также установка [5], которая содержит смонтированную на неподвижном основании нагревательную печь, расположенный над печью бункер для стружки, пресс с пуансоном и установленную на подвижной платформе камеру прессования, которая с помощью платформы перемещается от нагревательной печи к прессу.
В результате нагрева увеличивают пластичность материала стружки, что позволяет уменьшить усилие прессования. Однако, за счет наличия нагревательной печи установка имеет большие габариты, а поэтому ее применение непосредственно на месте образования стружки имеет свои проблемы.
Наиболее близким по технической сущности по отношению к заявляемому изобретению является устройство для брикетирования металлической стружки [6], содержащее станину и смонтированные на ней бункер для стружки, расположенный над загрузочной камерой, камеру прессования и спекания с разгрузочным окном, затвором для его перекрытия и изолированными токоподводами для пропускания электрического тока через стружку, перемещающийся в камерах от реверсивного привода пуансон для прессования стружки и энергоблок, электрически соединенный с токоподводами. В бункере имеется откидная крышка, соединенная с гидроцилиндром, для предварительного прессования стружки. Загрузочная камера содержит каретку, которая перемещает предварительно спрессованную стружку в камеру спекания с дополнительным прессованием стружки, каретка же при этом образует одну из стенок камеры спекания. В камере спекания имеется гидроцилиндр для открывания затвора разгрузочного окна, также являющегося одной из стенок камеры спекания. В камере спекания еще имеется вертикально перемещающаяся каретка с пуансоном для окончательного прессования стружки. На каретке расположен подвижный токоподвод, а в нижней части камеры спекания расположен неподвижный токоподвод. Оба токоподвода охлаждают водой.
Устройство [6] по сравнению с устройством [5] имеет определенные преимущества, которые заключаются в том, что нагрев брикетируемой стружки осуществляют электрическим током. Поэтому такое устройство имеет более компактную конструкцию, оно занимает сравнительно небольшое место, с его помощью обеспечивают более доступный способ нагрева стружки, а поэтому его проще применить непосредственно на месте образования стружки. Однако сцепление стружки в брикете в обоих устройствах [5, 6] осуществляют одинаково за счет механических контактов, возникающих при большой деформации стружки. Разогрев стружки позволяет снизить усилие прессования, однако оно продолжает оставаться большим.
Для того чтобы соединение частиц стружки реактивных металлов между собой происходило за счет диффузии металла, необходимо нагреть металл стружки до температуры, близкой к температуре плавления. А для этого чтобы избежать ухудшение качества металла (исключить образование окислов), необходимо иметь малоокисленную, очищенную от загрязнений и эмульсии стружку, нагрев вести в атмосфере инертного газа, осуществить выдержку стружки в нагретом состоянии для растворения окисного слоя и диффузии металла. Кроме того, необходимо осуществить охлаждение токоподводов и всего устройства либо осуществить тепловое экранирование камеры спекания.
В результате устройство будет иметь сложную конструкцию, его габариты значительно возрастут, а следовательно, оно будет иметь высокую стоимость. Процесс брикетирования будет значителен по времени и дорогостоящим.
Целью изобретения является упрощение конструкции устройства для брикетирования титановой стружки.
В основу изобретения была положена задача разработать конструкцию устройства для брикетирования титановой стружки, которую можно использовать непосредственно на месте образования стружки и с помощью которой можно изготовить брикеты из титановой стружки без ухудшения качества металла стружки и которые обладали прочностью, допускающей их транспортировку и дальнейшую переработку.
Указанная задача решается тем, что в устройстве для брикетирования титановой стружки, содержащем станину и смонтированные на ней бункер для стружки, расположенный над загрузочной камерой, камеру прессования и спекания с разгрузочным окном, затвором для его перекрытия и изолированными токоподводами для пропускания электрического тока через стружку, перемещающийся в камерах от реверсивного привода пуансон для прессования стружки и энергоблок, электрически соединенный с токоподводами, согласно изобретению, энергоблок выполнен в виде источника импульсного тока, токоподводы выполнены неподвижными и размещены на противоположных стенках камеры прессования и спекания перпендикулярных направлению перемещения пуансона, затвор установлен с возможностью самоустанавливания на разгрузочном окне, расположенном соосно пуансону, а стенки камеры прессования и спекания, пуансона и затвора облицованы изолирующими керамическими плитками.
Целесообразно привод перемещения пуансона выполнить в виде смонтированного под станиной штока, на котором с возможностью реверсивного перемещения установлен цилиндр, жестко связанный с плунжером, расположенным на направляющих, закрепленных на станине, при этом на конце плунжера установлен пуансон, на станине вдоль направляющих выставлены упоры, охватывающие с зазором боковые стороны плунжера, а в станине выполнен продольный паз под цилиндр.
Полезно между изолирующими керамическими плитками и сопрягаемыми с ними поверхностями стенок камеры прессования и спекания, пуансона и затвора разместить слюдяные пластинки, эквивалентные площади сопряжения.
Желательно устройство снабдить вторым бункером для стружки, второй загрузочной камерой и второй камерой прессования и спекания, смонтированными на станине зеркально первым, а плунжер привода установить с возможностью одновременного противоположно направленного перемещения во всех камерах и снабдить вторым пуансоном, установленным на плунжере диаметрально первому пуансону.
Применение в качестве энергоблока источника импульсного тока и размещение токоподводов на стенках камеры прессования и спекания, перпендикулярных направлению перемещения пуансона (направлению приложения усилия прессования), несмотря на значительную величину усилия прессования (плотность брикета около 50% плотности металла), позволяет в направлении пропускания электрического тока через стружку получить многочисленные электрические дуги благодаря наличию разрядных промежутков между частицами стружки. В связи с большой плотностью импульсного тока в местах контакта частиц стружки происходит локальный нагрев поверхностных слоев частиц стружки, металл быстро нагревается, превращается в жидкие перемычки, которые, растекаясь, образуют в зонах контакта и прилегающим к ним зонам слои жидкого металла. Соединение частиц стружек между собой происходит за счет этих слоев жидкого металла, а не полного проплавления всего металла. Таким образом не происходит нагрев всей металлической стружки, а поэтому не требуется система отвода тепла. Поскольку сам процесс краток во времени и в нем участвуют только отдельные участки стружки, то не происходит сколь-нибудь значительного окисления металла стружки, т.е. не требуется система подвода/отвода инертного газа.
Все это приводит к упрощению конструкции устройства для брикетирования титановой стружки. Одновременно отпадает проблема подвода электрического тока большой плотности, которая имела бы место в случае выполнения одного из токоподводов подвижным, что также сказывается на упрощении устройства брикетирования. Возникающая при этом проблема электроизоляции успешно и просто преодолевается за счет размещения изолирующих керамических плиток на стенках камеры прессования и спекания, пуансона и затвора. Выполнение затвора с возможностью самоустанавливания на разгрузочном окне камеры прессования и спекания также способствует упрощению устройства брикетирования.
Эти и другие особенности и преимущества настоящего изобретения будут приведены ниже при рассмотрении конкретных примеров их выполнения со ссылками на прилагаемые чертежи, где:
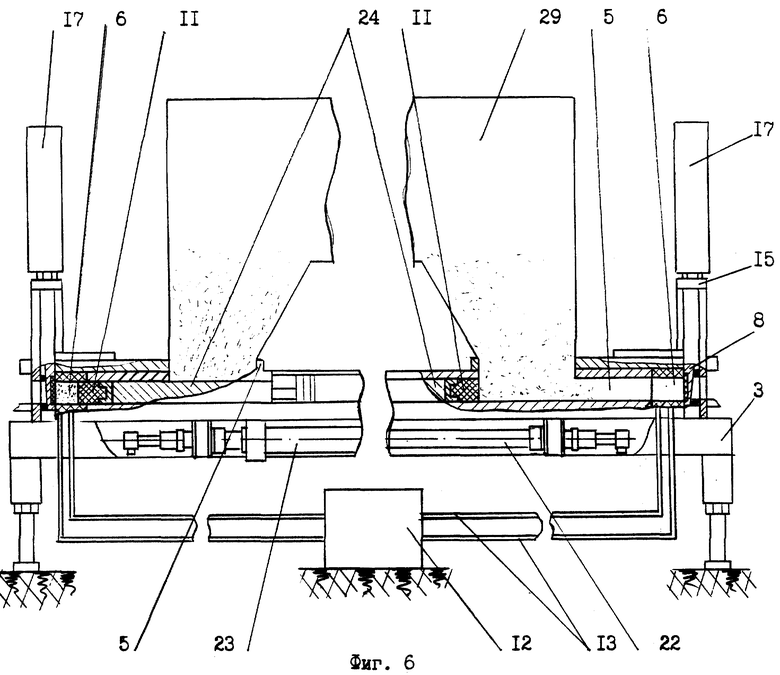
фиг. 1 - общий вид устройства с частичным разрезом,
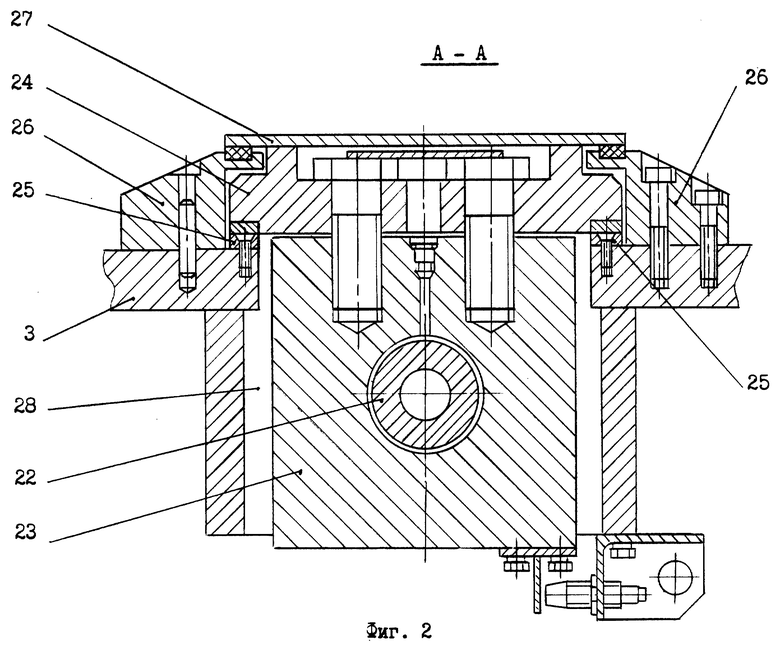
фиг. 2 - разрез по А-А (фиг. 1),
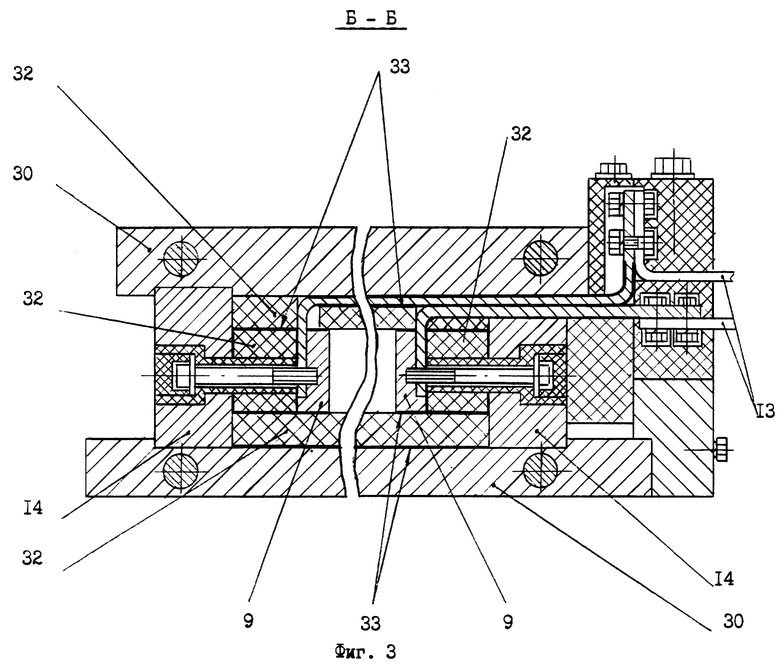
фиг. 3 - разрез по Б-Б (фиг. 1),
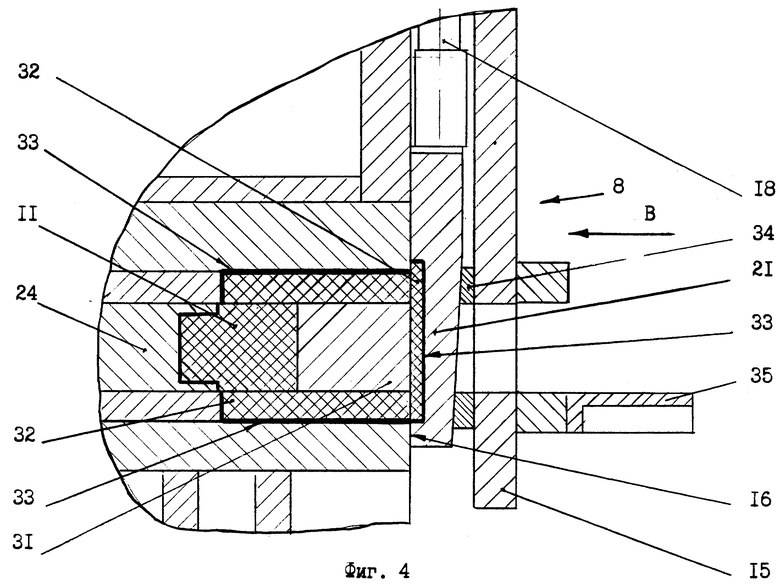
фиг. 4 - затвор на разгрузочном окне камеры прессования и спекания,
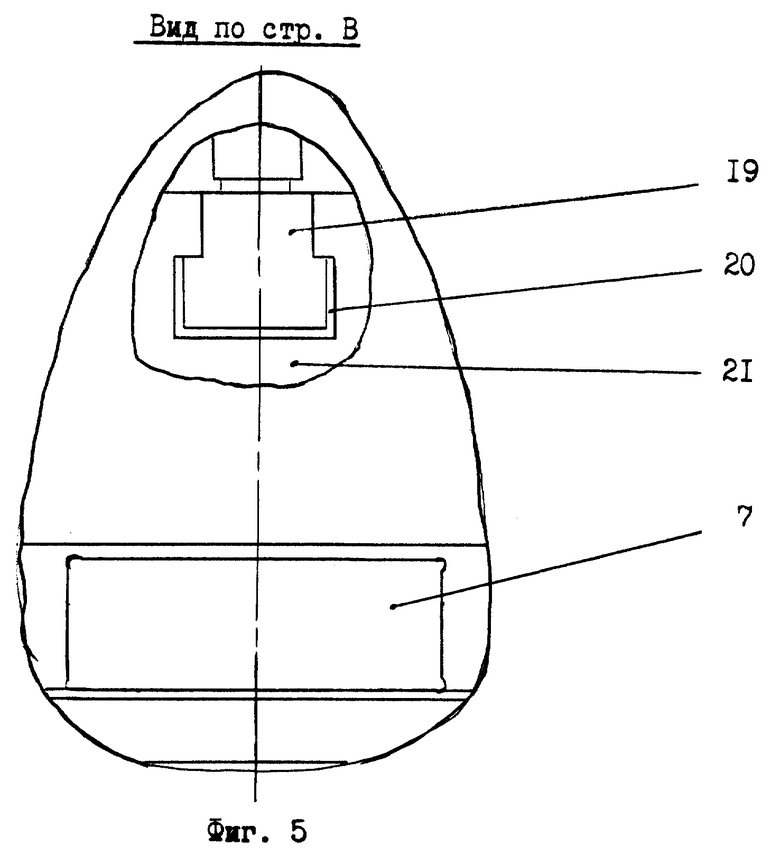
фиг. 5 - вид по стрелке B (фиг. 4),
фиг. 6 - общий вид устройства для брикетирования с двойным комплектом всех камер.
Устройство 1 для брикетирования титановой стружки 2 содержит станину 3 и смонтированные на ней бункер 4 для стружки, расположенный над загрузочной камерой 5, соединенную с ней камеру 6 прессования и спекания с разгрузочным окном 7, затвором 8 для его перекрытия и изолированными токоподводами 9 для пропускания электрического тока через стружку, перемещающийся в обеих камерах от реверсивного привода 10 пуансон 11 для прессования стружки и энергоблок 12, соединенный шинами 13 с токоподводами 9. Энергоблок 12 выполнен в виде источника импульсного тока, а токоподводы 9 выполнены неподвижными и размещены на противоположных стенках 14 камеры 6 прессования и спекания, перпендикулярных направлению перемещения пуансона 11.
Затвор 8 установлен на стойке 15, закрепленной на станине 3, с возможностью самоустанавливания на разгрузочном окне 7, расположенном соосно пуансону 11 на торцевой стенки 16 камеры 6 прессования и спекания. Затвор 8 перемещается реверсивным приводом 17, выполненным в виде гидроцилиндра со штоком 18. Шток на своем конце имеет Т-образный наконечник 19, расположенный в ответном ему пазу 20, выполненном в пластине 21 затвора 8. В качестве привода 17 может быть применен любой другой привод, имеющий ведущее звено с Т-образным наконечником.
Привод 10 перемещения пуансона 11 выполнен в виде смонтированного под станиной 3 штока 22 с неподвижно закрепленным на нем поршнем (не показан) и установленного с возможностью реверсивного перемещения цилиндра 23, который жестко соединен с плунжером 24. Плунжер расположен на направляющих 25, закрепленных на станине 3. На конце плунжера установлен пуансон 11. На станине 3 вдоль направляющих выставлены упоры 26, охватывающие с зазором боковые стороны плунжера. Над плунжером на упорах 26 закреплена крышка 27, закрывающая подвижные части привода 10. В станине 3 выполнен паз 28 под цилиндр 23. Направление паза 28 совпадает с направлением направляющих 25 и упоров 26.
Подобная конструкция привода перемещения пуансона является наиболее предпочтительной для устройства брикетирования титановой стружки. Это обусловлено тем, что плотность брикета должна составлять около 50% от плотности металла равной 4,5 г/см3 при исходной плотности титановой стружки 0,2 г/см3. Таким образом объем титановой стружки до ее брикетировании примерно в десять раз превосходит объем брикета. В силу этого бункер для стружки и загрузочная камера имеют длину, значительно превосходящую длину камеры прессования и спекания. Пуансон в процессе прессования стружки должен переместить всю стружку загрузочной камеры в камеру прессования и спекания, т.е. он имеет большой ход. Целесообразно прессование стружки осуществлять, например, за два перехода. На первом осуществлять перемещение в камеру прессования и спекания половину объема стружки будущего брикета, а на втором - остальную часть. При этом возникает холостой ход привода 10 перемещения пуансона 11, который может быть использован. Для этого бункер для стружки располагают над загрузочной камерой с незначительным зазором, перекрываемым верхней поверхностью плунжера во время перемещения первой порции стружки из загрузочной камеры в камеру прессования и спекания. Во время такого перемещения плунжер, перекрывая бункер для стружки, выполняет роль задвижки бункера и роль дозирующего механизма. При холостом ходе привода 10 плунжер отходит от бункера для стружки и новая порция стружки подается в загрузочную камеру.
Желательно на станине 3 смонтировать второй бункер 4 для стружки, вторую загрузочную камеру 5 и вторую камеру 6 прессования и спекания зеркально первым. Плунжер 24 привода 10 установить с возможностью одновременного противоположно направленного перемещения во всех камерах и снабдить его вторым пуансоном 11, установленным на плунжере диаметрально первому. В этом случае в устройстве для брикетирования стружки будет отсутствовать холостой ход привода перемещения пуансонов. Производительность устройства возрастет в два раза при значительно меньшем увеличении длины устройства. Целесообразно в этом случае вместо двух бункеров 4 иметь один общий 29.
Стенки 14, 30 камеры 6 прессования и спекания, пуансон 11 и пластина 21 затвора 8 образуют замкнутый объем для прессования и спекания стружки 2 в брикет 31. Все поверхности этого объема с перекрытием облицованы изолирующими керамическими плитками 32. Для повышения надежности работы устройства желательно между изолирующими керамическими плитками и сопрягаемыми с ними поверхностями стенок камеры 6, пуансона 11 и пластины 21 затвора 8 разместить слюдяные пластины 33 эквивалентные площади сопряжения. Кроме того, с помощью слюдяных пластин 33 обеспечивается более плотное прилегание керамических плиток 32 к сопрягаемым поверхностям, что способствует их предохранению от разрушения при приложении значительных усилий при прессовании стружки.
Пластина 21 затвора 8 имеет клиновую поверхность, которая в процессе установки ее на разгрузочном окне камеры 6 вступает в контакт с клиновой поверхностью пластины 34, закрепленной на стойке 15. За счет контакта клиновых поверхностей пластин 21 и 34 происходит прижатие затвора к торцевой поверхности 16 камеры 6 прессования и спекания. При этом благодаря наличию Т-образного соединения наконечника 19 с пластиной 21 осуществляется ее самоустановка на разгрузочном окне 7 камеры 6 прессования и спекания. Одновременно снимается передача усилия прессования на шток 18 привода 17 перемещения затвора.
Стойка 15 и пластина 34 снабжены окном, эквивалентным разгрузочному окну 7 камеры 6. Кроме того, на стойке 15 прикреплен известным способом стол 35 для готового брикета 31.
Работа устройства 1 осуществляется в следующей последовательности. Исходное положение: оба затвора 8 установлены на разгрузочных окнах 7 камер 6 прессования и спекания. Цилиндр 23 находится, например, в левом крайнем положении относительно плоскости чертежа (фиг. 6). В этом положении левый пуансон 11 расположен в левой камере 6 прессования и спекания, левая часть бункера 29 для стружки перекрыта плунжером 24, правый пуансон 11 расположен в правой загрузочной камере 5, в которой находится титановая стружка 2.
В пространство между поршнем (не показан) и цилиндром 23 подают рабочую среду, в результате чего происходит перемещение цилиндра 23 по штоку 22. Перемещение цилиндра вправо относительно плоскости чертежа вызывает перемещение в ту же сторону плунжера 24 и обоих пуансонов 11. При этом правый пуансон будет перемещать стружку из загрузочной камеры 5 в камеру 6 прессования и спекания, а левый пуансон переместится в левую загрузочную камеру 5. При этом освободится проем левой части бункера 29 и стружка под действием собственного веса либо под действием вибратора, установленного в бункере (не показан), поступит в левую загрузочную камеру. Правый пуансон при перемещении стружки в камеру прессования и спекания произведет частичное прессование стружки.
Затем будет осуществлено реверсивное перемещение цилиндра 23 в противоположном направлении. При этом произойдет частичное прессование стружки в левой камере 6 прессования и спекания, а в правую загрузочную камеру поступит новая порция стружки. При переключении хода цилиндра 23 на обратный произойдет полное прессование стружки в правой камере 6, а в левую загрузочную камеру поступит вторая порция стружки. Затем будет включен энергоблок 12 - источник импульсного тока и электрический импульс высокого напряжения через шины 13 и токоподводы 9 будет пропущен через стружку, находящуюся в спрессованном состоянии внутри правой камеры 6. Благодаря наличию разрядных промежутков между частицами стружки возникнут многочисленные электрические дуги с продолжительностью, равной продолжительности импульса тока. В связи с большой плотностью тока в местах контакта произойдет локальный разогрев и локальное расплавление контактирующих между собой участков стружки, что приведет к диффузии металла в местах расплавления и за счет этого соединение спрессованной стружки в брикет.
Затем осуществляют подъем правого затвора 8, открывают разгрузочное окно 7 и готовый брикет 31 при дополнительном перемещении плунжера 24 вправо относительно плоскости чертежа выталкивается из камеры прессования и спекания на стол 35. После этого процесс окончательного прессования и последующего спекания аналогичным образом осуществляют в левой камере прессования и спекания. Процесс поочередного прессования брикетов из титановой стружки в левой и правой камерах прессования и спекания может быть известным способом автоматизирован либо с помощью соответствующей установки конечников путевой автоматики, либо с помощью программного устройства, осуществляющего в соответствии с заданной программой перемещение цилиндра, его реверсирование, поочередную подачу импульса тока, поочередное открывание - закрывание разгрузочных окон соответствующими затворами и выталкивание готового брикета.
Источники информации
1. Акц. заявка JP N 62-11957, кл. B 30 B 9/32, 1968.
2. Авт.св. СССР N 408822, кл. B 30 B 9/32, 1973.
3. Авт.св. СССР N 1637956, кл. B 22 F 3/02, 1988.
4. Авт.св. СССР N 448967, кл. B 30 B 9/32, 1974.
5. Авт.св. СССР N 1459800, кл. B 30 B 9/32, 1987.
6 - а. с. СССР N 1400778, кл. B 22 F 3/02, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2000 |
|
RU2175019C1 |
| Установка брикетирования металлической стружки | 1986 |
|
SU1400778A1 |
| Устройство для брикетирования металлической стружки | 1960 |
|
SU145898A1 |
| ПРЕСС НАВЕСНОЙ ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ДЛЯ БРИКЕТИРОВАНИЯ ОПАВШЕЙ ЛИСТВЫ | 2011 |
|
RU2452170C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1997 |
|
RU2112658C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2133192C1 |
| Установка для брикетирования металлической стружки | 1974 |
|
SU510386A1 |
| Импульсное устройство для брикетивания | 1971 |
|
SU446438A2 |
| Устройство для брикетирования сыпучих материалов | 1978 |
|
SU765014A1 |
| ПЕРЕМЕШИВАЮЩЕЕ УСТРОЙСТВО | 1993 |
|
RU2082488C1 |
Использование: для брикетирования титановой стружки. Сущность изобретения: устройство содержит станину и смонтированные на ней бункер для стружки, загрузочную камеру, камеру прессования и спекания и энергоблок. Камера прессования и спекания содержит разгрузочное окно, затвор для его перекрытия и изолированные токоподводы для пропускания электрического тока через стружку. Токоподводы выполнены неподвижными и размещены на противоположных стенках камеры прессования и спекания, перпендикулярных направлению перемещения пуансона, осуществляющего прессование стружки. Пуансон соединен с приводом его реверсивного перемещения и установлен с возможностью перемещения в загрузочной камере и камере прессования и спекания. Стенки камеры прессования и спекания, пуансона и затвора облицованы изолирующими керамическими плитками. В качестве энергоблока применен источник импульсного тока. Затвор установлен с возможностью самоустановления на разгрузочном окне. Технический результат - упрощение конструкции устройства. 3 з.п. ф-лы, 6 ил.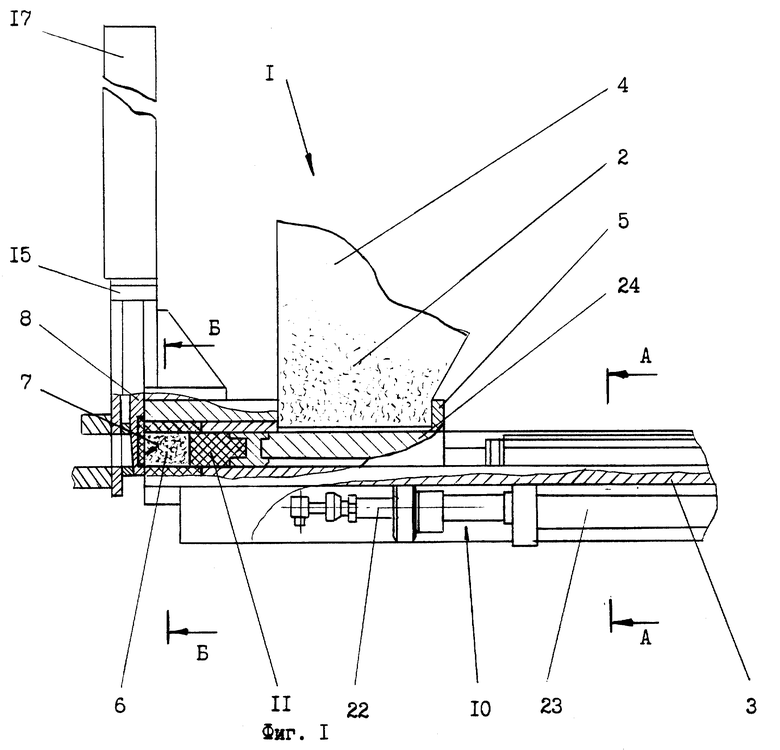
| Установка брикетирования металлической стружки | 1986 |
|
SU1400778A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |

